
四轴航空异形产品加工夹具设计
2020-05-25 12:58毛晨星王成潘红健
甘肃科技纵横 2020年4期
毛晨星 王成 潘红健
摘要:随着数控加工技术的快速发展,机械产品加工制造都在寻求简单、经济、方便、灵活、稳定的加工方法,而对于相对复杂的航空类四轴产品,往往一次装夹需完成多个角度及位置的加工,为保证产品加工精度,这就对工装夹具提出了更高的要求。本文以四轴航空产品实物为例,讲述产品在实际加工过程中遇到的实际装夹难点,在保证产品加工质量的前提下,从而对产品的难点分析、定位结构设计、孔内伸缩弧面夹紧结构设计、弹簧伸缩定位结构设计以及实际产品加工等多个方面进行解析。经实践加工证明,该四轴航空异形产品夹具结构可灵活的进行装夹定位,防反装置设计使得装夹不会出错,孔内伸缩弧面夹紧结构可有效保证内孔产品的夹紧的力度,不会损坏表面质量,是一副优质夹具。
关键词:四轴产品;夹具设计;弧面夹紧;弹簧伸缩
0 绪论
机械制造业在社会生产中占据很重要的地位,关系到其他领域的进步,而机械加工是有一个个零件堆积起来的,所以零件加工是机械加工的重中之重,加工出精准零件少不了高级机床,合适的夹具会为零件加工提供更精准的定位。为了加工出更优秀的零件,我们不仅要提高机床的精准度,也要发明创新出更适合的夹具,对于加床无法装夹的零件时,我们就要设计出适合这个零件的夹具,夹具设计主要是夹具的定位与夹紧结构设计,好的夹具会降低很大生产成本,节约加工时间。随着现代制造业的发展,夹具也在进一步优化,慢慢的从手动变为自动,在漫長的时间经验积累下,夹具在设计,计算,研究,试装和使用等方面的技术越来越成熟。但一些产品越来越复杂,加工要求越来越高,在夹具的结构和精度上的设计我们还需要继续创新。为便于对四轴异形产品的装夹定位,保证加工精度和外观质量要求,本文以一个铝合金材质特殊结构的铸件为例,对该实物产品进行中心钻定位打孔、钻孔、铰孔工序等加工,从而对夹具的定位结构、夹紧机构等进行相应设计,以满足实际加工需求。
1 产品分析
如图1所示,产品材质为铝合金,中等批量生产,壁厚均匀,零件整体呈凹形,表面有通孔和给定深度孔,内外整体结构呈方形,侧面带有双孔的凹形,且截面形状不同,其余形状为对称结构。零件中间有两个大直径圆孔,底端有一凹槽,产品上端面有弱干孔,两端侧面也有孔需要加工。
产品截面中有两个大通孔占据零件较大空间,且距离凹槽比较近,零件部分壁厚较薄,容易发生形变;产品为箱体类产品,需同时对2侧面及上表面进行钻孔、攻丝等孔加工,不能使用普通的平口钳作为夹紧工具,不易装夹;加工上对位置精度要求较高,需准确定位;材料为铝合金有色金属,虽然导热能力较高,在加工过程中可以带走大量的热量,但抗塑性能力、抗变形能力和抗划痕的能力较差,零件容易碰伤和夹坏。
零件中间两个圆心距为26mm的φ17mm的通孔导致零件上壁和下壁较薄,长时间的加工容易发生形变。
2 定位结构设计
工件在加工前必须安放在夹具中,使其拥有一个正确的位置和方向,并使其在加工过程中虽然受到切削力及其他外力影响也能保证正确位置或方向。本产品要在2个侧平面和一个上表面上同时加工孔特征,故夹持夹具不能影响被加工表面,位置定位上选择底平面、底部槽侧面以及端面来分别限制X轴、Y轴、Z轴三个方向移动和转动。
本产品来料是型材,表面光滑,整体呈方形,一面有凹槽,毛坯中间有两个较大的通孔,通孔侧上方各有一个蘑菇形小通孔,且两侧小通孔截面不同,毛坯壁薄,上下壁较薄,加工时需特别注意。为了控制基准边、专门在一边做出防反特性,其余地方尺寸都是相对称的,不易分辨,所以在加工时容易发生产品装反的失误,并考虑到型材的大小不一性质,产品如果运用相对不灵活的定位装置,会对产品的加工质量造成不稳定因素。工件呈对称形体,但零件两侧端有防反孔,在夹具上设计一个能区分正反的防反销,位于夹具中间凸台一侧,与定位基准面同侧;防反销位于定位块左右两侧,定位块位于夹具中间,定位块中间有通孔,用于螺丝固定在工装板上相应位置。装夹零件时,只需尝试将零件能移动至防反销上的就是正确的安装面。
3 孔内伸缩弧面夹紧结构设计
工件中间有两个大的通孔适合从两端夹紧,所以在工装板上设计一个孔内弧面伸缩压板,装夹时低于零件高度,不会影响加工。压板上设计两个对应的压头,压头弧面半径略小于零件孔的半径,是为了方便装夹,不会出现无法装夹的问题。压头设计为四分之一的弧面结构,装夹时将压板前压头放进零件中,移动压板至合适位置,锁紧螺栓则零件被夹具夹紧,如图3所示。
4 弹簧伸缩定位结构设计
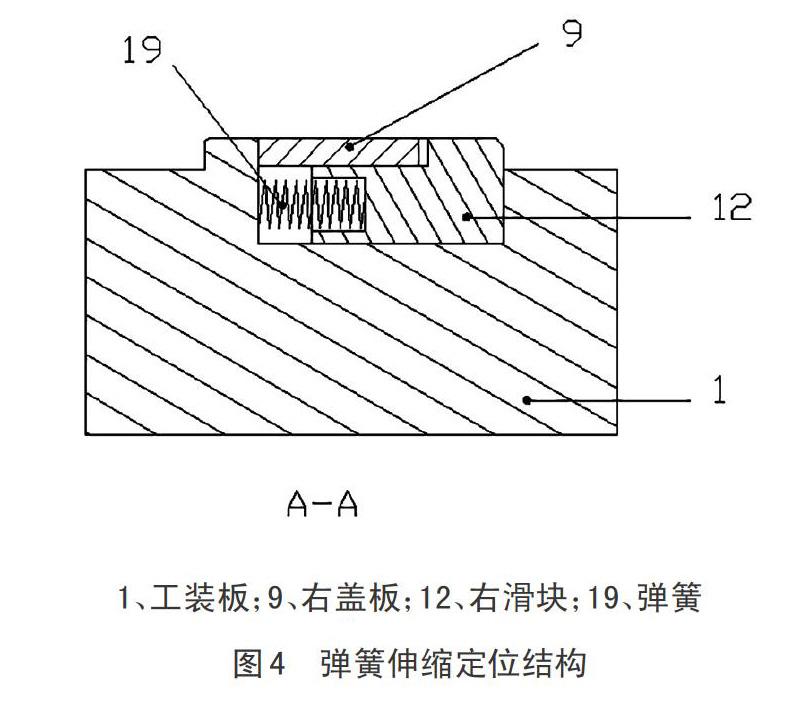
如图4所示,右滑块12呈L形,弹簧19安装进去,为防止右滑块12脱落,在右滑块上放设计一块盖板9,其两端通过螺钉固定在工装板1上,在装夹零件时依靠弹簧的伸出力带动滑块的运动,弹簧滑块最大张开宽度大于定位凸台3、8的宽度,且大于零件毛坯定位槽宽度,定位凸台的宽度小于零件毛坯定位槽的宽度,滑块也对工件进行内侧定位。
5 夹具整体结构设计
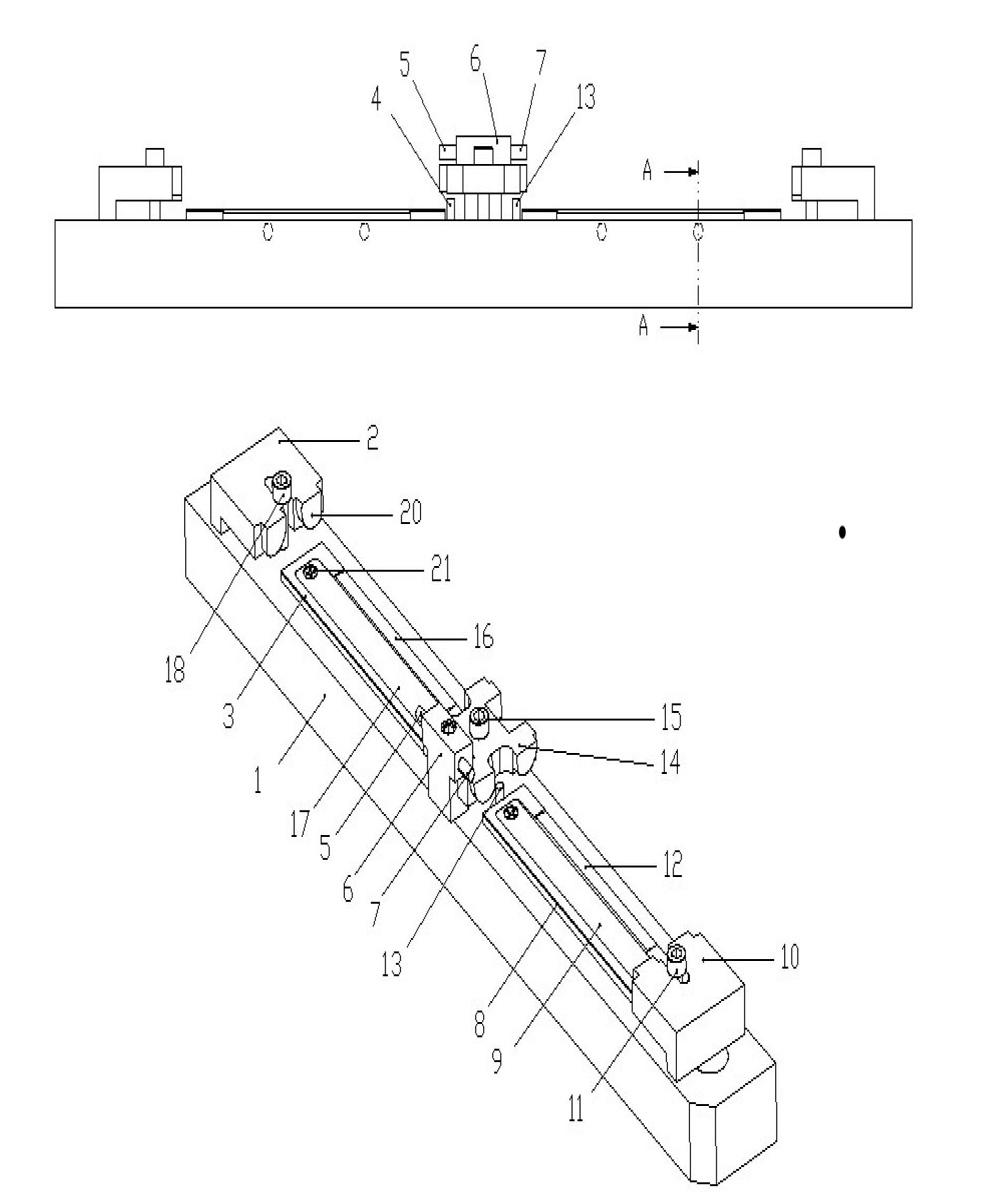
如图5所示,该夹具通过工装板两头孔固定在机床上,装夹零件前需要将左右锁紧螺钉拧松,把左右压板向两边移开,便于零件放置位置即可,将带有防反特性的一侧对准固定块一侧,用手抠住滑块向里运动,扣下零件松手,然后将零件向中间压板推进至限位销处为止,最后移动左右压板至压头进入零件通孔中且压板顶到零件侧端无法移动时,拧紧锁紧螺钉,完成定位夹紧过程。加工完成后,只需拧松锁紧螺钉并移动压板,便可取出产品。
具体步骤如下:
1)工件限位,将待加工的工件放在定位夹具上,两个工件的工件开口槽分别卡在左弹簧滑块和右弹簧滑块上,工件防反槽分别卡在对应的左防反销5和右防反销7里面;
2)工件定位,工件限位完成后,在工装板1上设有定位块6,辅助工件完成定位,同时定位夹具的压头20伸入工件的工件孔内;
3)工件压紧,工件定位完成后,中间螺钉15、左锁紧螺钉18和右锁紧螺钉11分别带动中间压板14、左压板2和右压板10向下一起压住工件;
4)装夹完成,开始加工两个工件。
1、工装板;2、左压板;3、左定位凸台;4、左限位销钉;5、左防反销;6、定位块;7、右防反销;8、右定位凸台;9、右盖板;10、右压板;11、右锁紧螺钉;12、右滑块;13、右限位销钉;14、中间压板;15、中间螺钉;16、左滑块;17、左盖板;18、左锁紧螺钉;19、弹簧;20、压头;21、盖板螺钉
6 小结
本文主要针对四轴航空异形产品加工装夹的问题,对传统平口钳的装夹等方式进行设计改进,通过对产品的难点分析、定位结构设计、孔内伸缩弧面夹紧结构设计、弹簧伸缩定位结构设计等多个方面进行结构创新,研究设计出了一种弹簧伸缩定位夹具,该夹具通过弹簧的灵活运用来控制产品定位的稳定性,并结合弧面孔内夹紧结构使得产品在装夹时与工件贴合度更好,解决了现有普通夹具中效率低、工序多、定位误差大、无法装夹的问题,加工中不会出现松动现象,在此中间压板前方增加防反装置,确保产品在反方向装夹时无法装夹到位,具有可多面加工、工序集中、體积小、结构简单、成本低等优点,适用于特殊情况下多面加工的场合。
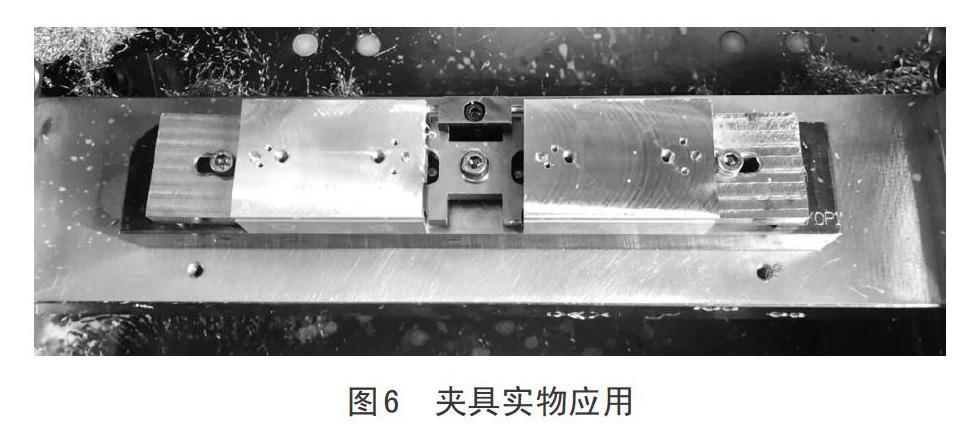
经实践证明,该四轴航空异形产品夹具结构可灵活的进行装夹定位,防反装置设计使得装夹不会出错,孔内伸缩弧面夹紧结构可有效保证内孔产品的夹紧的力度,不会损坏表面质量,同时具有足够的刚度和强度,两侧凸台与弹簧可以提供足够的夹紧力,且夹紧装置的自锁性良好,同时夹紧力作用在工件刚度较大的部位上,且着力点和施力方向合理,符合夹具设计要求。经实际加工,该夹具提高了生产率,同时降低了生产成本,是一副简单、经济、实用的优质夹具。产品零件实物及应用展示如图6所示。
参考文献
[1]林镇水,周建颖.铝合金薄壁零件加工夹具设计[J].现代制造技术与装备. 2017(01)
[2]杨思宇.数控加工工艺规程与夹具设计问题的思考[J].科学中国人. 2017(24)
[3]吴霞,周太平.数控加工中的工艺与夹具设计若干问题探讨[J].煤矿机械. 2010(02)
[4]李海萍.机械设计基础[M].北京:机械工业出版社2015
[5]陈辉雄.精细零件的机械加工工艺难点和专用夹具设计[J]. 南方职业教育学刊. 2016(05)
第一作者简介:毛晨星(1998-),男,苏州经贸职业技术学院机电一体化专业在校学生。
第二作者简介:王成,男,高级实验师、高级工程师,主要从事机电专业教学和研究工作。
