
浅析盾构机主驱动密封系统拆装规范
2020-05-08 10:50张秋芳
装备维修技术 2020年22期
关键词:盾构机
张秋芳
摘 要:盾构机的正常运行过程中主驱动密封系统属于非常关键的一个部分,针对主驱动密封系统的拆解和安装是非常复杂的一个过程。本文主要以盾构机主驱动密封系统为对象,对其拆解和安装的相关技术要点进行总结归纳,希望能够对盾构机主驱动密封系统的拆解安装及后期维修起到一定的借鉴作用。
关键词:盾构机;主驱动密封系统;拆解和安装
引言
在盾构机运行过程中主驱动系统属于一个核心部件,主驱动系统的正常运转在很大程度上都需要依赖于密封润滑系统。主驱动密封系统中主要包括唇型密封、密封压环、密封跑道等几个部分。盾构机在承担掘进施工任务的过程中,如果出现密封系统失效问题,很可能会使主驱动系统减速箱进入泥沙等现象,在此情况下很可能会造成主轴承损坏现象,或者是齿轮箱遭到破坏,最终导致整个主驱传动系统失效,影响盾构机的正常作业[1]。
1.整体拆除密封
为有效避免密封拆除过程中因受到不确定因素影响而产生错误,因此在进行拆除过程中应该保障拆除和安装状态不变的基本原则[2]。
1.1拆除密封压环
(1)在进行密封压环拆除之前,首先针对密封压环及跑道选择两个不对称点进行标记,同时精确测量出压环与台阶之间的高程差,这样才能在后期进行装配时保证位置还原。
(2)密封压环不仅配备了装配螺栓,通常情况下还会配备4~8个吊装螺栓孔,在这种情况下可以为密封压环拆除中利用顶丝提供便利,而且后期也可以直接利用螺栓孔安装吊耳来实现吊装。
(3)针对拆除现场首先需要进行彻底清洁,同时做好防锈处理工作,在拆除过程中需要对密封止口给予高度重视,如果密封直口上存在豁口等缺陷,要利用零号砂纸进行打磨处理[3]。
1.2 拆除隔环及密封
(1)密封压环在拆除后就可以看到唇口向上的唇形密封。在拆除之前首先需要对唇形密封到任意固定基准面高度进行精确计量。在后期安装过程中也需要以此来判断唇形密封的原位置,新密封在更换过程中必须要将其安装误差严格控制在±3 mm的范围内。
(2)可以利用自制铁丝扁口弯钩来取出密封,最后将其进行彻底清理后在室内存放。
(3)第1道密封取出后就可以看到第1层隔环,此时需要对隔环距离基准面高度进行精确记录,每层隔环通常都设置了4~8个吊装丝孔,因此可以利用专用工装将各层隔环均匀提取出来,在提取过程中要保持提升高度一致,避免因不均匀因素导致隔环变形。隔环取出后需要及时进行防锈处理,避免其在存放中出现损坏。如果隔环上存在豁口等损伤情况,需要利用零号砂纸进行打磨处理,以此避免豁口对安装后的密封造成损伤。后续唇型密封及隔环的可以通过上述步骤重复即可完成。
(4)取出最后一道密封后,就可以看到减速箱中的齿轮,此时需要将外密封覆盖起来,一次避免减速箱受到污染。
1.3跑道拆除
在跑道的周边均匀分布着通孔连接螺栓以及半丝孔顶丝螺栓,通孔连接螺栓主要作用是进行跑道固定,丝孔连接螺栓的主要作用是通过长度调整实现跑道安装位置的调节[4]。
进行跑道拆除时,在对称的4个顶丝孔中安装长丝杠,通过这种方式来均匀的顶出跑道,顶出跑道后即可将其吊装到地面,由于跑道本身高度较高,利用直接吊装拆除的方法非常容易因受力不均而导致变形。
2.安装准备
2.1 准备密封构件
首先针对压环、隔环以及跑道上的锈迹及油渍利用柴油、吸油脂等进行彻底清除,并针对螺栓孔内的杂质进行彻底清理,保障螺栓在带入过程中不能存在明显阻塞感。
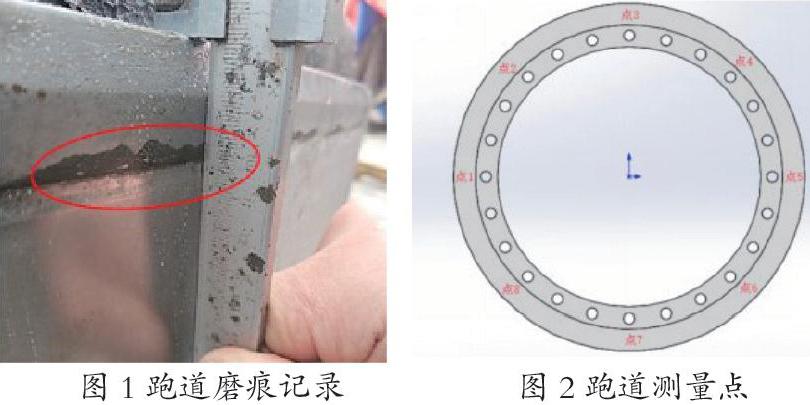
其次,對跑道磨痕的宽度和深度做明确记录(图1),以此来判断是否需要进行跑道的更换和调整。如果跑到实际磨损量超过0.5mm,必须要及时对其位置进行调整或直接进行更换。在进行测量过程中需要选择跑到周圈6~8个点来对其磨损量进行精确计量(图2)。
最后,针对所有拆除密封尺寸进行测量后,及时做好防护并归置,由于在密封拆除过程中不可避免的会产生损伤现象,因此针对损伤密封要及时进行更换,以此来保障密封效果。
2.2 油脂清除
整个密封系统中的各油脂通道不可避免地都会存在旧油脂的残留,因此在安装之前必须要对旧油脂进行及时清除。此时可以利用气体对油脂通道进行清理和疏通。另外还是要针对跑道和密封隔环安装缝隙中的油脂和锈渍进行彻底清理。
3.密封安装
3.1 安装密封条
首先利用高速黄油均匀涂抹在亚环密封槽内,随后进行密封条安装,同时需要在密封条表面再次涂抹高速黄油,这样才能保障密封条在密封槽内有效吸附。
其次利用高速黄油在各个隔环密封槽内进行涂抹,隔环安装后需要在密封表面再次涂抹黄油,以此来有效降低安装难度。
再次,在进行密封条安装的过程中,需要保持各接口粘贴位置保持一定间距。因为接口位置经常会出现破裂或磨损,保持一定间距能有效避免密封条在同一位置同时产生失效,而造成传统失效。
3.2 安装和调整跑道
首先将跑道吊装置安装位置上方,以拆除过程中的标记为基准缓慢放入跑道,放入过程中需要注意保持进入缝隙深度一致。如果存在轻微卡顿可以使用铜棒进行敲击,保障其深度相同。需要注意,如果某一侧陷入深度过深的情况下导致另一侧卡滞,需要将跑道重新提起再次进行安装[5]。
其次,跑到整个圆周在均匀进入安装缝隙内后,需要选择4个对称点来带入丝杠,利用丝杠均匀安装跑道。安装过程中需要及时对各点位高度进行测量,高度差要严格控制在2mm以内。可以利用铜棒敲击方法来判断跑道是否到达底部,如果铜棒敲击发出脆响则表示已经到达底部,此时可以利用螺栓进行紧固。
3.3 隔环和唇型密封安装
在进行唇型密封和隔环安装的过程中,要注意尽量避免将带有压颈环的唇形密封安装在底部,以此来避免设备运转过程中压紧环掉入减速箱导致风险。唇型密封安装过程中,首先将圆周轻微压入槽内,同时利用橡胶棒在4个对称点位进行挤压,挤压过程中要及时观察唇边,避免发生唇口外翻现象。
4.结束语
综上所述,盾构机作业工况相对特殊,因此一旦发生故障后期维修非常困难。在进行盾构及拆除和安装的过程中要尽可能做好标记工作,条件允许的情况下要留好影像资料,这样才能保障后期安装恢复原样。
参考文献:
[1]王凯,文中保.基于压差控制的泥水平衡式盾构机主驱动密封气动自动保压系统研究及应用[J].液压与气动,2021,45(03):140-147.
[2]王绪民,王志帅,王琪,苏秋斓.基于IAFSA-BP神经网络的泥水盾构机跨江段油脂消耗预测[J].公路,2020,65(11):379-385.
[3]曹建辉.富水砂卵石地层隧道内更换盾构机主轴承内密封[J].建筑机械,2020(02):49-53.
[4]徐长胜,张军,许磊.始发井下盾构机主驱动密封系统维修[J].设备管理与维修,2019(22):179-181.
[5]王永喜,郝亚雄.长距离硬岩掘进中的盾构机主轴承系统管理与维护保养探讨[J].城市建设理论研究(电子版),2017(22):141-142.
(北京市政建设集团有限责任公司第二工程处,北京 102600)
猜你喜欢
中国科技纵横(2016年24期)2017-05-27
科技创新与应用(2017年10期)2017-04-26
科学与财富(2017年5期)2017-03-17
大陆桥视野·下(2017年1期)2017-03-09
科技创新与应用(2016年35期)2017-02-21
中小企业管理与科技·中旬刊(2016年5期)2016-06-04
无线互联科技(2015年15期)2016-03-05
企业文化·中旬刊(2015年8期)2015-08-11
建材发展导向(2014年4期)2014-08-08
