压力容器焊接工艺评定常见问题分析及解决措施
2020-07-23 16:33魏春涛宋世强史运东赵汝峰
石油研究 2020年6期
魏春涛 宋世强 史运东 赵汝峰
摘要:在进行压力容器的制造工作阶段,焊接控制是一个十分重要的步骤,焊接工艺评定工作有利于保障焊接接头其自身的使用性能得到最大化的发挥。如今随着社会不断发展进步,我们国家的石化行业飞速化发展,科学技术和技术化水平也随之不断的提高,一些老旧的、传统的要求规范已经在一定程度上不能适用于我国的承压设备焊接发展,不利于社会各方面的成长。所以最新出台的NB/T47O14—201l《承压设备焊接工艺评定》就替代了旧版的规定,新规的应用不仅有利于提高工程建设的效率,同时还可以有利于降低工程建设的成本,有着很高的经济效益与社会效益。
关键词:压力容器;焊接工艺评定;常见问题分析;解决措施
引言:我们国家现阶段石化行业的正处于飞速化成长的状况中,压力容器焊接工艺的使用也随之越来越广泛。在压力容器焊接工艺评定工作进行的过程中,相关技术的运用还不够完善,工作人员还不能完全的掌握评定新规,不能将其熟练的运用于我国的焊接工艺评定工作之中,从而不能充分的保障焊接工程的品质以及效率,面临着一系列崭新的挑战。本篇文章根据相关的新标准内容,就压力容器焊接技术方面存在的困难点与工程建设过程中经常出现的问题开展了一定的分析与探究,并且对我国未来的压力容器焊接技术具体的发展方向以及新规政策进行了一定的阐述,仅供参考。
1.焊接工艺评定的目的
焊接工艺评定具体来说是指为了测试焊接工艺的操作步骤是否是正确的而开展的测试工作以及结果评定。焊接工艺评定的目的简而言之就是让其接头的力学能力以及其自身的弯曲性能达到相关的要求规范。它还有一个附加的评定目的是为了让其接头的特殊性能可以满足所要求的规定。焊接工艺评定结果为合格的,这种情况可以说明在未来的工程建设中施焊产品的接头的使用性能是能够满足相关的规范要求的,但这一结果是不可以作用于保障压力容器的所有的焊接品质都满足所规定的要求的。当焊接工作的设计计划中要求需要加入超过 NB/T47O14—201l规定之外的验证流程时,就需要着重的注意如下的这几个问题:
(1)首先必须要明确是按照怎样的标准来进行验证,同时还需提前计划好完善的验证方案与流程。
(2)其次,需要添加验证工作的合格指标,并且严格的确定合格指标的类型。
(3)最后,需要添加相关的验证要求,并且清楚的确定其所覆盖得范围。
基于此,可以看出即便是验证的结果为合格的,也仅仅只是在一个特定的范围之内是有效的,不能充分确定工程建设的整个覆盖范围是否为合格的。
2.焊接工艺评定试件的分类对象
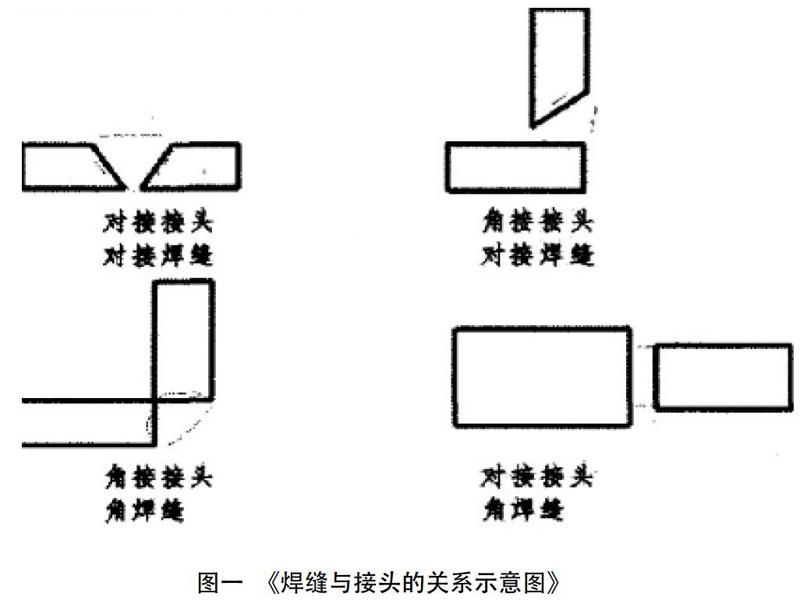
焊接工艺评定对象是焊缝,并非是所谓的焊接接头,焊接接头是使用焊接工艺将两个的钢板进行连接工作,它是由焊缝、熔合区以及热影响区构成的。焊缝是指焊件焊接后的结合部分,所以焊缝就是形成接头的基础部分。所有类型的接头基本上都是由焊缝形成而来的,需要注意的问题是,对接时所使用的接头可以是由角焊缝形成而来的,而角接接头可以是由对接焊缝形成的,详细的情况与流程请见下图一《焊缝与接头的关系示意图》所示:
3.母材、填充金属的分类与评定规则
在新规NB/T47O14—201l的规定里,母材的分类是根据其自身相关的化学性质以及力学性能等来确定其类别的。就焊条、焊丝的相关分类要求也都是按照新规要求中的母材的分类规范来进行的,让其金属分类和母材分类保持一致。还需要着重的关注熔敷金属的力学性能,与此同时,还有关注其自身的化学性质与特征,遵守母材与填充金属的分类以及其再次评定的要求。
现阶段,虽然相关的焊接工艺所评定的数量越来越少,但是对于相关的验证工作人员与工程建设的责任人员的要求却越来越高。比如说,当某个不锈钢用 A102的焊条进行焊接工作时,经过一系列的评定工作后,检验的结果为合格的,在使用同一类别的焊材 AO02进行焊接工作时,根据一般的评定的要求是不需要再次进行评定、验证工作的,但是因为工程建设中对于焊材的选用以及相关的工艺要求,相关的验证工作人员需要进行再次的选择与确定工作,同时还需要再次制定、编写焊接工艺的指导书。这一来也在一定程度上也保障了焊接工作的品质与安全性。
4.焊后热处理
焊后热处理具体来说是指改变接头的组织与性能的过程,或者是焊接残余应力的过程。需要我们注意的是,在进行压力容器的制作工作階段,热冲压成封头也属于焊后热处理,同时还包括超出上转变温度的热冲压与空冷的过程。所以,在进行焊接工艺评定工作的过程中,必须要关注、重视其每一种情况。从焊后热处理工艺评定规定中可以看到,在按照相关的要求开展冲击验证工作阶段,如果在焊后热处理过程中,其自身的保温温度与其自身的保温时间出现了一定的变化,并且变化超出了所规定的范围,这时就需要进行再次的工艺评定工作。这里所提及的保温温度范围具体来说就是,在进行评定工作的过程中焊件的温度范围,一般是在正负二十摄氏度以内进行波动,一旦超出这个温度范围,就需要再次进行验证。而相应的,保温时间范围则是指在低于下转变温度状态中开展焊后热处理工作,试件保温时间不能低于焊件在制造阶段的累计保温时间的百分之八十,如果保温时间低于这一标准就需要进行再次的评定。
5.结束语:
综上所述,我国的石化行业需要不断提升相关技术应用的水平,不断的提升其工艺评定的要求、标准,以此来保障焊接工作的品质。对于新规定新要求的应用以及工艺评定工作方面所常见的问题,相关的工作人员需不断的进行完善以及探究,不断创进行新和发展,让相关的规定、要求更好的、更为充分的适应工程建设的要求,有利于提高工程建设的效率,在一定程度上也保障了焊接工作的品质与安全性。
参考文献:
[1]韩伟,姚小静,李俊婷,韩明,岳明.压力容器焊接工艺评定常见问题分析及解决措施[J].化工设备与管道,2019,56(05):21-26.
[2]王男.基于SolidWorks新型焊接式渣包企业标准化定制系统的开发与研究[D].合肥工业大学,2019.
[3]李乐.铝锂合金薄板背反射增效激光焊接工艺与组织性能研究[D].江苏大学,2019.
[4]叶卫林,姜银松,张启明,刘伟,李志鹏,张琼伟,苏征,李亚杰,王珊珊,郑高峰.航天用过滤器电子束焊接成形控制研究[J].新技术新工艺,2019(03):67-70.
[5]雷晓青,盖晓鹏,高武,李波,樊宁军.油气田管道焊接工艺监督方法探讨[J].石油工业技术监督,2018,34(09):17-18+34.
[6]马军强.压力容器焊接工艺计算机辅助系统的研究与开发[D].西安石油大学,2015.
猜你喜欢
科技视界(2016年26期)2016-12-17
课程教育研究·学法教法研究(2016年21期)2016-10-20
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2015年25期)2015-09-01
科技视界(2015年25期)2015-09-01