船舶艉轴液压联轴器安装工艺改进研究
2020-06-01 13:00唐润海中远海运船员管理有限公司广州分公司
珠江水运 2020年8期
唐润海 中远海运船员管理有限公司广州分公司
何超平 杨阳 潘德 广州文冲船厂有限责任公司
1.背景现状
液压联轴器是采用液压的方式来联接不同构件中的两根主动轴和从动轴,使之共同旋转以传递扭矩的机械零件。液压联轴器主要由内套、外套、活塞、活塞环等组成。其工作原理为:内套的外表面和外套的内表面制成相同锥面,利用高压油注入其锥面间使内套紧压在轴上,外套扩张,并使外套在内套上移动,移到设计位置后,去掉高压油,外套缩小紧压在内套上,内套压在轴上,利用轴与内套,内套与外套之间产生摩擦力,从而使液压联轴器具有强大的扭矩传递能力。通常分为法兰式(连接轴和法兰)和直筒式(连接两段轴)。
由于液压联轴器不需要热膨胀,无需设备键槽,无需锥体及推力圈,轴准备工作简单易行,方便装拆,因此广泛用于船舶艉轴与中间轴或齿轮箱之间联接。
但是由于船舶艉轴液压联轴器的内套和轴之间的安装间隙很小,对安装的要求是非常高的。因此在液压联轴器安装时,经常会因安装过程中存在问题,导致在图1液压联轴器内套和轴之间容易发生内部卡死现象,导致无法继续安装或拉开,无法继续开展后续安装工作,最终可能导致需要进坞拔出艉轴,对液压联轴器进行拆检和修复,并最终再次装复。
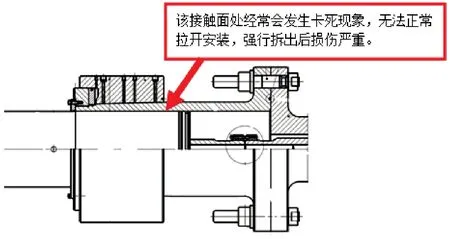
图1 液压联轴器易损位置示意
液压联轴器安装过程中内部安装接触面损伤后,拉出时可能造成损伤扩大,如图2某船舶实例所示,拉出后损伤严重。该类事故发生通常会导致较大的经济损失,并对船舶的建造或运营周期产生较大影响。
2.原因分析
船舶艉轴液压联轴器安装过程接触面卡死事故的发生,通常是对于尾轴液压联轴节的安装不够重视,对安装质量风险不够敏感,安装工艺防范措施不足导致的结果。
反思传统的艉轴液压联轴器安装工艺流程,分析得出影响液压联轴器安装质量的主要原因如下。
2.1 液压联轴器来货存在质量安全隐患
(a)来货可能存在与轴的配合加工尺寸上的误差;
(b)来货内部可能存在生锈情况;
(c)来货可能存在毛边等情况;
以上这些来货质量问题都可能对液压联轴器安装带来安全隐患。
2.2 安装前准备工作不足
安装前准备工作不足,安装人员经验不足,对安装过程中的注意事项缺乏了解,太过依赖服务工程师的指导,和对质量安全隐患警惕性低,做一步算一步,在施工过程中非常被动,一旦出现疏忽的话就可能存在很大的安全隐患。
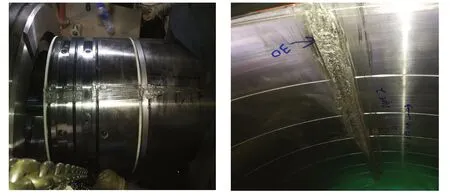
图2 液压联轴器损伤照片
2.3 安装过程不平稳,对中状态差
安装使用的辅助工装按传统经验通常使用的是吊环和手拉葫芦,吊环布置较为随意,吊点不够平衡,安装过程中对中状态也通常较差,容易导致安装接触面发生碰撞,存在很大的安装质量安全隐患。
2.4 安装过程监控不足
船上施工环境差,烧焊打磨等交叉作业多,或者对于关键部位的安装前清洁检查不够,都可能导致有杂质进入安装接触面处,安装过程存在很大的安装质量安全隐患。
2.5 安装后的保护不足
安装后的保护措施不够到位,可能在配合接触面处产生腐蚀或进入杂质,将导致在下次拉开联轴节时发生卡死现象。
3.改进措施
为保证船舶艉轴液压联轴节安装安全、顺利地进行,有必要对液压联轴节的安装工艺进行研究和改进,对各影响因素进行有效控制,尽量把安装前准备工作做好,使用更为合适的辅助工装工具,尽可能地避开危险因素,保证施工流程更加合理有序地进行,保证安装的质量。针对以上分析得出的主要因素,制定安装工艺改进措施如下:
3.1 对液压联轴器来货质量进行严格检查
(a)检查相关配合尺寸,是否符合图纸尺寸要求;
(b)检查内部有无生锈,如有则及时联系处理
(c)检查边缘和内部油槽有无毛边,如有则需修整;
3.2 做好安装前准备工作
(d)提前需求厂家安装工艺:前要求厂家提供安装工艺,关键图纸尺寸等相关资料,根据厂家提供的安装工艺梳理出施工工艺流程,以保证施工质量和提高施工效率。
(e)注意事项交底:提前和厂家沟通安装过程中的注意事项,并将关键控制内容梳理好列出在工艺流程中,注明重点注意事项,并向施工工班交底,做好安装前准备工作。
(f)明确工装工具需求:提前和厂家沟通安装过程需要使用到工装工具,对施工效率和施工质量有提高的都必须提前准备好。
3.3 辅助安装工具改进,确保安装过程平稳
(g)优选方案一:顶部空间允许的情况下,采用加装吊梁进行辅助吊装;
h)优选方案二:顶部空间不足以加装辅助吊梁,而底部有空间的情况下,采用加装路轨和小车辅助安装;
(i)方案三:在顶部和底部空间都不足的情况下,采用吊环和手拉葫芦进行辅助吊装。
采用该方案需特别注意,应布置有足够多的吊点,安装前确定好安装需要用到的吊环数量和位置,提前烧焊好,布置吊点位置必须满足能联轴节对中微调整和拉力平衡的要求,部分用于平衡液压联轴节的重力,部分用于调整联轴节位置,还需有部分用于安全导向保护,避免手拉葫芦在误操作时导致液压联轴器安装接触面碰伤。
3.4 加强安装过程监控
(j)安装前严格做好环境控制:
在尾轴液压联轴节安装前,安装区域周围尤其上方必须停止打磨烧焊等作业,并做好安装区域上方的清洁工作,防止有杂物掉入关键部位。
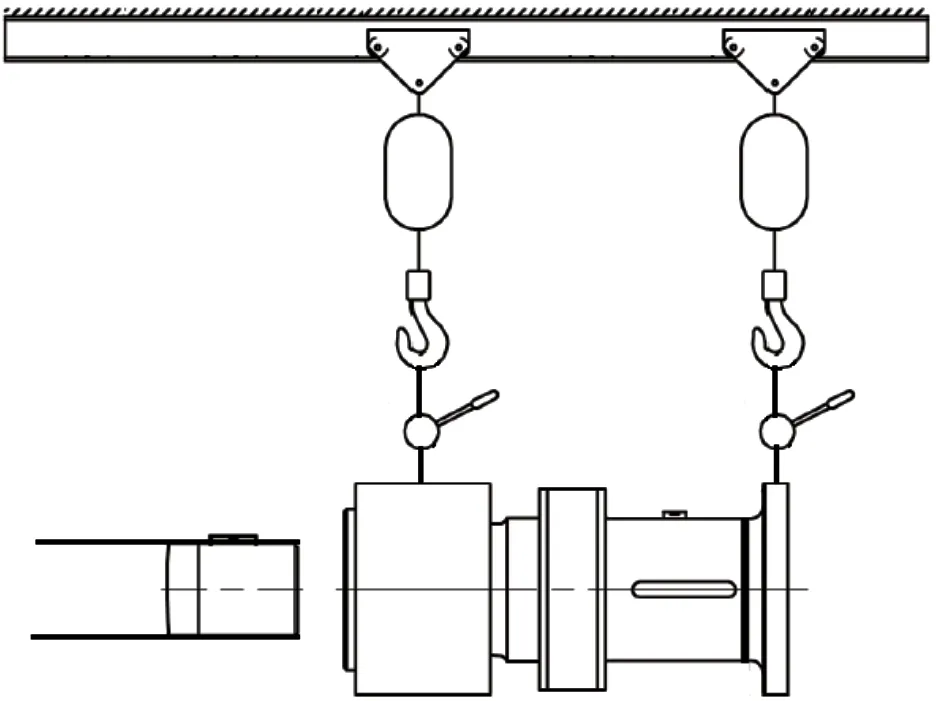
图3 吊梁辅助安装方案示意
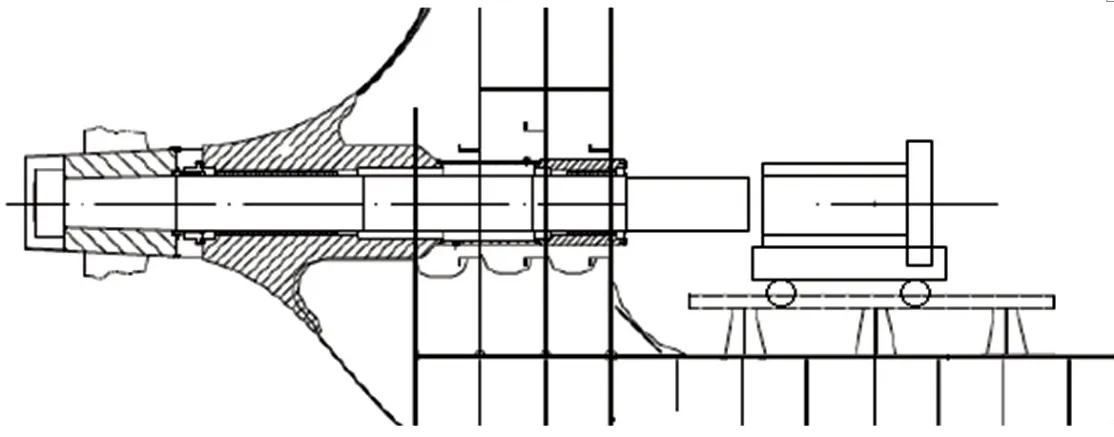
图4 路轨小车辅助安装方案示意
(k)安装前和安装过程中严格做好安装面的清洁和监控:
在套入液压联轴节之前,必须做好联轴节内部及尾轴表面的清洁工作,并且仔细检查,尤其是即将套入前,以及套入过程中尾轴表面的清洁工作一定要仔细做好。
安装过程中必须严格做好安装面的清洁和监控,不允许在安装过程中有杂物进入安装贴合面。
(l)安装前严格按照厂家要求对接触面进行涂油:
安装前要严格按照厂家要求,对接触面进行涂油,所用的油料必须严格按照厂家要求,如果厂家不允许涂油则不能涂任何滑油。
(m)套入轴头前及安装过程中进行对中和间隙检查:
为防止联轴节套入时贴靠单边摩擦套入,严重时可能撞到右槽起披锋,在不知情的情况下刮伤内部贴合面,导致内部损伤卡死,必须在套入前做好对中工作,测量间隙再套入。
套入轴的全过程中,必须持续对安装间隙进行监控,必要时进行调整。
(n)注油前严格检查液压油和油管的清洁情况:
压装用油和油管必须干净,压装前检查油和油管等是否干净,防止从压装油孔带入杂物进入联轴节内部贴合面,从而导致安装接触面损伤。
3.5 加强安装完成后保护工作
在联轴节套入安装完成后,在尾轴液压联轴节的前后端面要做好清洁和涂油保护,并做好严格的防护措施,确保后续不会发生腐蚀以及杂物进入联轴节接触面处的情况。
4.总结
通过以上一系列的船舶液压联轴器安装工艺改进措施,从来货检查、安装前准备、辅助安装工具布置改进、安装过程的严格监控、以及安装后的保护等各个方面进行严格把关,确保液压联轴节安装的各个工艺环节都能有条不紊地顺利进行,才能保证液压联轴器的安装质量,避免安装质量事故的发生。
本文仅对液压联轴器的结构、工作原理、安装流程、以及在安装过程中的注意事项、工艺改进等作了简要的介绍,具体项目实施过程中还需进一步深入研究安装的细节,以形成合理的安装指引、工艺技术控制要点、以及有效的安装过程监控措施,不断累积好的改进经验,才能确保液压联轴器的安装质量。类似的采用液压联轴器连接艉轴和中间轴或推进齿轮箱的船型是非常常见的,希望本文总结内容可以为后续类似带有液压联轴器的型船的安装提供参考借鉴。
猜你喜欢
设备管理与维修(2023年13期)2023-08-29
装备制造技术(2021年5期)2021-08-14
江苏安全生产(2021年5期)2021-07-16
技术与市场(2020年1期)2020-01-08
柴油机设计与制造(2018年3期)2018-10-13
当代水产(2018年12期)2018-05-16
太空探索(2016年12期)2016-07-18
上海商业(2016年22期)2016-06-01
中国化肥信息(2016年28期)2016-05-17
设备管理与维修(2016年7期)2016-04-23