基于PLC的立体仓库系统设计
2020-05-06 09:25裴煜为付元旭张可菊
卫星电视与宽带多媒体 2020年4期
关键词:控制系统
裴煜为 付元旭 张可菊

【摘要】本系统设计的工业自动化立体仓库控制系统主要由上位机、可编程控制器、探测器、执行机构等组成。按照方案的选择和设备型号的选择,采用的可编程控制器为欧姆龙CP1H系列可编程控制器。
【关键词】控制系统;欧姆龙;PLC
1. 引言
自动化立体仓库是指采用多层货架,几层或几十层高的高层存货建筑,使用堆垛机对货物进行入库出库操作,达到相应的要求。立体仓库也称为高架仓库。自动仓库在成果上看是物流技术的革命。
2. 智能仓库控制系统方案图
本课题设计采用PLC控制系统来智能仓库的运行。这种设计的优点是能快速的对输入信號做出反应控制堆垛机,而且检修起来较为方便。若需要对系统程序进行修改也可以直接使用电脑进行修改,采用的可编程控制器型号为CP1H-X40DR-A,按照系统的设计工艺,本智能仓库控制系统方案如图1所示。
3. 系统I\O地址分配
切割机控制系统PLC的输出端口包括启动、直进切割、进三退一、Z向快进、Z向工进、Z向快退、Y向快退、Z向工退、停止,另外包括PLC的串行输出地址分配,对变频器进行控制。具体系统输入输出I\O地址分配表见表1所示。
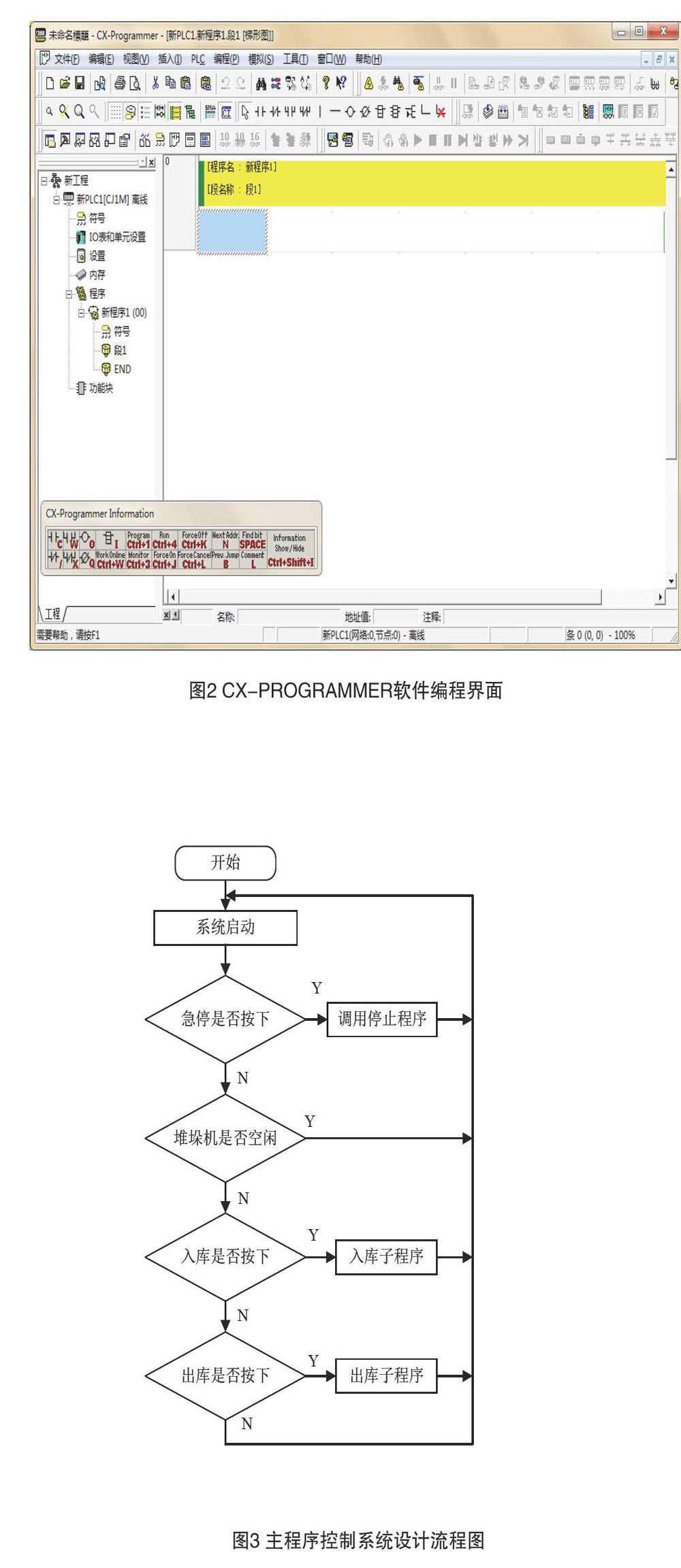
4. 编程软件的选择
CX-Programmer软件的共通性比较良好,可以对欧姆龙PLC的X系列、XA系列和Y系列等进行编程,可以将程序转换成文档格式进行数据的复制粘贴,使用非常方便。程序编辑界面如图2所示。
5. 整体流程设计及分析
程序流程设计是控制系统编程的基础。在程序设计的基础上,根据控制系统的功能要求,本系统的程序流程主要包括1个主程序和2个子程序。在主程序中主要完成系统初始化、堆垛机运行状态的判断、输出控制等功能。2个子程序分为出库、入库程序,对应系统运行过程中的出入库操作。整个系统简洁可靠符合设计要求,主程序控制系统流程如图3所示。
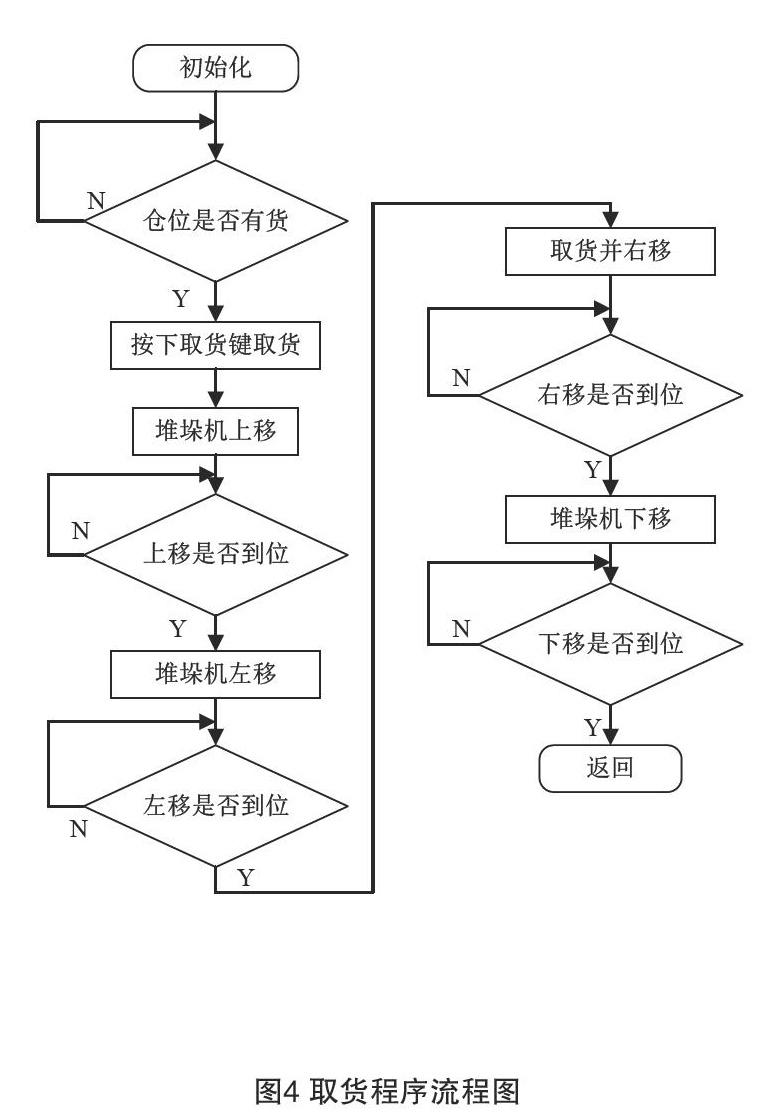
6. 取货设计程序流程
流程如图4所示。
在取货流程中,首先进行上电初始化,系统启动后,先检测仓位是否有货,如果有货,则按下取货按钮有效,当按下取货按钮后,堆垛机进行上移,在上移过程中,进行上移是否到位检测,如果没到位,继续上移,如果到位,将开始左移;堆垛机进行左移,在左移过程中,进行左移是否到位检测,如果没到位,继续左移,如果到位,将开始取货并右移;堆垛机进行右移,在右移过程中,进行右移是否到位检测,如果没到位,继续右移,如果到位,将开始下移;堆垛机进行下移,在下移过程中,进行下移是否到位检测,如果没到位,继续下移,如果到位,取货动作结束。
参考文献:
[1]陆伟.基于PLC的自动立体仓库控制系统设计,2016年.
[2]杜健.基于数字化的自动化立体仓库设计与研究,2018年.
[3]苏晓峰,史启程,刘金颂.基于PLC的工业自动化立体仓库控制系统设计,2016年
[4]易贤强.基于S7-300PLC的自动化立体仓库控制系统的设计与实现,2016年
[5]张应龙.PLC编程入门及工程实例.2016年.
[6]黄恭伟.电气控制技术与PLC应用实验,2015年.
作者简介:裴煜为,沈阳工学院,学生;付元旭,沈阳工学院,学生;张可菊(通讯作者)辽宁人,沈阳工学院,副教授.
猜你喜欢
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01