一种铁钻工圆柱钳牙制造工艺与分析
2020-06-19 08:07程晓丽郭小艳郭冬贾涛石超田建礼
机械工程师 2020年5期
程晓丽, 郭小艳,2, 郭冬,2, 贾涛, 石超, 田建礼
(1.宝鸡石油机械有限责任公司,陕西 宝鸡721002;2.国家油气钻井装备工程技术研究中心,陕西 宝鸡721002)
0 引 言
近年来,随着自动化钻机的发展[1-2],铁钻工在油田现场使用越来越广泛,成为钻杆、钻铤、甚至套管接头上卸扣工作的现代化工具[3],其上扣、卸扣、紧扣、冲扣等动作的完成,都与钳牙离不开关系[4-5],可以说钳牙的性能好坏与铁钻工的性能息息相关。很多研究机构都对钳牙做了深入的研究,裴峻峰、魏磊、闫文辉等[6-8]研究了钳牙参数设计及优化;郭李彤、黄贤振等[9-10]进行了旋扣钳及冲扣钳的受力及运动学分析。如何正确地选择钳牙的材料,并找到合适的机械加工及热处理方法,成为保证和提高铁钻工性能的瓶颈。笔者经过多次试验,提出了一套针对铁钻工钳牙的制造工艺方案,经过试验及现场应用验证,完全达到了技术要求。
1 钳牙结构及加工难点
1.1 钳牙的材料选择
钳牙是铁钻工旋扣钳钳体与钻具直接接触的部件,工作时需要承受挤压力和摩擦力,最大卸扣转矩一般可达140~160 kN·m[3],工况极为恶劣,此外还必须具有较长的使用寿命,这就要求钳牙材料要有较高的机械强度及表面硬度。材料选用低碳合金钢20CrMnTi,其化学成分[11]如表1所示。20CrMnTi具有较好的综合力学性能[11],并具有较高的低温冲击韧性,如表2所示。晶粒长大倾向小,冷热加工性能均较好,变形小,抗疲劳性能好。淬透性较高,在保证淬透情况下,表面渗碳硬化处理后,表面硬度可达
58~62 HRC,硬度高,耐磨损性能好,心部硬度30~35 HRC,具有良好的韧性。

表1 20CrMnTi化学成分质量分数 %
1.2 钳牙的结构
钳牙整体为圆柱形结构,在圆柱形结构上,根据钻具规格设有R88 mm的圆弧形缺口。为了增大钳牙与钻具之间的摩擦力,在圆弧形缺口轴向及径向方向上均设计有2.5 mm深的沟槽,且为了防止钳牙在热处理及使用过程中出现裂纹,造成齿形崩裂,在槽底设有R1.2 mm的倒角,具体结构如图1所示。
1.3 加工难点
首先牙形围绕R88 mm圆心均匀分布,牙外径所在圆弧R88 mm的圆心与工件圆心不在同一点上,即工件围绕自身圆心旋转时无法加工出这种牙形;如何在加工中保证90°牙形角及R1.2 mm牙根圆角半径。
2 加工工艺的制定
2.1 工艺路线的制定
针对上述加工难题,按照基准先行、先粗后精的原则,圆柱钳牙具体工艺流程如图2所示。粗车工件外圆后,用镗床加工钳牙圆弧,再用铣床加工牙型及端部缺口,最后经热处理后磨外圆完成。
2.2 工件装夹方式及刀具选择
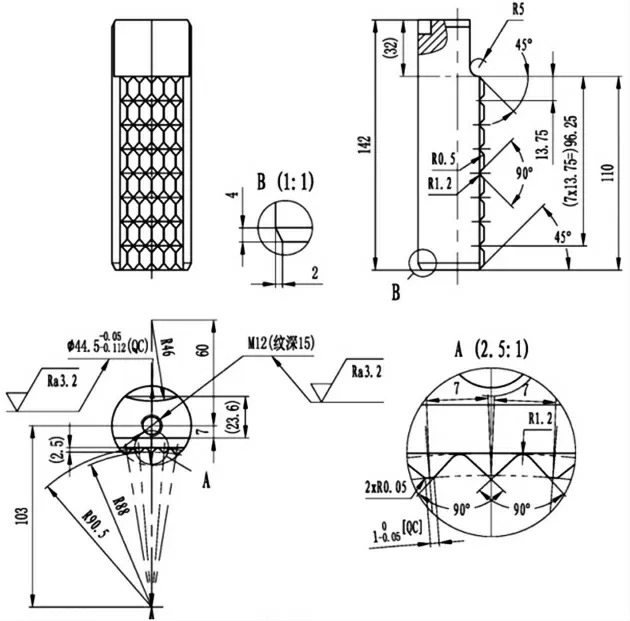
图1 钳牙结构图
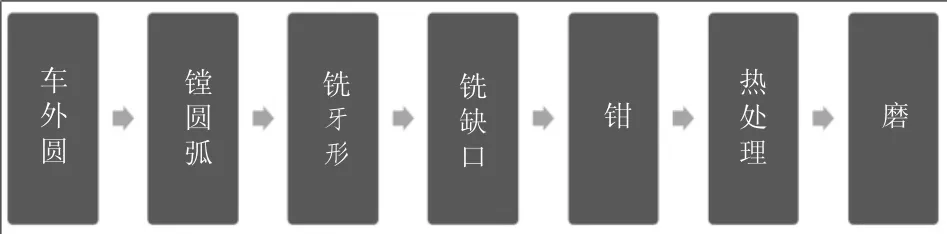
图2 加工圆柱钳牙的具体工艺流程
镗床加工R88 mm圆弧时,为了将圆柱钳牙固定在卧式镗床的工作台上,便于装夹找正,可采用将卡盘固定于立板上的装夹方式,也可通过定制虎钳钳口,将圆柱钳牙用虎钳直接装夹定位。经实际对比,直接用虎钳装夹的方式占用镗床工作台空间少,装夹速度快,优势较大。如图3所示。
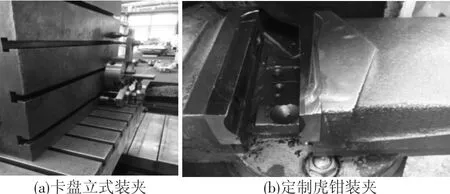
图3 钳牙在镗床上的装夹方式
铣床加工牙型槽时,采用一夹一顶的装夹方式,利用加工中心VB1000A的X、Y、Z和B轴的联动相互插补,达到既能旋转又能直线运动的加工,如图4所示。
采用普通立铣刀和端面铣刀要实现沟槽2个相邻面的成型,需要分成2个工序,加工效率低,并且无法保证槽底R1.2 mm 圆弧角。采用装有陶瓷刀片方肩铣刀,刀片圆弧R1.2 mm,沟槽2个相邻面及槽底R1.2 mm圆弧一次成型,效率高,零件加工精度高,如图5所示。
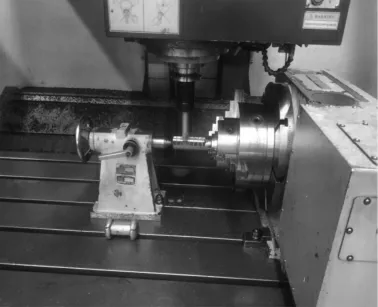
图4 钳牙在铣床上的装夹方式
2.3 工件的加工工艺
1) 材 料。20CrMnTi材料,毛坯采用锻件,毛坯尺寸为φ50 mm×155 mm,质量为1.8 kg。

图5 方肩铣刀
2)三爪装夹找正,车平端面。加工中心孔B2。夹顶外伸大于143 mm,车外圆φ45.2+mm×143 mm。倒面,装夹找正,车端面总长142 mm,车端面M12螺纹,孔口倒角2×60°(磨床顶尖用)。
3)虎钳装夹找正,镗俯视图中的R88 mm圆弧,长度127 mm(留15 mm夹位)。镗左视图中的90°×R1.2 mm槽。
4)分度头装夹找正,顶中心孔,铣牙形各部位。
5)装夹找正,铣左视图中的右端缺口,根部R5 mm圆角,铣左视图中的左端圆弧槽R46 mm。
6)去各部毛刺,打磨钳牙处R0.5 mm过渡圆角,棱角倒钝。
7)碳氮共渗。渗层深0.8~1.2 mm,淬火回火后硬度为58~62 HRC。
3 钳牙的热处理
20CrMnTi是性能良好的渗碳钢,淬透性较高。由于合金元素钛的影响,对过热不敏感,故在渗碳后可直接降温淬火,且渗碳速度较快,过渡层较均匀,渗碳淬火后变形小。
3.1 20CrMnTi的热处理流程(如图6)
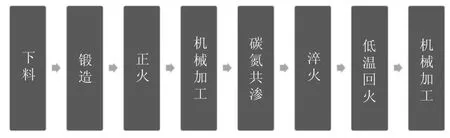
图6 20CrMnTi的热处理流程
3.2 20CrMnTi的热处理工艺(如表3)

表3 20CrMnTi的热处理工艺
4 工件的加工检测
牙板形状尺寸难以使用常规的检测工具测量,利用线切割加工样板毛坯,再经钳工修整,使用三坐标测量仪进行计量,制成高精度样板。最终采用高精度样板对钳牙牙型进行检验,效率高、精度好(如图7)。

图7 牙型检测样板
5 结 语
通过对圆柱形钳牙的材料选择、装夹方式和工装、机械加工工艺及热处理工艺的分析,采用20CrMnTi低合金钢成功完成圆柱形钳牙产品的制造(如图8)。产品组装后参与了铁钻工旋扣试验,各项指标均达到试验要求,钳牙强度高,耐磨损,现场工作表现良好,验证了上述方案的合理性和先进性。

图8 钳牙量产成品
猜你喜欢
装备制造技术(2020年12期)2020-05-22
科技风(2019年23期)2019-10-21
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中南大学学报(自然科学版)(2016年2期)2017-01-19
中国市场(2016年45期)2016-05-17
凿岩机械气动工具(2015年3期)2015-11-11