
汽车空调冷凝器折叠管料耐腐蚀性能的研究
2020-05-12 14:29郭飞跃桂良宝黄美艳
铝加工 2020年2期
郭飞跃,桂良宝,黄美艳,陈 涛,杨 杰
(乳源东阳光优艾希杰精箔有限公司,韶关512721)
0 前言
冷凝器是汽车空调系统的重要组成部分,具有换热效率高、体积小、重量轻、耐高压、冷媒用量少等众多优点[1]。近年来,随着汽车向着轻量化、节能化的方向发展,汽车空调冷凝器也朝着低成本、高强度、长寿命的方向发展[2]。传统汽车空调冷凝器中主要起换热作用的是表面喷Zn 挤压多孔管,但由于表面喷Zn 挤压多孔管生产流程长、表面需喷Zn 导致生产成本较高。目前部分行业高端客户已经开始采用折叠管料+内翅片方式来替代传统的表面喷Zn 挤压多孔管,而且这种方式的换热效率更高,使用寿命更长,生产成本也更低。与传统的表面喷Zn 挤压多孔管相比,冷凝器折叠管料厚度减薄了,对材料的钎焊后强度及SWAAT(循环酸性海水试验)外部腐蚀性能等方面提出了更高的要求[3-4]。
本文通过对两种不同构成的冷凝器折叠管料进行钎焊前、后的力学性能测试、钎焊后电位检测和EPMA(电子探针显微分析)元素扩散分析以及钎焊后SWAAT 腐蚀试验测试,对比研究了不同构成的冷凝器折叠管料的耐腐蚀性能,并对耐腐蚀机理进行了探讨。
1 试验方案
1.1 材料制备
采用99.7%普铝锭、速熔硅、Al-Si 中间合金、Al-Cu中间合金、锰剂等原材料,分别熔铸成4343合金钎焊材、1050合金中间材、Al-Si-Cu-Mn合金芯材等三种板锭,再经过铣面、钎焊材和中间材板锭加热和热轧切板、焊合成两种复合板锭(如图1所示,复合板锭1:三层复合,上、下4343层单面复合比10%±2%;复合板锭2:四层复合,上、下4343层单面复合比10%±2%,中间1050层复合比10%±2%)。复合板锭加热并热轧成6.0mm后,经冷轧、不完全再结晶成品退火、拉矫等工艺流程,分别制成0.22mm 厚Tube 01(10%4343/Al-Si-Cu-Mn/10%4343)、Tube 02(10%4343/10%1050/Al-Si-Cu-Mn/10%4343)两种H24态的冷凝器折叠管料。
两种冷凝器折叠管料钎焊材、中间材、芯材合金的化学成分见表1。
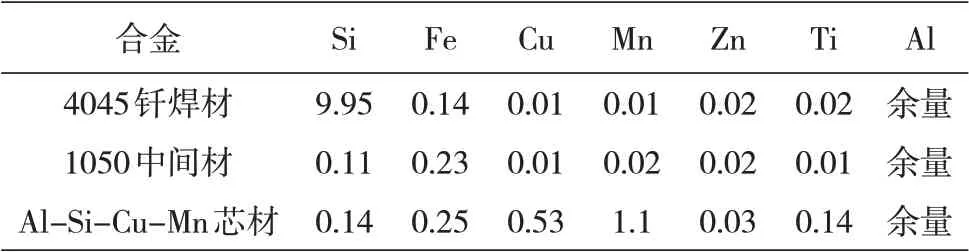
表1 试验用钎焊材、中间材、芯材合金成分(质量分数/%)
1.2 试验及检测项目
将两种不同构成的冷凝器折叠管料成品放在小型钎焊炉中进行模拟钎焊热处理(600℃×3min),升温曲线如图2所示。在CMT6104万能拉伸试验机上进行钎焊前、后拉伸力学性能测试。
采用EPMA设备线扫描检测钎焊后的冷凝器折叠管料厚度方向Si、Cu、Mn 等元素分布情况,从管外侧钎焊层表面、中间层、芯材到管内侧钎焊层表面的垂直方向进行了分析;采用HE-104A 电位计检测钎焊后的冷凝器折叠管料外侧钎焊层、中间层和芯材的电极电位;并采用CYP-90A 复合循环腐蚀试验机对钎焊后的冷凝器折叠管料分别进行SWAAT 20d、30d 和40d 腐蚀试验(样品尺寸:80mm(长)×50mm(宽),只检测折叠管料外侧钎焊层面;检测区域尺寸:70mm(长)×40mm(宽),样品背面及四边角均用硅胶涂覆)。
分别取两种冷凝器折叠管料钎焊后的成品样品、SWAAT 腐蚀试验清洗后的样品,经镶嵌、机械研磨、混合酸侵蚀后,采用GX51金相显微镜观察其断面微观组织;对于芯材及中间层表面晶粒观察样品,先用高浓度混合酸将表面钎焊层腐蚀去除,经镶嵌、机械研磨、电解抛光、阳极覆膜后,采用GX51金相显微镜观察钎焊后芯材及中间层表面晶粒组织。
2 试验结果与讨论
2.1 拉伸力学性能
两种不同构成的冷凝器折叠管料成品钎焊前、后力学性能结果如表2所示。
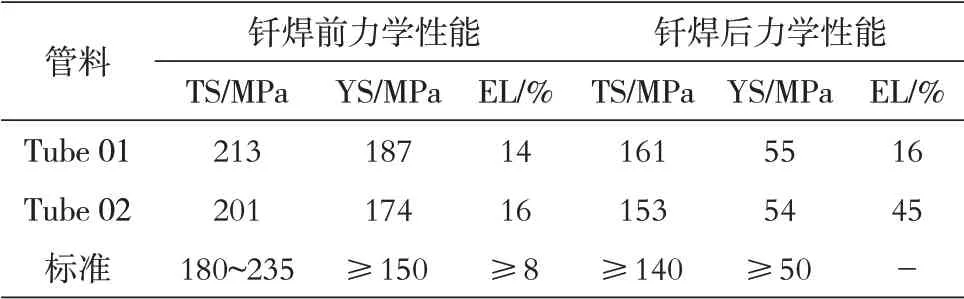
表2 冷凝器折叠管料成品钎焊前、后力学性能
从钎焊前、后力学性能结果看,两种不同构成的冷凝器折叠管料成品钎焊前、后力学性能均能满足标准要求,但四层复合管料Tube 02钎焊前的强度要比三层复合管料Tube 01低,抗拉强度低约12MPa,屈服强度低约13MPa,其钎焊后的抗拉强度也比三层复合管料Tube 01低约12MPa。
2.2 微观组织观察
两种不同构成的冷凝器折叠管料成品钎焊后的断面微观组织如图3所示,芯材、中间层表面晶粒组织如图4所示。
从管料成品钎焊后断面微观组织看,两种管料钎焊后熔蚀均比较轻微(见图3(a)、(b))。从管料成品钎焊后芯材表面晶粒组织看,两种管料钎焊后的芯材晶粒组织均为正常的完全再结晶组织(见图4(a)、(b)),Tube 02管料钎焊后的中间层表面晶粒组织也是正常的完全再结晶组织(见图4(c))。
2.3 钎焊后电极电位测定
两种不同构成的冷凝器折叠管料钎焊后外侧钎焊层、中间层及芯材电极电位测定结果见表3。
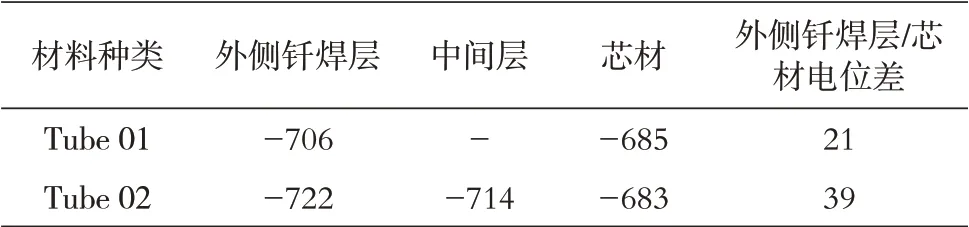
表3 外侧钎焊层、中间层及芯材电极电位(SCE电位/mV)
从表3中的电极电位测定结果看,Tube 01和Tube 02管料芯材的电极电位相当,分别为-685mV和-683mV;Tube 02管料的中间层电极电位为-714mV;Tube 01和Tube 02管 料 的 外 侧 钎 焊层的电极电位相差较大,分别为-706mV 和-722mV,导致Tube 01和Tube 02管料外侧钎焊层/芯材电位差相差也比较大,分别为21mV 和39mV。Tube 02管料中间层/芯材电位差为31mV。
2.4 钎焊后EPMA线分析
两种不同构成的冷凝器折叠管料钎焊后厚度方向的Si、Cu、Mn等元素EPMA线分析结果如图5所示。
从图5中的钎焊后Si、Cu、Mn元素EPMA线检测结果看,Tube 02管料外侧4343钎焊层和1050中间层中的Cu 元素浓度较低,而Tube 01管料外层4343钎焊层中的Cu元素浓度相对较高。
2.5 SWAAT外部腐蚀试验结果
两种不同构成的冷凝器折叠管料钎焊后经SWAAT 20d、30d 和40d 腐蚀试验清洗后的样品表面形貌及最大腐蚀深度部位的断面形貌分别如图6和图7所示。
从图6中的冷凝器折叠管料经SWAAT 腐蚀试验后的样品表面形貌看,Tube 01冷凝器折叠管料SWAAT 腐蚀性能较差,SWAAT 20d、30d 和40d均发现明显穿孔(见图6(a)、(b)和(c));而Tube 02冷凝器折叠管料SWAAT 腐蚀性能较好,SWAAT 20d、30d 和40d 均未发现明显穿孔(见图6(d)、(e)和(f))。
从图7中的冷凝器折叠管料经SWAAT 腐蚀试验后的最大腐蚀深度部位断面形貌可知,Tube 01冷凝器折叠管料SWAAT 20d、30d 和40d 明显穿孔(图7(a)、(b)和(c));而Tube 02冷凝器折叠管料,经SWAAT 20d、30d 和40d 未发现穿孔,均呈现出明显的层状平面腐蚀形貌,且腐蚀深度较浅,最大腐蚀深度45~55μm 左右(见图7(d)、(e)和(f)),未超过管料厚度的30%。
2.6 分析和讨论
拉伸力学性能结果表明,Tube 02管料钎焊前、后的抗拉强度均比Tube 01管料略低一些,这是因为Tube 02管料为四层结构,多了一个1050软合金中间层;Tube 02与Tube 01管料相比,虽然两种管料成品厚度一样,因Tube 02管料中主要起强度支撑作用的芯材厚度比Tube 01管料要薄一些,导致Tube 02管料钎焊前、后抗拉强度相对要低一些,但是都可以满足冷凝器折叠管料钎焊前、后的力学性能要求。
管料钎焊后的SWAAT 外部腐蚀试验结果表明,Tube 01管料的SWAAT 外部腐蚀性能较差,SWAAT 20d即出现明显穿孔;而Tube 02管料表现出极好的SWAAT 外部腐蚀性能,SWAAT 20d、30d、40d均未出现明显穿孔,而且呈现出明显的层状平面腐蚀特征,最大腐蚀深度未超过管料厚度的30%。这是因为:
(1)从钎焊后管外侧钎焊层与芯材电位差结果看,Tube 02冷凝器折叠管料电位差较大,为39mV;而Tube 01管料电位差比较小,只有21mV。当管外侧钎焊层与芯材电位差越小时,外侧钎焊层无法对芯材形成有效的牺牲阳极保护作用,腐蚀很快进入芯材并沿着厚度方向纵向快速扩展,因此SWAAT 20d 腐蚀试验很快出现穿孔。相反,Tube 02管料是四层结构,外侧钎焊层/芯材电位差为39mV,中间层/芯材电位差为31mV,比Tube 01三层管料电位差要大得多,外侧钎焊层+1050中间层相当于牺牲层,可以对芯材起到较好的牺牲阳极保护作用。腐蚀刚开始只在外侧钎焊层+1050中间层发生,以层状平面腐蚀为主,同时外侧钎焊层+1050中间层由于电位差较低,对芯材的防腐距离比较大,腐蚀不会快速进入芯材,从而大大延缓了腐蚀进入芯材的速度。
(2)从钎焊后的EPMA 线分析结果看,Tube 02管料外侧4343钎焊层和1050中间层中的Cu元素浓度较低,而Tube 01管料外层4343钎焊层中的Cu元素浓度相对较高,说明Tube 02四层管料的1050中间层能有效地阻碍钎焊过程芯材中的Cu 扩散。Cu元素可大幅度提高铝合金的电极电位[5]。如果钎焊时芯材中的Cu 元素向外侧钎焊层扩散严重,钎焊后外侧钎焊层与芯材中的Cu 元素浓度差较小、不能形成Cu 元素浓度的大梯度分布,就会导致钎焊后外侧钎焊层/芯材电位差较小,外侧钎焊层就无法对芯材形成有效的牺牲阳极保护作用。由于缺少Tube 02四层管料1050中间层的阻隔,Tube 01三层管料芯材中的Cu元素向外侧钎焊层扩散严重,导致钎焊后外侧钎焊层/芯材电位差较小,故其对应的SWAAT外部腐蚀性能结果也较差。
3 结论
(1)与冷凝器三层折叠管料相比,带1050中间层的冷凝器四层折叠管料钎焊后外侧钎焊层/芯材电位差比较大,有着良好的SWAAT 外部腐蚀性能,SWAAT 40d 的最大腐蚀深度未超过管料厚度的30%。
(2)1050中间层能有效地阻碍冷凝器四层折叠管料芯材中的Cu 扩散,外侧钎焊层+1050中间层可以对芯材起到较好的牺牲阳极保护作用。
猜你喜欢
消费电子(2022年5期)2022-08-15
天津科技(2022年7期)2022-07-29
大连交通大学学报(2022年1期)2022-02-19
新材料产业(2021年4期)2021-09-15
河南科技(2020年12期)2020-08-23
航空工程进展(2020年2期)2020-05-05
表面工程与再制造(2019年1期)2019-05-11
课程教育研究·新教师教学(2016年24期)2017-04-10
科技创新与应用(2016年36期)2017-02-21
科学与财富(2016年29期)2016-12-27
