响应面优化固体超强酸催化合成丁二酸二丁酯的工艺研究
2020-08-03 01:28陈平清李小玉王春晓
化工技术与开发 2020年7期
陈平清 ,李小玉,王春晓
(1.茂名职业技术学院,广东 茂名 525000;2.中山火炬职业技术学院,广东 中山 528436)
丁二酸二丁酯又名琥珀酸二正丁酯,为无色透明液体,是有机合成的中间体,也可用作溶剂、食品添加剂、驱虫剂等[1-3]。目前工业上主要利用浓硫酸的催化作用来制备丁二酸二丁酯,但存在设备易腐蚀、副反应多、环境污染等问题。随着环保问题的日益严峻,人们对丁二酸二丁酯的酯化催化进行了相关研究,开发了一系列新型的催化剂[4-6],但部分催化剂存在工艺不稳定、酯化率不高等问题。本文自制了一种新型的固体超强酸催化剂,在单因素实验的基础上,对影响丁二酸二丁酯酯化率的因素进行了Box-Behnken实验设计和响应面优化,确定了最佳的合成工艺,为丁二酸二丁酯的催化合成提供了新的思路。
1 实验部分
1.1 试剂
丁二酸、正丁醇、硝酸镧(均为分析纯),膨润土(工业级 )。
1.2 固体超强酸的制备
用0.01mol·L-1的稀硫酸,将质量比为1∶1∶2的 La(NO3)3、Al2O3和 TiO2溶 解,用 稀 氨 水 调 节pH=7,加入膨润土,置于超声清洗器中分散10min,继续加入稀氨水调节pH=8~9,陈化过夜,过滤,得滤饼,干燥。将干燥品置于1mol·L-1的H2SO4溶液浸渍5h,过滤,得滤饼。干燥,转移到马弗炉,550℃焙烧5h,得粉状固体超强酸,备用。
1.3 实验方法
在装有搅拌器、温度计和分水回流装置的三口烧瓶中,加入0.1 mol的丁二酸、计量好的正丁醇和带水剂甲苯,边加热边搅拌至丁二酸完全溶解。加入固体超强酸催化剂,计时回流反应,反应过程中,甲苯将水带到分水回流装置进行分层分离。反应结束后,滤去催化剂,滤液分别用蒸馏水、5%碳酸氢钠溶液和饱和氯化钠洗涤,蒸馏除去甲苯和丁醇后,减压蒸馏得产品。
1.4 产品检测
1.4.1 酸值的测定
酯化反应的程度由出水量来判断。间隔一定时间取样,按GB/T 1668-2008《增塑剂酸值及酸度的测定》测定酸值。
1.4.2 酯化率的计算
1.5 单因素实验
以酯化率为指标,在醇酸摩尔比为3.0、催化剂用量为1%(以丁二酸质量为基准)、带水剂用量为20mL、反应时间为100min的条件下,分别考察醇酸比(2.6、2.8、3.0、3.2、3.4)、催化剂用量(0.6%、0.8%、1.0%、1.2%、1.4%)、带 水 剂 用 量(10、15、20、25、30 mL)、反应时间(60、80、100、120、140 min)对酯化率的影响。
在单因素实验的基础上,以酯化率(Y)为响应值,以醇酸比(A)、催化剂用量(B)、带水剂用量(C)和反应时间(D)为因素,进行四因素三水平的Box-Behnken实验设计(表1)。

表1 Box-Behnken实验设计表
2 结果与讨论
2.1 单因素的影响
2.1.1 醇酸摩尔比对酯化率的影响
醇酸摩尔比对酯化率的影响见图1。由图1可知,醇酸摩尔比达到3.0时,丁二酸二丁醇的酯化率达到最大值,继续增大醇酸比,酯化率开始减小。这是因为随着醇酸摩尔比增大,反应物浓度增大,促进了酯化反应向正方向移动;醇酸摩尔比过大,过多的正丁醇使得反应体系的共沸点降低,造成酯化率下降。因此,最佳的醇酸摩尔比为3.0。

图1 醇酸摩尔比对酯化率的影响
2.1.2 催化剂用量对酯化率的影响
催化剂用量对酯化率的影响见图2。由图2可知,催化剂用量达到1.0%时,丁二酸二丁醇的酯化率达到最大值,继续增大催化剂用量,酯化率反而减小。这是因为随着催化剂用量增加,体系中的H+活性位点增加,促进了酯化催化;当催化剂用量过大时,过多的催化剂会导致副反应的发生,造成酯化率下降。因此,最佳的催化剂用量为1.0%。

图2 催化剂用量对酯化率的影响
2.1.3 带水剂用量对酯化率的影响
带水剂用量对酯化率的影响见图3。由图3可知,带水剂用量达到20mL时,丁二酸二丁醇的酯化率达到最大值,继续增大带水剂用量,酯化率反而减小。这是因为带水剂用量增大后,带水剂能及时有效地将体系中产生的水移出反应体系,使得酯化率提高,但带水剂用量过大,会降低体系反应物的浓度,造成酯化率降低。因此,最佳的带水剂用量为20 mL。

图3 带水剂用量对酯化率的影响
2.1.4 反应时间对酯化率的影响
反应时间对酯化率的影响见图4。由图4可知,反应时间达到100min时,丁二酸二丁醇的酯化率达到最大值,继续延长反应时间,酯化率增加的趋势不明显。这是因为反应时间增加促进了酯化催化反应的程度,但继续延长反应时间,酯化率的提高不再明显。因此,最佳的反应时间为100min。

图4 反应时间对酯化率的影响
2.2 丁二酸二丁醇制备工艺的响应面优化
2.2.1 响应面实验及方差分析
在单因素实验的基础上,以酯化率为响应值,采用Box-Behnken方法对影响酯化率(Y)的醇酸摩尔比(A)、催化剂用量(B)、带水剂用量(C)和反应时间(D)进行四因素三水平的实验设计,结果见表2、表3。

表2 响应面设计与结果
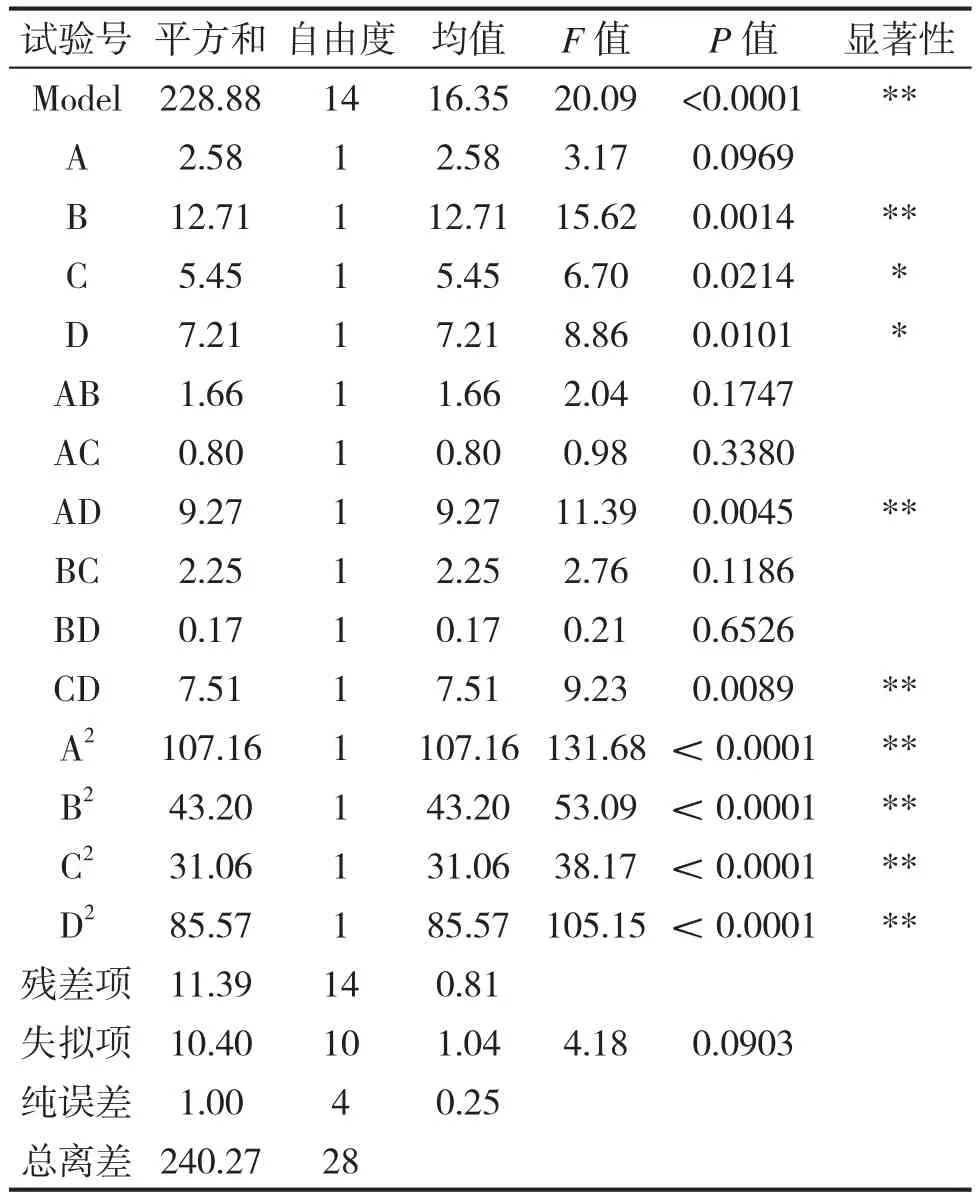
表3 回归分析结果
利用Design-Expert 8.05b软件,对表2中的Box-Behnken实验结果进行分析,得到酯化率(Y)与醇酸摩尔比(A)、催化剂用量(B)、带水剂用量(C)、反应时间(D)之间的多项式模型为:

由表3的方差分析可知,酯化率的回归方程模型的失拟项P=0.0903>0.05,F=4.18,p<0.0001,表明该多项式回归方程模型的拟合水平达到极显著。回归方程的相关系数R2=0.9526,表明有超过95%的酯化率实验数据可以用该模型方程来进行描述,实验误差小,拟合程度高。由表3也可知,催化剂用量的一次项B、醇酸摩尔比和反应时间的二次交互项AD、醇酸摩尔比的二次项A2、催化剂用量的二次项B2、带水剂的二次项C2、反应时间的二次项D2,对酯化率的影响极显著(p<0.01);带水剂用量的一次项C、反应时间的一次项D,对酯化率的影响显著(p<0.05),其它因素影响不显著,说明回归方程与响应值酯化率之间不是简单的线性关系,需要对各工艺条件进行优化,才能得到最佳的工艺条件。由F值可知,各因素对酯化率影响的顺序为:B(催化剂用量)>D(反应时间)>C(带水剂用量)>A(醇酸摩尔比)。综上分析,该方程可用于固体超强酸催化合成丁二酸二丁酸工艺的优化和酯化率的预测。
2.2.2 响应面图分析

图5 各因素交互作用对酯化率的影响
从响应面图和等高线的形状,可以直观地判断所考察的各工艺条件对响应值的影响程度。响应面的坡度越大,等高线的形状越扁,说明所考察的工艺条件之间的交互作用对响应值的敏感度越大,影响越显著,反之则影响不显著。从图5可知,所考察的各个工艺因素的交互作用对酯化率的影响,均表现为先增大后减小的趋势。其中醇酸摩尔比和反应时间的交互作用对酯化率的影响最为显著,带水剂用量和反应时间的交互作用,对酯化率的影响次之。由此可以得到各工艺因素对酯化率的影响顺序(其它影响不显著的图略)。
2.3 最佳工艺验证
采用Design Expert 8.05b软件,对固体超强酸催化合成丁二酸二丁酯的制备工艺进行分析,得到该反应的最佳工艺条件为:醇酸摩尔比3.0、催化剂用量1.04%、带水剂用量20.84 mL、反应时间97.17 min。在最佳的预测条件下,酯化率预测值为99.54%。为了实验操作的便利性,将工艺条件修正为:醇酸摩尔比3.0、催化剂用量1.0%、带水剂用量21mL、反应时间98 min。在此条件下进行3次实验验证,得到的酯化率为99.43%,与预测值(99.54%)的绝对误差为0.11%,说明响应面法优化固体超强酸催化合成丁二酸二丁酯的工艺参数,具有较高的准确性和有效性,可利用该方法对丁二酸二丁酯的合成工艺进行优化。
2.4 催化剂重复次数对酯化率的影响
在最佳工艺条件下,使用固体超强酸催化合成丁二酸二丁酯,反应结束后,过滤得到催化剂,干燥后将催化剂重复使用,考察催化剂的重复催化性能,结果见图6。由图6可知,催化活性随着重复次数的增加而降低,但催化剂重复使用7次以后,仍然有较高的催化活性,酯化率仍达97.53%,说明该固体超强酸催化剂具有优良的耐磨损性和良好的重复酯化催化性能。

图6 催化剂重复使用效果
3 结论
以固体超强酸为催化剂,在单因素实验的基础上,利用Box-Behnken设计和响应面法,对影响酯化率的醇酸摩尔比、催化剂用量、带水剂用量和反应时间,进行四因素三水平的响应面优化,得到了多项式回归方程模型。固体超强酸催化合成丁二酸二丁酯的最佳工艺条件为:醇酸摩尔比3.0、催化剂用量1.0%、带水剂用量21mL、反应时间98min。在此条件下进行3次实验验证,得到的酯化率为99.43%,与预测值(99.54%)的绝对误差为0.11%,说明响应面法用于优化固体超强酸催化合成丁二酸二丁酯的工艺参数,具有较高的准确性和有效性。该催化剂具有优良的耐磨损性和良好的重复酯化催化性能,重复使用7次后,酯化率仍可以保持在97.53%。
猜你喜欢
上海建材(2022年3期)2022-11-04
能源化工(2021年6期)2021-12-30
能源化工(2021年1期)2021-12-28
酿酒科技(2021年5期)2021-06-06
天津化工(2021年2期)2021-04-10
山西农业科学(2020年5期)2020-12-17
上海理工大学学报(2020年5期)2020-11-21
石油化工应用(2020年9期)2020-10-17
安徽化工(2020年4期)2020-08-13
江苏农业学报(2019年1期)2019-09-10