反向平衡法兰风电塔筒制作工法
2020-07-16 03:02华绪银
中国新技术新产品 2020年9期
华绪银
(广东水电二局股份有限公司,广东 广州 511340)
风电作为清洁可再生能源,得到了迅速发展。风电塔筒就是风力发电的塔筒,在风力发电机组中主要起支撑作用,同时吸收机组震动。风电塔筒高度大于 100 m,为了方便制作、运输和吊装。一般分为 4 ~ 5 段筒体制作,筒体之间采取法兰联接方式。反向平衡法兰应运而生,反向平衡法兰是我国拥有自主知识产权,完全国产化的新型法兰。较风力发电机各段塔筒多采用的进口 / 国产型锻造型法兰,其生产加工成本低、周期短。因此其作为大直径钢管结构新的连接形式在风力发电领域广泛应用。
1 提出问题
尽管反向平衡法兰(如图 1 所示)在应用中有诸多优点,但并非没有缺点。相比锻造法兰的刚性,反向平衡法兰显然逊色很多。刚性不足导致该法兰与风电塔筒筒壁组装焊接后会产生形变,形变的后果就会给安装带来不利因素,轻则导致塔筒吊装后上下法兰筋板错位,重则导致塔筒吊装时上下法兰螺栓孔错位。因此,在反向平衡法兰与风电塔筒筒壁组装焊接过程中,怎么保证它不变形,是制造工艺的重难点。
这也是区别于锻造法兰塔筒制造工艺的不同点。

图 1 反向平衡法兰上法兰
2 制造工艺方案
2.1 制造工艺方案流程
筒节下料、卷制 筒体组对 反向平衡法兰到货验收 反向平衡法兰与筒体组装 反向平衡法兰与筒体焊接 筒体内附件生根焊接 塔筒的油漆喷涂和运输。
2.2 筒节下料、卷制
2.2.1 筒节板材下料
筒体按图纸进行展开,并根据来料规格和相关标准规定进行分管节排料,每个筒节由一张钢板组成,只允许焊接一条纵缝。塔筒板材一律采用数控切割机进行热切割,不允许进行手工切割。切割好的板材应严格验收,长度方向不误差不超过 2.0 mm,对角线差不超过 3.0 mm[1]。且厚板(> 14mm)需要在下好料的板材四周预制好坡口。
2.2.2 筒节卷制
利用四辊卷板机卷圆,卷圆时注意坡口方向,先卷两端弧度,然后卷整圆。采用按筒节的曲率半径制作两头内卡样板,来校验卷圆时筒节的曲率半径。然后检查圆筒的弯曲矢高允许偏差和直径偏差是否在公差允许的范围内,然后进行纵缝位置处点焊操作工序。
2.2.3 纵缝焊接
筒节纵缝焊接可采用埋弧自动焊,采取 Y 型坡口或 X型坡口双面焊,内壁焊接完毕后,外壁清根露出焊缝坡口金属后再焊(如图 2 所示)。施焊前加引、熄弧板,施焊时选用与母材相匹配的焊材焊接,不得在非焊接部位及母材上引弧。

图 2 筒节外纵缝焊接
2.2.4 筒节回圆处理
对纵缝焊接完成的筒节进行较圆处理,采用三辊卷板机上进行单筒节的校圆,用内卡样板进行校验,达标为止。
2.2.5 焊缝探伤检测
对焊接完成的纵缝进行无损探伤,筒节无损探伤合格后才可作为半成品备用。
2.3 筒体组对
该筒体包含在内的所有筒节都按以上工序完成后,进行筒节组对工序。将校圆合格的单筒节,按照塔筒单元的接料图进行组装,相邻筒节的纵焊缝应尽量相错 180°,筒节与筒节对接采用外壁对齐,控制错边偏差 dx ≤ 0.1δ(δ为板厚),且不大于 2 mm。该筒体所有筒节组对完成后,检查筒体直线度,拉线全长≤ 1‰,且≤ 25mm。塔节对接环缝采用埋弧自动焊[2],采取 Y 型或 X 型坡口双面焊,内壁焊接完毕后,外壁清根露出焊缝坡口金属后再焊。
2.4 反向平衡法兰的到货验收
反向平衡法兰由于其极易形变的特性,因此在运输过程中采取了上下法兰成组对抱,再采用紧固螺栓和花篮螺栓支撑的方式进行加固(如图 3 所示)。通过花篮螺栓可以调节反向平衡法兰的圆度。反向平衡法兰到货后应对其圆度、上下筋板错边量和上下法兰筒节处错边量进行验收。圆度公差应满足 Dmax-Dmin ≤ 1‰ D(D 为法兰公称直径),上下筋板错边量≤ 1.5 mm,筒节处错边量≤ 2.0 m。

图 3 反向平衡法兰加固支撑
2.5 反向平衡法兰与筒体组装
反向平衡法兰与筒体组装的具体组装步骤有下面 5点。1)在反向平衡法兰与筒体组装之前,应该完成该组反向平衡法兰分别与之组装的筒节的组焊工序,并检查此 2条筒节的母线长、对角线长和焊缝质量。以上 3 个指标合格后才能进入下一步反向平衡法兰与筒壁组装工序。2)反向平衡法兰与筒壁组装时不应拆开加固支撑,还应使用高强螺栓加固使反向平衡法兰组紧固,防止在组对过程中法兰组因重力原因导致法兰组相对位置发生位移,如图 4 所示。3)先把与反向平衡法兰组下法兰组装的筒节横卧在滚轮架上,利用滚轮架调整好筒节水平状态,利用线坠检查筒节口上下点位置保证该筒节口所在平面与地面相对垂直。此时应检查筒节口的椭圆度,如果椭圆度超差,应校正并固定好筒节口。然后吊取反向平衡法兰组与下筒节筒壁组装,利用调节滚轮调整筒节口与法兰组下法兰对接口的缝隙及位置。采用筒节外壁整圈点焊的方式固定法兰组与下筒节筒壁,如图 5 所示。4)采用上述相同方法,把组对完成好的筒体整体与上筒节筒壁组装。5)检测此两段塔筒筒体整体母线长度差、对角线差以及反向平衡法兰组的相对位置有无发生位移。合格后方可进入下一步工序。
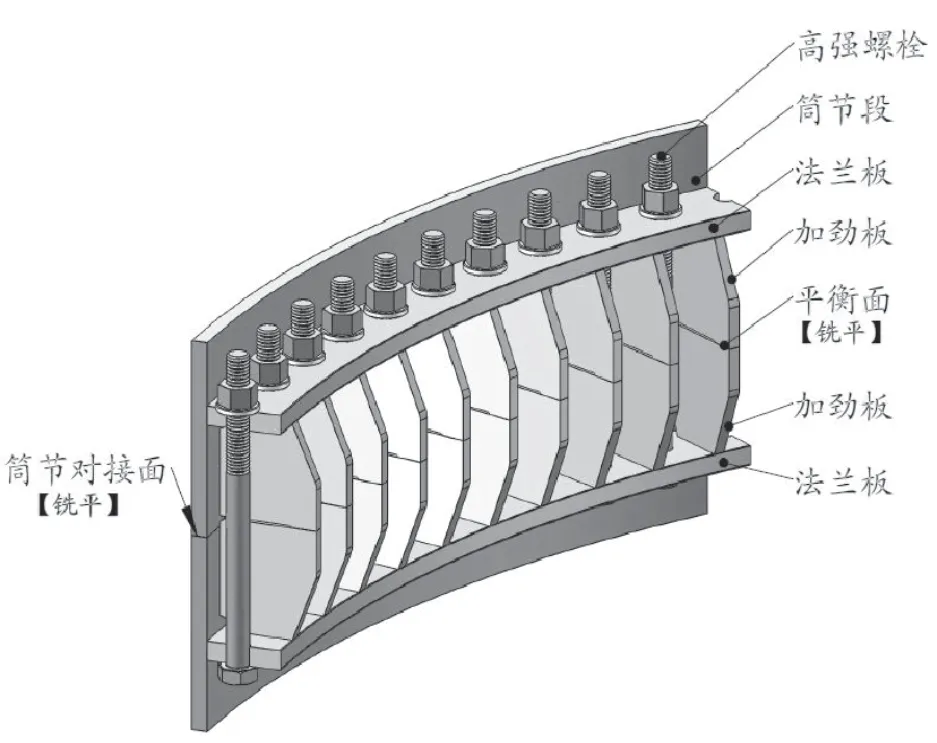
图 4 反向平衡法兰组使用高强螺栓加固图
2.6 反向平衡法兰与筒节的焊接
反向平衡法兰组与上下筒节筒壁组装完毕并验收合格后进行环缝焊接。环缝焊接采用埋弧自动焊的方式进行施焊[3]。由于法兰组与筒壁组装采取外壁对齐的方式,因此坡口在内侧,为防止因焊接的热量输入引起筒节及法兰形变,我们采取先焊内侧,再焊外侧,最后完成内侧盖面的焊接顺序进行施焊。详细参数见表 1。塔筒其余筒节法兰组焊,塔筒的其余法兰依据上述工法完成法兰组与筒壁组焊。需要说明的是由于整条筒体底法兰结构厚实,而顶法兰为铸造法兰,其 2 个法兰刚性好不易产生形变,因此无需按此工法进行组焊。
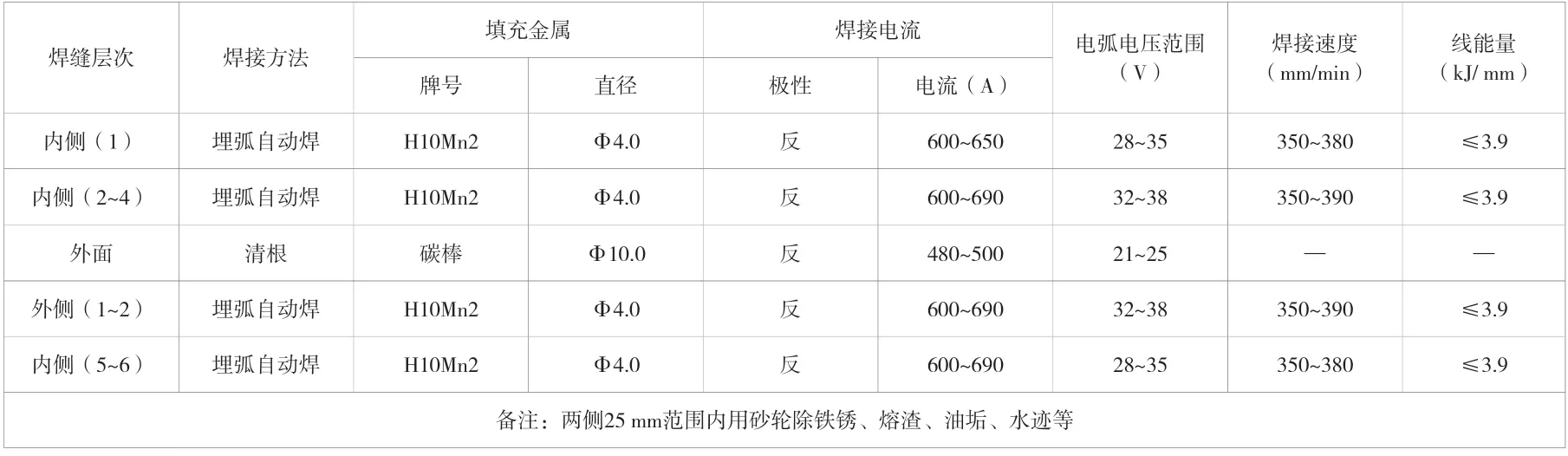
表 1 反向平衡法兰组与筒壁焊接参数
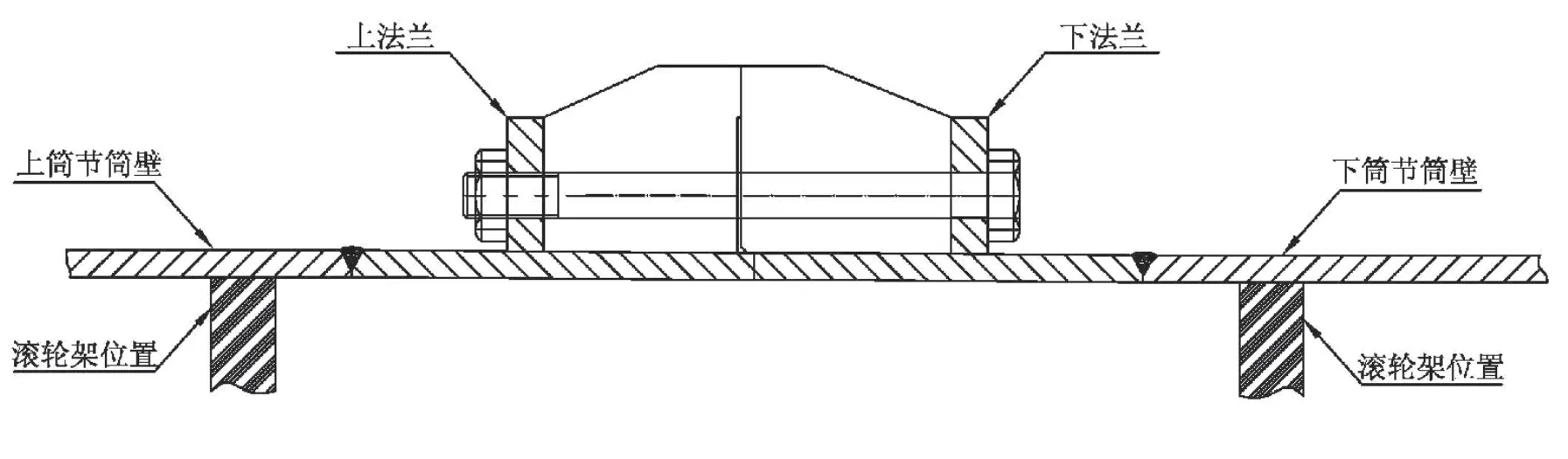
图5 反向平衡法兰组与上下塔筒筒壁组对图
2.7 筒体内附件生根焊接
当其中一段筒节两头的反向平衡法兰均已组装和焊接完成,且与此筒节两头反向平衡法兰配对的法兰组也已完成组装焊接,那么此段筒节可以与其相邻的筒节脱开卸下连接的高强螺栓。在拆卸高强连接螺栓的同时,应加装由槽钢结构组成的米字撑,来避免筒节在转场吊运的时候引起形变。
3 新工艺与传统工艺的比较
风电塔筒传统工艺为单个法兰与筒体组焊,由于反向平衡法兰刚性小的特性,在组装和焊接过程中约束不够,极容易产生形变,给后续风电塔筒吊装带来不利因素,效率低下。此传统工艺适合刚性大的铸造法兰与筒壁组焊。
4 结语
法兰组焊工艺是整个风力发电塔筒制造工艺的重点。而控制反向平衡法兰与筒壁焊后的形变是核心。能经过以上法兰组与筒壁的组焊工艺来控制反向平衡法兰组焊形变,为反向平衡法兰风电塔筒现场吊装创造有利条件,节约吊装现场为校正法兰形变而产生的材料成本和人工成本,给企业带来效益。可见此工法是值得推广使用的。
猜你喜欢
中国设备工程(2021年23期)2021-12-21
建材与装饰(2020年6期)2020-03-18
价值工程(2019年21期)2019-09-08
设备管理与维修(2019年1期)2019-02-22
经济技术协作信息(2018年7期)2019-01-14
科技与创新(2018年23期)2018-12-18
焊接(2016年1期)2016-02-27
制造技术与机床(2015年10期)2015-04-09
经济技术协作信息(2014年13期)2014-02-23
机械制造文摘(焊接分册)(2013年5期)2013-03-20