板坯自动火焰清理机在鞍钢连铸生产中的应用
2020-06-22 15:26王金辉王峦涛王洪涛崔国亮陈宇
鞍钢技术 2020年3期
王金辉,王峦涛,王洪涛,崔国亮,陈宇
(鞍钢股份有限公司炼钢总厂,辽宁 鞍山 114021)
板坯生产过程中,板坯表面和皮下横纵裂纹、皮下针孔、夹渣等各种缺陷会导致轧制工序出现大量废品和现货,严重影响了最终产品的质量[1]。由于板坯自动火焰清理机具有清理效率高、热量损失小、清理质量稳定等优点,已经逐渐成为各大钢厂提高产品质量和保证产品性能稳定的选择[2]。鞍钢股份有限公司炼钢总厂三分厂 (以下简称三分厂)有两台板坯连铸机,主要生产超低碳汽车钢板坯,为满足汽车钢板表面质量要求,需要对板坯进行表面清理。以往采取人工清理的方式,清理效率低,且不利于清理质量的稳定控制。2018年三分厂引进鞍钢首台可实现板坯四面同时清理的自动火焰清理机,年清理量达到70万t,清理成功率98%以上,有效地提高了板坯清理效率和清理质量,提高了鞍钢高级别面板的市场竞争力。
1 板坯自动火焰清理机参数
板坯火焰清理分为冷坯清理、温坯清理和热坯清理。三分厂引进的SMS-10-6-1板坯自动火焰清理机可对0~900℃的板坯上、下表面及两个侧面同时清理或组合清理,并且可根据板坯温度,通过调整火焰清理速度,满足对板坯不同清理深度的要求。板坯自动火焰清理机基本参数见表1。
2 板坯自动火焰清理机工作原理
板坯自动火焰清理机采用丙烷作为燃气,利用氧气和丙烷形成的燃烧火焰预热板坯的局部区域,在其表面形成预热坑。板坯以一定的速度通过连续喷出纯净、干燥氧气流的烧嘴,由于高压氧气流和板坯形成一定的锐角,氧气将板坯表面的金属氧化,并将其表面缺陷吹到预定的深度,然后用粒化高压水清除掉表面的氧化熔渣。图1为板坯自动火焰清理机工作原理示意图[3],化学反应如下:
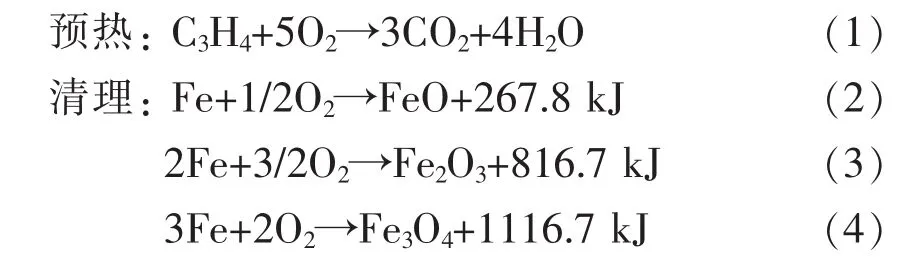

表1 板坯自动火焰清理机基本参数Table 1 Basic Parameters of Automatic Slab Scarfing Machine

图1 板坯自动火焰清理机工作原理示意图Fig.1 Working Principle Diagram for Automatic Slab Scarfing Machine
3 板坯自动火焰清理机工作流程
板坯自动火焰清理机为操作者参与半自动工作方式,操作人员根据MES系统传输的板坯信息(钢种、温度、清理深度),在人机对话界面上选择当前板坯清理深度和温度需要应用的特性曲线,火焰清理机按照特性曲线自动完成清理作业。
3.1 使用前火焰机的检查
板坯自动火焰清理机使用前,需要对其做如下检查:
(1)检查输入、输出辊道是否有死辊、辊子变形、漏水等现象;
(2)检查垛板台、对中装置、转盘、翻钢机、测温装置、烧嘴等设备状态是否正常;
(3)检查板坯自动火焰清理机各介质管路压力是否正常。
3.2 板坯准备
对板坯做如下准备工作:
(1)确认待清理的板坯信息;
(2)将符合清理要求的板坯吊运至板坯垛板台,用推钢机将板坯推至辊道上;
(3)上线辊道将板坯输送到对中辊道上,光电传感器进行位置检测,完成对中;
(4)板坯测温计自动测量板坯表面温度,并将测定的温度值发送至火焰清理控制系统;
(5)板坯进入前夹送辊道,到达烧嘴闭合位置;
(6)上下烧嘴和水平烧嘴依次闭合;
(7)板坯定位,退回至“预热位”。
3.3 板坯清理
板坯清理过程如下:
(1)启动预热开关,预热开始,丙烷和氧气通过烧嘴预热块喷出,气体燃烧后产生的热量在板坯表面形成预热熔池;
(2)当预热熔池达到一定深度时,火焰清理过程激活;
(3)清理开始,清理氧气阀门打开,在前夹送辊的带动下,板坯以设定速度前进,同时高压冲渣水阀门打开;
(4)钢坯继续移动,通过光电管位置计数,到达后夹送辊位置,激活后夹送辊,以维持牵引且保证通过烧嘴时速度一致;
(5)继续清理直至钢坯尾端通过烧嘴,到达触发“清理结束信号”位置,停止火焰清理。燃气、氧气及冲渣水关闭,烧嘴撤回;
(6)除磷水和除磷吹扫开启,延时一定时间后关闭。
3.4 板坯检查
对清理后的板坯做如下检查:
(1)板坯通过输出辊道到达检查台,检查板坯清理质量,确认其上表面及两侧无漏清;
(2)使用翻钢机将清理后的板坯翻面,检查其下表面,确认没有熔渣等缺陷后,板坯输出至热轧辊道下送。
4 清理后板坯缺陷产生原因及处置方案
清理后的板坯常见缺陷有漏清、表面平整度超标和表面熔渣残留等。表2为清理后板坯缺陷产生原因及处置方案。针对不同的清理后缺陷,及时采取人工补清等措施,并进行必要的设备检查和维护,保证清理后板坯表面质量满足下道工序要求。

表2 清理后板坯缺陷产生原因及处置方案Table 2 Causes Leading to Defects and Countermeasures after Slab Scarfing
5 生产实绩
5.1 火焰清理机位置设计
三分厂有1号和2号两台板坯连铸机,高级别汽车面板、镀锌板等需要表面清理的钢种主要在1号连铸机生产。为了提高生产作业效率,将火焰清理机设计在靠近1号连铸机的位置,火焰清理机上料辊道紧邻1号连铸机板坯输出辊道,使生产出的板坯以最短流程通过火焰清理机进行表面清理,减少了天车倒运板坯造成的生产交叉和时间耽误,确保连铸机和火焰清理机生产无缝衔接。
5.2 清理工艺优化
优化生产工艺,对部分冷轧卷表面质量要求相对不高的低碳钢种,开展不清理热送试验,并及时做好后工序的质量跟踪反馈,在保证质量的前提下节约设备资源。
5.3 设备维护
组建专业的维护团队,确定“4+8”日(4天小修一次,8天大修一次)定修计划,优化火焰清理机设备的定修和年修管理,合并设备修理和维护工作,进行烧嘴等重要设备的专项维护工作,以降低火焰清理机的设备故障;优化烧嘴设计,减少漏氧现象,减少板坯漏清,提高清理后板坯表面平整度,从而提高板坯合格率。
5.4 应用效果
使用板坯自动火焰清理机后,三分厂板坯表面质量得到显著提高,冷轧轧后表面质量缺陷指数明显下降。板坯自动火焰清理机使用前后铸坯缺陷指数的对比如图2所示,由图2看出,使用后的缺陷指数比使用前降低57.6%。
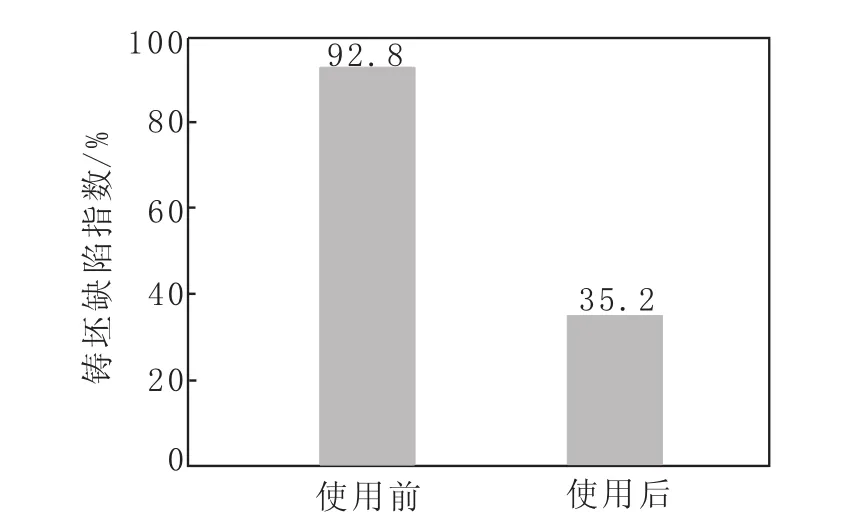
图2 火焰清理机使用前后铸坯缺陷指数的对比Fig.2 Contrast of Defect Indexes before and after Using Scarfing Machine
6 结论
鞍钢股份有限公司炼钢总厂板坯自动火焰清理机主要用于超低碳汽车板钢和镀锌板等重点钢种板坯的表面清理。使用板坯自动火焰清理机清理的板坯产品缺陷指数比使用前降低57.6%,使鞍钢汽车板和镀锌板等其它重点品种的产品质量得到大幅提升,为鞍钢高端汽车面板的市场占有率提供了有力保证。
猜你喜欢
中国科技纵横(2022年1期)2022-11-16
数字技术与应用(2021年10期)2021-11-19
建材发展导向(2021年6期)2021-06-09
科学技术创新(2021年13期)2021-05-16
宝钢技术(2021年2期)2021-05-10
商品与质量(2021年17期)2021-04-23
中国金属通报(2020年10期)2021-01-06
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
企业导报(2016年10期)2016-06-04