克制弧齿锥齿轮防干涉工艺探讨
2020-06-19 08:07吴立忠乔燕芳陈云
机械工程师 2020年5期
吴立忠, 乔燕芳, 陈云
(宁夏天地奔牛实业集团有限公司,宁夏石嘴山753001)
0 引 言
等高齿弧齿锥齿轮在一些工程机械、重型机械和精密机械产品中占比越来越大,从过去的奥林康齿制不能磨齿,到现在的克林根贝格HPG法硬刮齿和格里森等高齿磨齿工艺,等高齿的制造精度越来越高,但在某些速比小,即在一些节锥角小,安装轴承位直径较大的主动轮上,会出现切齿刀盘和轴承位干涉的情况,对于这些问题,一般会采取增加工艺台的措施,这会造成齿轮副加工精度降低,干涉严重不仅影响齿轮的外观[1],还会削弱齿轮轴强度,本文以克林根贝格弧齿锥齿轮(以下简称克制锥齿轮)为例,讨论如何利用机床自带的尾架偏置功能,并从结构设计和加工工艺两方面来减缓或消除这一干涉现象,以满足轴承能够顺利安装的需求。
1 克制锥齿轮防干涉设计原理
图1所示的克制锥齿轮副是某重型设备上用的零件,图1中:dm1、dm2为主、被动齿轮的中锥距;δ1、δ2为主、被动齿轮未偏置的理论节锥角;δE1、δE2为主、被动齿轮偏置以后实际加工设置的范成节锥角。齿部左右两端都是轴承位,精度要求非常高,速比偏小的主齿轮副如果按常规方法,主动轮切齿过程中刀盘与右端轴承位会发生严重的干涉现象,削弱了齿轮强度,而克林根贝格切齿机床无论是过去的AMK系列还是数控化程度很高的C系列,都带有尾架倾斜机构,如果在齿轮尺寸及结构不变的情况下,以齿宽中点为旋转中心,将齿轮整体微量倾斜,即节锥角偏置(减小)一个角度μk,相啮合的对偶齿轮相应增大节锥角μk,加工过程中根据机床情况,通过增加垫块或直接在KIMOS软件中进行设置,则可以很好地改善或消除干涉。
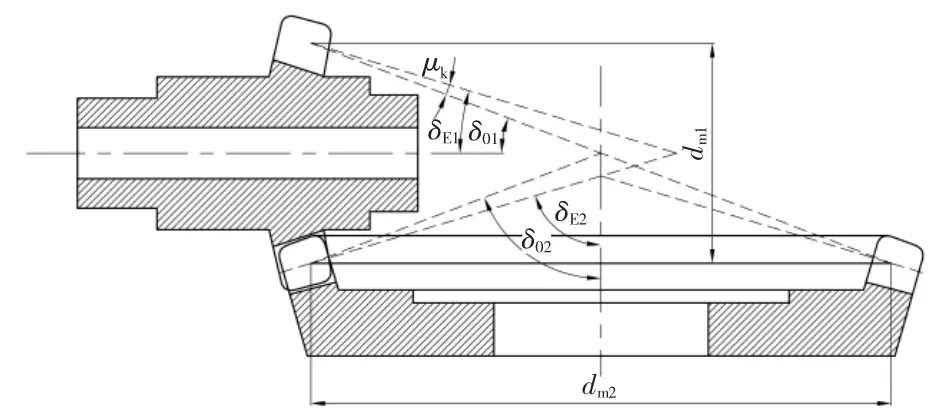
图1 带偏置的克制锥齿轮副
如果干涉部位发生在齿部左端的轴承位上,也可以按同样的方法进行设置,只是需要变换偏置方向。
需要指出的是,目前国内在用的多个版本的设计手册中,都提出用增加机床刀盘平面倾角的办法解决上述干涉问题。根据多年的使用经验,我们认为这一说法是不恰当的,无论是过去的AMK系列,还是目前C系列数控机床,克林根贝机床都只有刀盘偏心机构,而不具备奥林康设备所具有的刀倾机构。
2 克制锥齿轮偏置设计方案校核
虽然节锥角增大或减小会带来锥齿轮轴向力的改变,但克林根贝格切齿机床一般的偏置角度很小,而且通过大小轮同时偏置保证了齿轮副的啮合质量不会受到影响,因此偏置设置通常对齿轮传动质量及寿命不会造成影响。
2.1 外形尺寸校核
偏置情况下,齿部参数外锥距、中锥距等修正计算如下:中锥距

内锥距

式中:Re为外锥距;μk为节锥角偏置的修正值,其它外形参数不受μk值的影响;Rm为中锥距;Ri为内锥距。
2.2 受力分析校核
如果轴承寿命的安全裕度非常小,或者设计偏置量过大,在设计轴承选型阶段就需要进行轴向载荷和强度校核。校核计算方法如下[2]:
凸面为啮合平面时,轴向力

径向力

凹面为啮合平面时,轴向力

径向力

式中:Ft为齿轮的切向力;Fx为轴向力;Fr为径向力;αn为法面压力角;βm为齿形角。
在强度校核各轴承寿命计算中,轴向力和径向力就需要按上述计算过程校核。
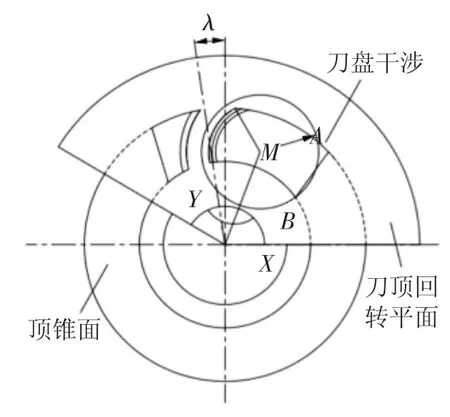
图2 刀盘干涉检查
2.3 刀盘二次切削校核
对于设计过程中的防刀盘二次切削干涉检验计算中,根据KN3029设计标准,需要按偏置后实际加工的范成节锥角δE进行校核计算[3],如图2所示。不干涉条件为:

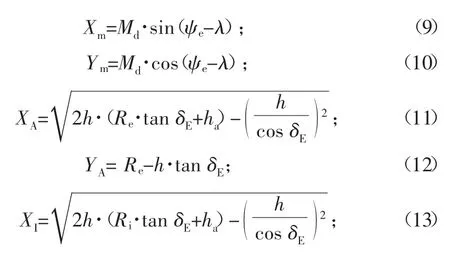
其中:

3 克制锥齿轮防干涉偏置设置方法
与准双曲面齿轮偏置调整不一样的是,克制锥齿轮偏置不需要考虑螺旋角方向。由于偏置过程发生在齿轮副的假想侧面齿轮上,根据KN3029标准要求,在加工过程中,工件主轴必须以中心线为基准,按设计偏置角度上下偏置后重新定位,机床尾架调整参数按以下公式计算[4]:

式中:下标1和2分别代表主动齿轮和被动齿轮;ERa1和ERa2为主、被动齿轮加工时的尾架设置尺寸;dm1、dm2为主、被动齿轮的中锥距;δE1为主动齿轮偏置以后实际加工设置的范成节锥角;δE2为被动齿轮未偏置的理论节锥角。
在AMK系列机床上,工件主轴的升高或降低,通过手动阀控制液压缸来实现[4],通过调心轴高度和数据调整卡上的距离Kb值及从卡盘定位面到待加工齿轮的距离确定偏置角度的实际值,在自动化程度较高的C系列机床上,通过KIMOS软件控制操作阀使旋转滑台转动,从而使节锥角偏置调整变得简单易行。
一般情况下,2°左右的节锥角偏置对于刀盘与轴径的干涉改善效果非常明显,切齿过程中对于齿轮副的接触区影响可以忽略不计。在图3所示的各极端接触区印痕状态下,如果偏置量小,切齿过程中只要按常规的调整方式对刀位Ex进行调整就可以修正接触区质量;但是如果偏置角度过大,在这种极端接触区情况下,不仅要调整刀位Ex,还需要同时采取在刀盘上增加或减少刀头楔垫的方式进行调整。
4 结 语
经过现场试验,可以得出以下结论:
1)对于克制锥齿轮,利用克林根贝格切齿机床的尾架偏置功能,能够消除或在一定程度上减缓切齿刀盘与轴承位的干涉,提高齿轮副轴承安装轴肩表面质量和位强度。
2)小的偏置量基本不会影响齿轮副接触区质量,但是偏置量过大时,就需要重新对齿轮副强度及轴承寿命进行校核。
3)切齿过程中对偏置量小的齿轮副,只要按常规的调整方式对刀位Ex进行调整就可以修正接触区质量;如果偏置角度过大,在图2所示极端接触区情况下,不仅需要调整刀位Ex,还需要同时在刀盘上增减楔垫。
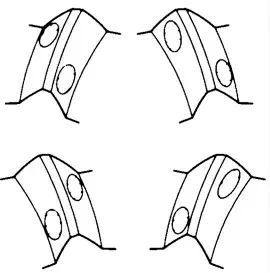
图3 克制锥齿轮极端接触区形貌
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
中国信息化(2022年5期)2022-06-13
数字制造科学(2019年3期)2019-10-10
北京汽车(2018年4期)2018-09-08
电子制作(2017年13期)2017-12-15
中国设备工程(2017年14期)2017-08-01
制造技术与机床(2017年3期)2017-06-23
北京航空航天大学学报(2016年6期)2016-11-16
西南交通大学学报(2016年6期)2016-05-04
制造技术与机床(2015年10期)2015-04-09