
一种高压不停电装置用触头成型分析及模具设计
2020-06-21 15:33刘双阳杨卫国刘恒陈亮李忠富
河南科技 2020年10期
刘双阳 杨卫国 刘恒 陈亮 李忠富


摘 要:本文主要对一种高压GIS不停电扩建装置常用铝合金导体成型方法进行数值分析计算和工艺研究。其间采用数值方法对导体挤压成型过程进行分析计算,揭示毛坯在模具挤压成型过程中的金属充填方式,并通过数值模拟结果证明模具设计及后期成型的可靠性和合理性,同时依据导体材料固有特性,优化了工艺实施方案。结果表明,此导体利用模具挤压一次成型的方法,不仅能够实现外形尺寸的一次成型,而且相对于传统的棒料切削成型,大大节省材料成本,减少了后期处理工序,节省了加工时间,更有利于后续的批量化生产。
关键词:不停电扩建;铝合金导体;数值计算;工艺分析
Abstract: in this paper, the forming method of aluminum alloy conductor commonly used in a high-voltage GIS uninterruptible expansion device was analyzed and studied. In the meantime, the numerical method was used to analyze and calculate the process of conductor extrusion forming, reveal the metal filling mode of blank in the process of die extrusion forming, and prove the reliability and rationality of die design and later forming through the numerical simulation results, at the same time, the process implementation scheme was optimized according to the inherent characteristics of conductor materials. The results show that the method of using the die to extrude at one time can not only realize the one-time forming of the outer dimensions, but also greatly save the material cost, reduce the post-processing steps, and save the processing time, which is more conducive to the subsequent mass production.
Keywords: uninterruptible expansion;aluminum alloy conductor;numerical calculation;process analysis
高压组合电气设备因其占地面积小、维护便利等优势在电网中得到了广泛的应用[1]。高压组合电气后期工程的不停电扩建为国内外各大厂家急需解决的问题[2]。而铝合金触头为不停电扩建装置的接口单元,相同电压等级的触头毛坯尺寸形状统一并且用量大。本研究选用一种典型高电压组合电气触头进行成型分析,结构如图1所示,其特点为长度大且部分中空,对成型后材料性能要求较高,但由于其本身形状的特殊性,不能采用管材直接成型,而如果采用常规切削加工,材料浪费严重并且增加成本。因此,本研究主要依据金属材料塑性流动原理,对导体成型过程进行计算分析,设计出合理的挤压模具,后依据材料本身固有特性,采用热挤压成型原理进行快速成型。此导体材料为6063,结构为内部中空且外部带有凸台,要求成品布氏硬度不小于70,20 ℃体积导电率不低于51% IACS。传统加工方式,材料浪费比较严重。本研究依据材料性能,采用热挤压工艺挤压成型。
1 成型数值分析
首先依据此导体的外形尺寸,根据金属塑性成型体积不变原理[3],设计出合适的挤压毛坯,然后设计出合适的挤压模具型腔及挤压凸模,设定挤压成型过程中的速度和温度等参数,通过数值计算方法[4-5],分析出所需压力,再对模具内部成型部件的设计进行验证并优化。
1.1 挤压件设计
依据挤压成型的体积和质量不变原理,考虑预留后续加工量2 mm,设计挤压后半成品的中空外径保留尺寸为[Φ]202 mm,内径为[Φ]145 mm,底部直径为[Φ]142 mm,重量为24.8 kg,体积为9.2×10-3 m3,因考虑坯料与凹模之间应具有放置间隙,选择挤压坯料尺寸为[Φ]200 mm×300 mm,預留2 mm坯料放置间隙,计算后重量为25.5 kg,满足质量和体积不变原理,挤压后的半成品尺寸,如图2所示。
考虑到挤压成型过程中金属表面可能由于摩擦及模具表面存在润滑脂,导致挤压件毛坯表面存在夹渣,挤压件横截面尺寸留余4 mm,即挤压件内径设计值为[Φ]68mm,外径设计值为[Φ]113mm。反挤压成型后,挤压件表面理论会产生轻微褶皱,因此130 mm长度方向的挤压件设计长度留余量5 mm,即135 mm。按照挤成型的体积、重量不变原理[3],经计算,选取坯料为[Φ]110 mm×95 mm棒材。
1.2 挤压成型过程分析
6063铝合金材料[6]在20 ℃时的抗拉强度[Rm=215 MPa],在400℃以上的抗拉强度[Rm≤16 MPa],具有明显下降即趋势。依据压力接触面积小、温度高挤压力小的原则,设计此成型零部件成型过程为高温下反挤压过程,具体计算如下。
式中,[p]为单位挤压力,MPa;[n]为硬化系数;[σb]为材料抗拉强度,MPa;[δ]为温度对单位挤压力影响系数;[A0]为坯料的横截面积,mm2,[AP]为凸模与坯料接触面在垂直于挤压力平面上的投影面积,mm2。
式中,[F]为总挤压力;[C]为安全系数,考虑到挤压材质的波动、软化、润滑处理等因素的影响,一般取[C]≥1.3;[A]为凸模与坯料接触面在垂直于挤压力平面上的投影面积。
6063铝合金材料[8]149℃以下的抗拉强度大于145 MPa,而在371 ℃以上的抗拉强度小于16 MPa。通过上述计算可知,采用热挤压比常温压力减小至少10倍,因此可采用加热后反挤压成型。
1.3 数值成型分析
依据上述计算,简化成型凸模和凹模尺寸[9],如图3、图4所示,主要考虑挤压金属流动性,在凸模底部设计15°凸模倒角,凹模转角处倒角为10°。考虑挤压成型后,凸模与挤压坯料存在较大的抱紧力,因此在凸模底部设计厚度2~4 mm的凸台。
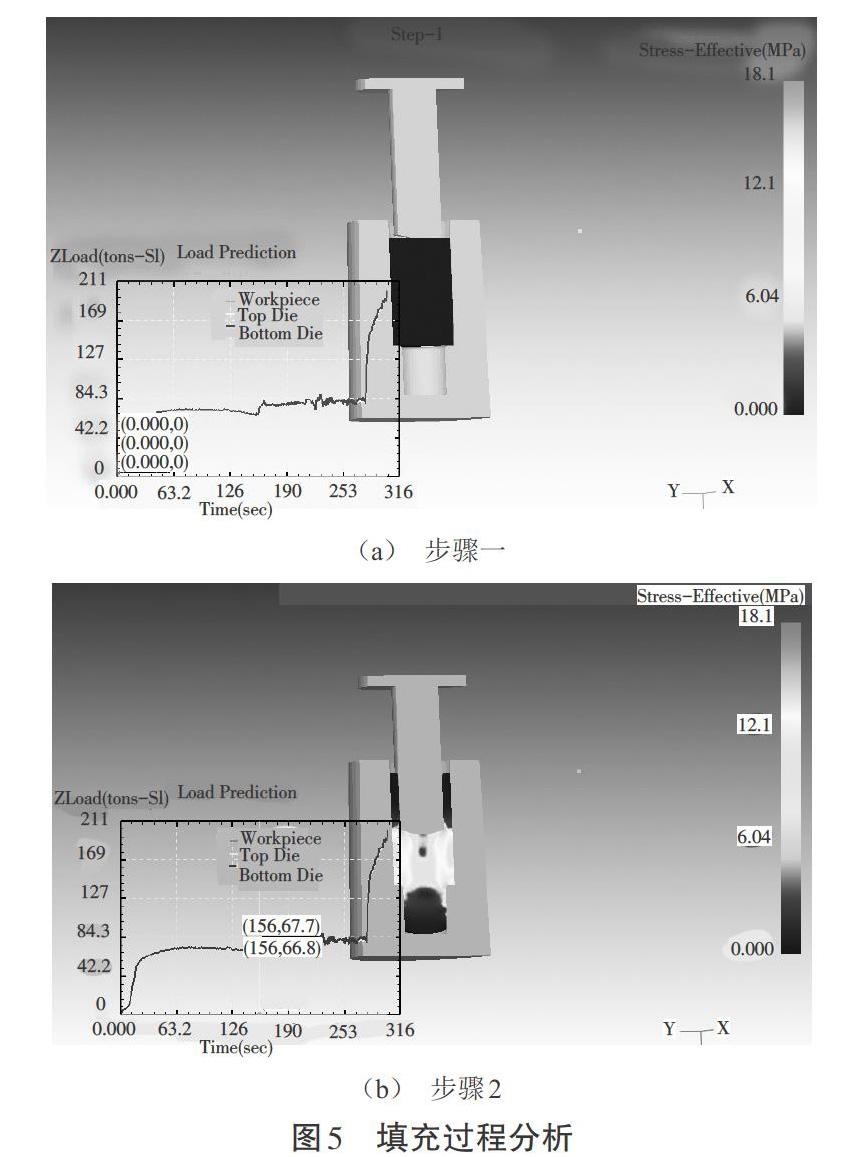
从模拟结果可以看出,在材料即将充满的过程中,压力曲线存在震荡波形,压力机吨位保持在60~70 t,与上述计算需要60 t的压力机值相符合。
继续对材料施加压力,观测挤压坯料的填充过程,直至材料填充凹模型腔的每个部分,如图6所示。
从模拟结果可以看出,金属在275 s时存在一个压力突变,因为施加压力已经不能促使金属流动,金属已经充满模具型腔,继续施加压力并无意义。综上计算和数值分析,选取吨位大于100 t的压力机即能满足此零部件挤压成型。
2 挤压模具设计
依据上述计算及模拟分析结果,考虑模具圆角及形状,对凸模和凹模进行优化设计,如图7、图8所示,与上述分析简化凹模相比,在凹模底部增加顶出孔、排气孔等设计。本文采用双层组合凹模设计[9],装配过程中采用过盈配合,模具组装过程中采用加热外部凹模固定圈方式进行组装,能保证凹模在常温下有较大抱紧力,其设计如图9所示。
考虑到反挤压成型后,零件由于金属的挤压流动后紧抱凸模,因此在凸模底部设计厚度4 mm的凸台,可使零件在挤压成型后与凸模的抱紧力明显减小,模具整体设计原理,如图10所示。
3 成型工艺
本研究采用热挤压工艺,制定如下工序:下料→加热→润滑处理→挤压→热处理。在挤压成型环节,采用提高挤压坯料的初始温度[7],利用增加坯料初始温度的方法进行试验,后确定540 ℃进行挤压后快速固溶和时效处理,能够满足HB70、导电率不低于51%IACS的最低初始温度要求。
4 结论
本文确定了一种高压用铝合金导体的成型设计方法,通过模拟分析,验证了计算分析的正确性,并通过数值分析确定了合理的加工工艺,设计出合理的模具。其間对成型过程进行数值分析,验证数值计算及模具设计的合理性。其成型方式简单,相比常规加工方法,节省材料、降低成本,可以为其他同类型的零部件加工提供借鉴,有利于实现加工的产业化。
参考文献:
[1]宋昭.基于双断口母线隔离开关的GIS设备不停电扩建技术分析[J].中国设备工程,2018(19):146-147.
[2]张长虹,庞准,黎卫国,等.基于双隔离断口的GIS不停电扩建功能模块的研发及应用[J].高压电器,2019(8):72-80.
[3]徐光辉,王路平,刘恒,等.高压开关用液压缸缸体模锻成型工艺研究及模具设计[J].热加工工艺,2013(17):135-139.
[4]黄光法,林高永,蒋杰,等.大挤压比铝型材挤压过程的数值模拟[J].中国有色金属学报,2006(5):888-892.
[5]潘健怡,谭炽东.铝合金挤压数值模拟技术研究的发展与现状[C]//Lw2010第四届铝型材技术(国际)论坛.2010.
[6]赵震.冷温热挤压技术[M].北京:电子工业出版社,2008.
[7]张建国,赵娜.高压开关铝合金触座挤压成型数值计算及工艺分析[J].热加工工艺,2015(17):130-133.
[8]田荣璋等.铝合金及其加工手册[M].长沙:中南大学出版社,2000.
[9]谢懿.实用锻压技术手册[M].北京:机械工业出版社,2003.
猜你喜欢
中国新技术新产品(2017年3期)2017-03-07
卷宗(2016年10期)2017-01-21
亚太教育(2016年31期)2016-12-12
科技视界(2015年25期)2015-09-01
科技视界(2015年25期)2015-09-01
企业文化·中旬刊(2015年5期)2015-06-27
