
全玻璃手机技术—复合玻璃性能研究
2020-05-15 04:57马兰
化工设计通讯 2020年3期
马 兰
(比亚迪精密制造有限公司,广东深圳 518116)
随着物质生活质量的提高,3C 行业消费电子领域已有越来越多的新技术应用于其中,典型的是3D 玻璃在手机后盖上的应用。伴随着5G 时代的来临,为减少手机对信号的屏蔽,玻璃、陶瓷以及PC 复合板材成为手机壳盖的选择。玻璃以其独特的优势获得大众青睐,目前3D 曲面玻璃已成为手机市场的主流标配。3D 玻璃带来的是更舒适的握感及更大屏比的视觉感受。
3D 玻璃的诞生来自于2008年显示器非平面具曲面的想法,历经6年时间,美国某玻璃厂家研制成功。该玻璃质感优美,可增加弧形边缘触控功能、无线充电机能,解决天线布置空间不足的问题,增强收讯。3D 玻璃不仅应用于手机后盖,目前已大量运用于电脑、手表、平板、电视等电子产品。
目前市场上的3D 玻璃多采用热弯成形,该技术的缺点是曲面角度大、无法达到直角,结构不够紧凑,给后续的电子元件布置来不便;热弯弧度小,厚度薄,尺寸小,加工成本高,限制了3D 玻璃的应用。目前3D 玻璃的加工基本采用石墨高温加压成型,存在的问题主要有:长宽尺寸精度超差,高度精度超差,造成“大小边”不良,两面弯的3D 玻璃“翘脚”不良,磨具印等。这跟使用石墨模具有非常大的关系,而且石墨模具成本高,尺寸有限。
为解决以上问题,本文提供玻璃熔合技术,该方法具有的优点是自由度大,可以从单边弯到四边,而且加工温度低于热弯温度,避免了玻璃因软化而造成变形,玻璃熔合宽度越宽,可得到的弧度越大,在实际应用中有较高的改进和实用效果。
1 原理
玻璃底板加上一层或者多层玻璃中框,或者其他玻璃部件,形成多层玻璃的叠加,对叠层的接触面进行熔合,最后成为一个整体,类似于将铁块焊接在铁板上面。之后对熔合体进行CNC、抛光、强化、装饰等加工。该技术的难点在于保证产品的外观及透过率。
2 熔合工艺及研发成果
2.1 熔合工艺
熔合技术采用热、冷加工相结合的方法,避免了热弯的全段热加工。减少高温对玻璃的不良影响。
如图1所示,熔合前段为加热压合,后段为CNC 加工。

图1 熔合工艺流程
以玻璃来料开始计算,实际包含三个过程:玻璃来料加工、玻璃叠片压合成形、成品CNC 加工。对于玻璃来料,洁净度要求较高,这将直接影响到压合后的成品良率,双层玻璃熔合的良率可达95%以上。
此外,玻璃来料的崩边和划伤也会对熔合良率造成影响,一般情况下,内崩边的不良是100%,因为后续不会对内部进行CNC 加工;外崩边的直径不能超过1mm。
玻璃叠合影响的是成品的外形,直接影响到后续的CNC加工,双层玻璃熔合成品的CNC 加工良率在98%左右。
2.2 研发成果
熔合成品包括生产上主要使用的德国某品牌玻璃以及美国某品牌玻璃。
2.2.1 德国某品牌玻璃
该玻璃的优点是薄,目前已用0.25mm、0.4mm、0.55mm、0.6mm 厚度的玻璃做过玻璃与非玻璃的熔合,效果良好。0.55mm 厚度玻璃与非玻璃的熔合成品3PB 测试结果均值为16.534kgf。130g 钢球落球测试,结果最低碎裂高度为25cm。
2.2.2 美国某品牌玻璃
该玻璃三、五、六代均已熔合出成品,但不可跨代熔合,因为不同代数玻璃的膨胀系数不同,熔合会出现弯曲现象。
该玻璃同代数板与板的熔合,有两层的熔合成品,玻璃板厚度(mm)包括0.55、0.6、0.7、1.1、1.5和2。
该玻璃同代数板与框的熔合,有两层、三层、四层、五层的熔合成品,玻璃板及框厚度(mm)包括0.55、0.6、0.7、1.1、1.5和2。
图2样品是五代玻璃0.55mm+1.2mm 双层结构,3PB 实验和落球实验测试性能。

图2 样品
3PB 实验采用夹具直径3.0mm、夹具间距离30.0mm、按压夹具直径3.0mm、压速度:3mm/min 的条件进行验证。实验结果见图3:
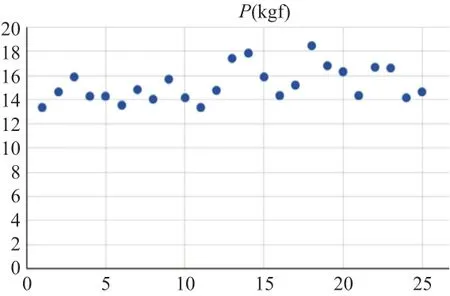
图33 PB实验
从图3 看出,在25 个样品中,有3 个样品低于标准数据14.040kgf,最低值为13.217kgf,最大值为18.457kgf。均值为15.272kgf。
落球实验采用130g 钢球,以15cm 高度为起始点,每次增加5cm,直至玻璃碎裂。实验结果见图4。
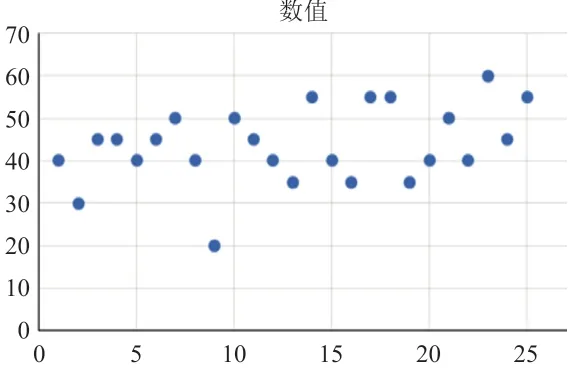
图4 落球实验
图4落球实验表明,25个样品落球高度均高于15cm,最小值为20cm。最大值为60cm。
3 样品展示
图5为双层结构熔合后,经CNC 加工及抛光后的样品,该结构为单纯的手机后盖。
图51 #样品图6为1#样品截面图,图中可以看出,熔合后的两玻璃之间没有出现明显的界线。
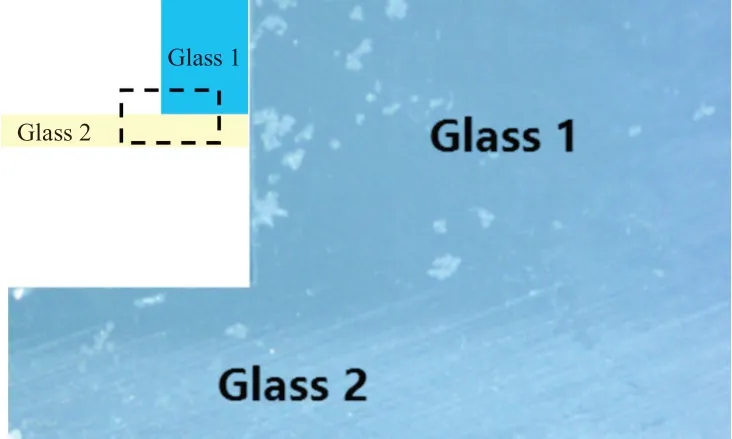
图61 #样品截面图
图7为双层结构熔合后,经CNC 加工及抛光后的样品,该结构为火山口摄像头结构。

图72 #样品
图5和图6中的结构为双层,即板+框的结构形式,四边熔合,良率较高。随着层数的增加,良率下降,实验中的数据表明,每增加一层,良率会下降20%,随着接触面的增加,玻璃表面被污染的概增加,导致良率下降。
三层结构熔合后,经CNC 加工后的坯料图,框厚度2mm,板厚度0.7mm。该结构是手机后盖加玻璃中框的结构。
图7、图8均为多层结构,层数增加,形成玻璃中框与玻璃后盖相连接的结构,使得全玻璃结构成为可能。

图83 #样品
4 存在的问题及展望
目前该技术的问题是叠片玻璃的幻彩、亮点以及叠片时出现错位,解决方法是保持玻璃洁净度和使用合理的放置方法。此外还有压合过程中出现部分玻璃碎裂的问题,解决方法是调节热弯机台的压合板高度、压合力大小、加热温度以及加强对模具的清洁,碎裂率可控制在1%以下。
玻璃熔合技术可实现多种玻璃、多种尺寸的结合,例如手机后盖摄像头保护件、按钮件等,并且使用有色玻璃可免去后段装饰的丝印和镀膜工序。现阶段掌握该项技能的公司非常少,目前国内能将该项技术应用于生产手机盖板的屈指可数,如厦门祐尼3D 等,市场需求大于供应,开发潜力巨大。
5 结语
本文针对热弯玻璃成型工艺的缺点,提出新的工艺技术,生产出新型产品,并对新产品进行力学性能测试,结果表明,德国某品牌玻璃与非玻璃的熔合产品测试结果均值为16.534kgf。130g 钢球落球测试,结果最低碎裂高度为25cm。高于要求值15cm,满足要求。
美国某品牌五代玻璃,0.55mm+1.2mm 玻璃熔合后样品的3PB 测试结果均值为15.272kgf,高于要求值14.040kgf;以130g 钢球进行落球测试,结果最低碎裂高度为20cm,最高为60cm,高于要求值15cm,完全满足要求。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
少年漫画(艺术创想)(2019年5期)2019-09-18
小哥白尼(趣味科学)(2019年5期)2019-08-27
模具制造(2019年4期)2019-06-24
世界热带农业信息(2017年5期)2017-10-23
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
世界热带农业信息(2017年3期)2017-07-13
少儿科学周刊·少年版(2015年3期)2015-07-07
