
铝青铜电弧增材制造成形工艺研究
2020-06-18 03:09
福建质量管理 2020年11期
(1.黑龙江科技大学机械工程学院 黑龙江 哈尔滨 150000;2.哈尔滨工业大学(威海)材料科学与工程学院 黑龙江 哈尔滨 150000)
一、前言
增材制造又称3D打印技术,它是基于离散、堆积的思想,通过切片软件对目标零件的三维立体模型进行分层切片处理,然后以逐层熔敷的方式而实现具有复杂结构零件的直接制造[1],它的最大的优势在于减少了工序,缩短了加工周期,大大节约了原材料[2]。目前,国内外关于铜及铜合金增材制造工艺方面的研究较少,铝青铜具有优良的延展性、减摩性、导电性和导热性,已经在工业中得到广泛的应用[3],由于CMT(Cold Metal Transfer)焊接技术可以降低焊接过程的热输入量,避免了熔滴飞溅,焊接过程稳定性较好,焊缝可以获得良好的性能[4-5],本文在CMT快速成形技术的背景之下,探究了各种工艺参数对铝青铜增材制造成形精度的影响。
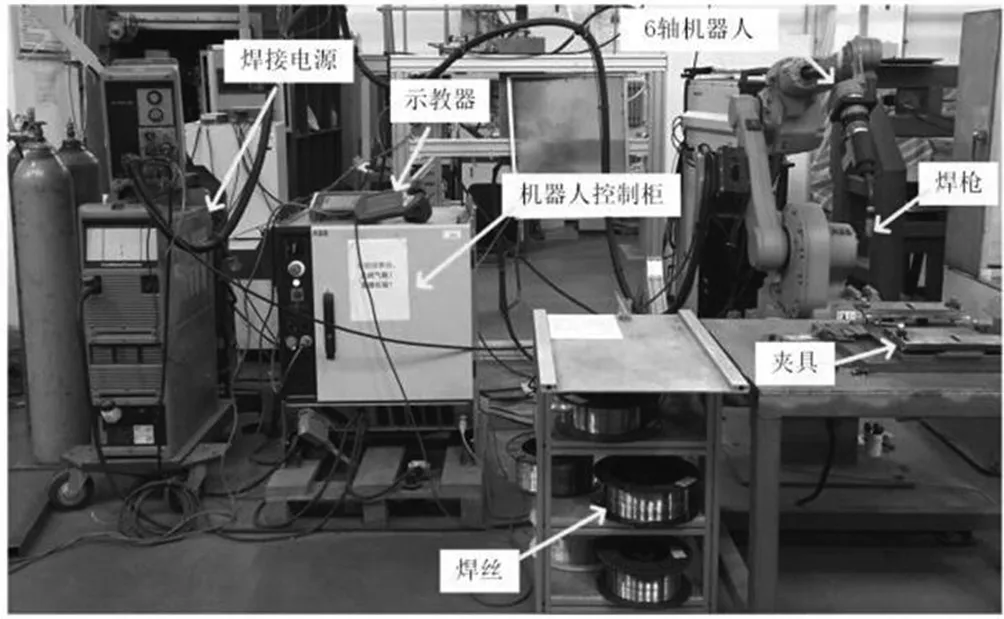
图1 电弧增材制造系统
二、材料及方法
试验所使用的电弧增材设备为奥地利福尼斯公司生产的型号为RCU 5000i CMT Advanced的焊接电源以及瑞士ABB集团生产的型号为ABB IRB 1600ID的六轴机器人,如图1所示。设置送丝速度、增材速度、层间冷却时间等工艺参数作为基础变量,研究了工艺参数对薄壁墙体增材试样成形精度的影响。其中焊接电流和焊接电压由焊接电源中的专家系统自动匹配,只需调节送丝速度,焊接电流和焊接电压会联动变化。
试验使用4.5mmx60mmx100m的304钢板作为基板,直径1.2mm铝青铜焊丝作为填充的增材材料,化学成分如表1所示。试验之前采用角磨机打磨基板来去除表面的氧化膜,随后运用酒精来清理基板表面的油污。增材路径划为往复方向,成形长度9cm、高度21层的薄壁型墙体试样,焊丝干伸长12mm,保护气为纯氩气,保护气流量15L/min,焊枪每层抬高1.8mm。

表1 铝青铜焊丝化学成分(wt.%)
利用线切割机从增材墙体上切取试样,切取位置如图2所示。
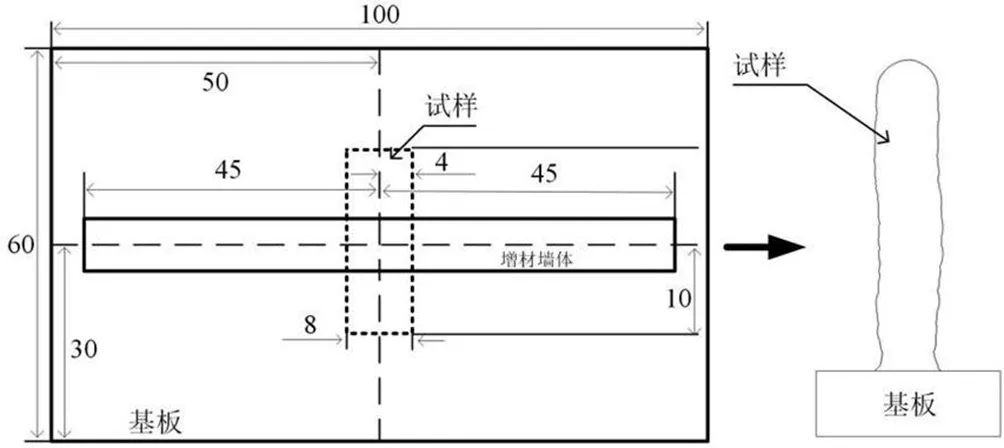
图2 金相试样截取位置示意图
为了便于对不同工艺下增材制造试样组织及性能的分析,下文主要是基于控制变量法,应用表2的工艺参数对墙体试样进行成形试验。
表2 单道多层墙体成形工艺参数
通过试验1、试验2、试验3分析层间冷却冷却时间对增材试样成形精度的影响,通过试验5、试验4、试验3分析增材速度对增材试样成形精度的影响,通过试验4、试验6、试验7分析送丝速度对增材试样成形精度的影响。
三、结果与分析
(一)工艺参数对试样成形的影响
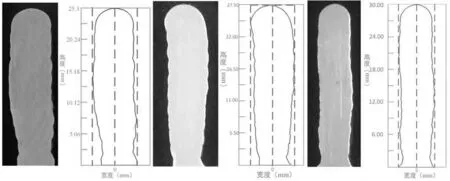
在图4中展示了在不同工艺下增材墙体金相试样的截面形貌,切取位置如图2所示。从图4可以发现,虽然增材工艺不同,但是这些试样的成形特征整体具有一致性。其中试样底端最初的几层焊缝都颇为狭窄,因为最初几层焊缝熔敷时,其散热的主要方式是借助于基板来实现,整体散热速度比较快,使得焊缝的铺展变得比较不充分,进而导致最初的几层焊缝成形较窄;增材成形件是采取逐层熔敷金属的方法来实现的,侧面会存在一定程度的波动,所以通过图4可以看出在层与层之间会有明显的侧壁纹路特征。使用游标卡尺对金相试样的高度进行测量,发现,不同的工艺参数对试样的高度也有不同的影响,层间冷却时间较长和焊接热输入较大的试样整体高度偏大。
(1)号 (2)号 (3)号
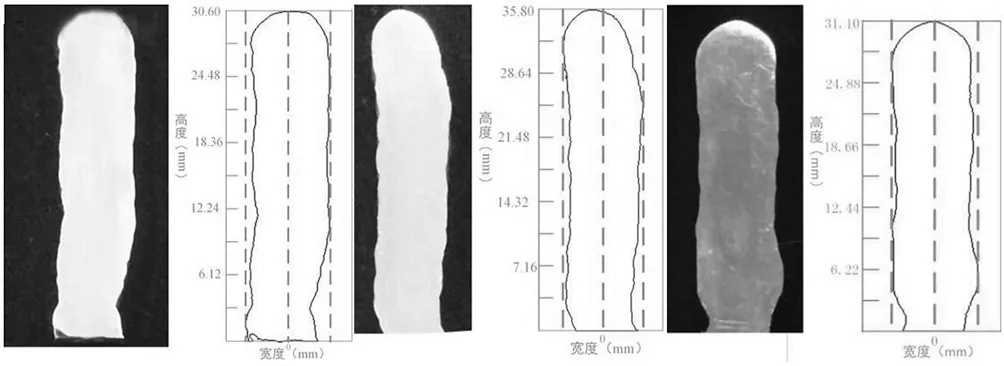
(4)号 (5)号 (6)号

(7)号
由于目前还没有统一的判断增材制造试样成形好坏的标准,文章中通过定义垂直偏差度来测量试样在垂直方向的精度,用此垂直偏差度的数值作为判断增材墙体成形精度的标准。首先对金相试样的截面图片通过MATLAB程序语言编译,经过二值化处理之后,提取出外轮廓截面信息。然后将轮廓图像导入VISIO软件,在试样轮廓顶端圆弧过渡区域画一条和基板平行的直线,然后依次在截面两侧纹路轮廓最外侧位置作切线,使切线垂直于基板表面,同时与顶端直线相交,确定试样轮廓外接矩形。为了可以定量的描述墙体截面的成形精度,选取该外接矩形宽度的中线建立笛卡尔坐标系,定义试样轮廓外接矩形的中线横坐标μ=0,利用VISIO软件标尺功能参考游标卡尺测量的试样高度进行等比例计算,求出试样外轮廓中线每个点横坐标xi,定义试样垂直偏差度σ为
计算出在不同工艺下增材试样的垂直偏差度,通过表3可以发现,在其他参数保持不变时,增加层间冷却时间会减少试样的垂直偏差度,即可以提高增材墙体的成形精度,但是在合理的层间冷却时间内,其对成形影响不是特别大,垂直偏差度数值在0.087—0.276之间。对比增材速度对成形精度的影响,当增材速度增加时,试样的垂直偏差度有所减小,发现当增材速度增加到11mm/s时垂直偏差度为0.087,成形精度变得非常理想,可以得出,当增材速度为11mm/s时焊接热输入较小,由于熔池的温度比较低,不会使熔池金属向墙体侧壁流淌而逐渐形成墙体倾斜的现象,所以成形较好。同时发现,送丝速度对垂直偏差度值呈现先减小后增大的趋势,波动性较大。
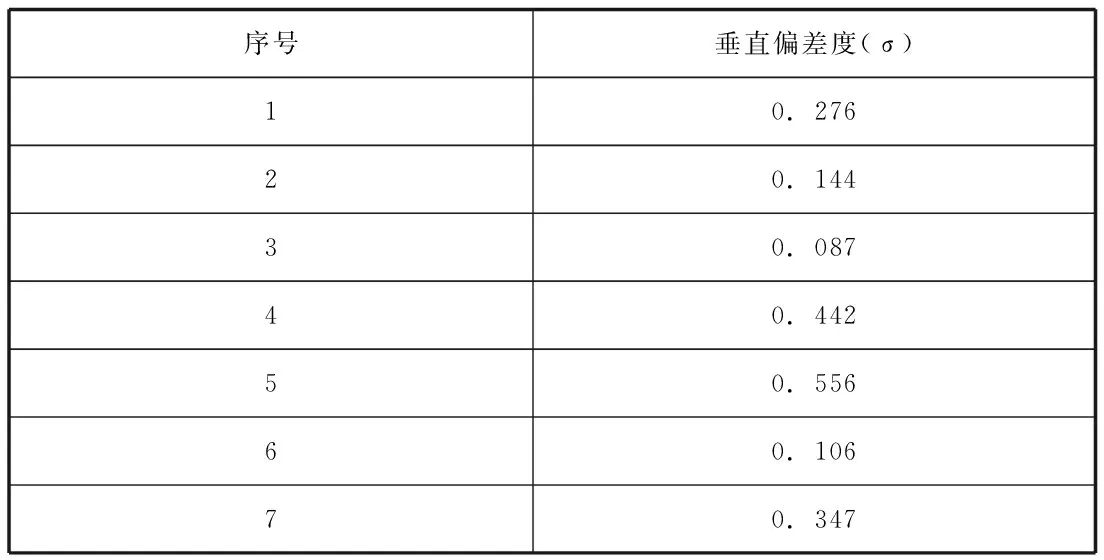
表3 垂直偏差度值
四、结论
利用MATLAB软件提取增材试样的外轮廓,定义垂直偏差度来判断其成形精度。结果表明,随着层间冷却时间的增加,增材试样的成形精度有所改善,但是影响较小;在增材速度较小范围内时,成形精度随着增材速度的增大略有增加,当增材速度增大到11mm/s时成形精度显著提高;另外,送丝速度对增材试样的成形精度影响波动性很大,规律不明显。
猜你喜欢
石材(2022年4期)2022-06-15
石油沥青(2021年4期)2021-10-14
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
滇池(2017年5期)2017-05-19
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
