
圆管带式输送机安装施工与质量控制
2020-08-08 03:19李阳
广东建材 2020年7期
李阳
(中交第四航务工程勘察设计院有限公司)
圆管带式输送机具备运行稳定、经济效益良好等多重特点,是普通带式输送机的升级形式,成为复杂地形、恶劣气候条件、长距离输送等条件下的首选设备。圆管带式输送机的运行效果受到安装施工技术和质量控制的双重影响,围绕两个方面展开探讨对于发挥设备最大效用而言具有必要性。
1 工程概况
神华国华印尼爪哇7 号2×1050MW 燃煤发电工程项目中设置码头卸煤系统,根据实际运煤需求,共配置2 段带式输送机,两者统一采取双路布置形式,1 段为普通带式输送机,2 段升级为新型的圆管带式输送机,各段数量分别为2 套。本次研究以圆管带式输送机为重点对象,配有重锤、带压辊等相关辅助装置,各部分的安装与质量控制都要落实到位。关于2 台圆管带式输送机的安装工程量,具体内容见表1。
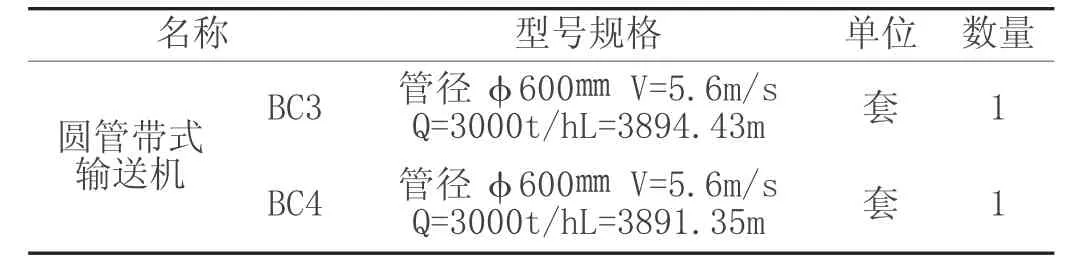
表1 圆管带式输送机安装工程量统计
2 圆管带式输送机基本概述
圆管带式输送机是煤化工等领域较为主流的生产设备,通过密闭方式实现高效的物料输送,具备适用能力强、运输距离远等特点,也顺应了节能、环保的发展趋势,经济效益较传统的带式输送机而言更为显著,在矿山、化工等行业均见其身影,输送物料的类别丰富,包含矿石、煤、石灰石等[1-2]。
管带机技术最初源自于国外,于上世纪90 年代被引入我国,在长期的探索下,通过工程技术人员的一系列合作和创新,目前国内已有部分企业具备独立研发并生产管带输送机的能力,所推出的圆管带式输送机可满足国际行业标准。设计、制造与调试等全流程工作更契合于我国的实际发展特点,同时在使用与管理方面也积累了丰厚的经验,总体发展势头良好。
3 圆管带式输送机安装工艺分析
本工程涉及到大量交叉作业,工期较紧且施工场地较为狭窄,不利于设备吊装。考虑到现场地形复杂的特点,先安排地面组合,成型后再以吊装的方式安装到位,尽可能减少高空作业量,以便营造安全的设备安装环境。
3.1 管带机系统安装
按如下流程有序完成安装作业:场地整理→测放临时定位中心→测放永久定位中心→组装各部件→组装头、尾部→组装钢结构→紧固螺丝→配套皮带→配套附属零配件→检验。
3.2 普通段安装
⑴滚筒支架。精确测量滚筒支架尺寸,安装作业时要保证平面度≤2mm,以不影响基础尺寸为基本前提完成支架的吊装作业;借助水平仪检测并确定支架中心的具体位置。
⑵滚筒安装。精确测量滚筒尺寸,安装过程中加强对滚筒垂直中心线的控制,要求该处与输送机中心线产生的偏差≤2mm,具体又以滚筒直径D 为判断依据,即D<1000mm 时为1mm,D≥1000mm 时则按照1.5mm 的标准加以控制。
⑶中间架及支腿安装。配备高精度水准仪,利用该仪器检测基础标高,再通过经纬仪检测后确定输送机中心线,经过测量后明确中间架和支腿的实际尺寸特点,优先完成尾部支腿的安装作业,以点焊的方式稳定在基础上,期间控制好中间架中心的位置,其必须与基础中心完全重合。
⑷普通托辊组安装。检测托辊组尺寸,通过螺栓的作用将其稳定在中间架上。托辊组每100m 机长的高差需控制在5mm 内,相邻组高差控制标准为2mm 以内。
3.3 管带机PSK 板安装
⑴PSK 托辊组组装。作为整个管带机的核心部件,其安装必须依据特定的流程有序完成,从承载侧开始,具体顺序为:④→③→⑤→⑥→②→①。
⑵装配精度。保证托辊轴安装位置的合理性,该处与托辊支架的间隙不宜大于1mm,此标准也适用于托辊轴与托辊压片的位置控制,且要保证稳定性;相邻托辊则要注重对边缘间距的控制,为0.5mm~5mm,平均为3.0mm。
3.4 管带机钢结构安装
⑴立柱吊装。检查组装现场的实际情况,可通过整平的方式处理,或搭建合适尺寸的临时平台。深度清理立柱,对于表面残缺之处则采取补漆处理措施。立柱组装作业尽可能安排在地面上完成,检查焊接处的质量情况,通过力矩扳手紧固螺栓。考虑到高强螺栓螺纹易受损的情况,首先使用冲钉和临时螺栓安装,确保结构精度满足要求后则变更为高强螺栓,且要避免强行敲打行为。对于不具备自由穿入条件的,可使用锉刀适度修整栓孔。
⑵桁架安装。桁架配套了栏杆、踢脚板和钢格栅,需要将三部分安装到位。若为Ⅲ型桁架,安装过程中应采取全封闭措施。此外,PSK 面板上设置了适量托辊组,该部分应安装到位,彼此的间隙需控制在合理范围内,否则不允许吊装桁架。要求桁架间可达到平滑过渡的效果,严格控制错边量,不宜超过15mm。
3.5 驱动装置安装
驱动装置是重要的动力源,以电机为主要设备,配套了液力耦合器、联轴器等相关配件,安装之前应全面检查各配件的工作状态,如电机的双向运转情况。定位底座预埋板的具体位置,检测该处至滚筒轴中心的高度,视实际情况选择是否需要增设垫块,无误后方可安装驱动底座。联轴器采取成套安装的方式,微调电机和减速机,对于存在水平误差的情况,需通过拧动顶丝的方式而灵活调整,根据需求塞薄铁皮从而实现对垂直方向的调整。
3.6 其他部件安装
⑴拉紧装置。先检查滚筒水平度,若偏差超出合理范围则要通过台座及时调整,无误后则设置螺栓并焊接,完成拉紧装置的安装作业。
⑵压带辊。此部分需稳定顶在被包一侧的胶带下方,不可出现位置偏差,不允许与另一侧接触。检查压带辊的位置情况,要求与第一块PSK 面板的间距控制为1m,相邻压带辊的间距控制标准包含300mm、400mm、500mm,具体视施工图灵活选择。
⑶导料槽。依次完成压板、胶条和压条的安装作业,再将导料槽整体安装于侧板上。
4 质量控制
现阶段,圆管带式输送机对安装精度的要求逐步提高,需以厂家提供的图纸等相关资料为依据,加强对施工质量的控制,保证各部分都可安装到位,误差均要控制在许可范围内,以便成型的圆管带式输送机可稳定运行。但在圆管带式输送机安装时受多方面因素影响易出现质量问题,下文则对具体问题以及应对措施加以探讨。
4.1 设备带缺陷安装
设备自身的质量满足要求,否则后续无论采取何种安装方法都无济于事。安装人员要加强对设备的检验,严格依据标准核对各项指标,将具体信息如实记录[3]。对于设备检验中存在的问题,不可私自处理,应当告知上级,采取正确的解决方法。
4.2 施工工艺粗糙
技术人员要深入学习图纸和相关规范,掌握实际安装作业条件,编制科学的安装方案。做好技术交底,确保每位员工都能够明确安装目标、可采取的方法以及注意事项,将安装工作落实到位。安装人员还应要结合历史经验,摸索出适用于本工程的施工方法,在既有知识体系的基础上持续完善。
4.3 测量仪器使用不合理
设备安装过程中要加强精度控制,不可采取安装人员主观判断的方式,需借助相关测量仪器而完成,检测并视实际情况灵活调整。测量仪器的选型至关重要,若精确度不满足要求,将对安装质量造成不利影响。根据圆管带式输送机的安装特点,需要使用钢卷尺(经过校验),并安排具有资质的人员参与其中。关于测量仪器的选择,必须满足如下几点要求:各测量工具经过校验、具有特定的编号、形成完整的登记台账。
4.4 其他方面
⑴成品保护。加强成品保护。遵循文明施工的原则,有效保护设备,最大限度减少受污染、受损的情况,保证设备可维持稳定运行状态,给生产作业提供基础支持。
⑵设备运行中的跑冒滴漏。严格控制跑冒滴漏现象,安装作业必须得到专业安装人员的支持,需在准备阶段做好技术交底,使每位员工都能够明确冷却水系统等相关配套系统的工作特点,正确认识跑冒滴漏的危害,依据规范完成施工作业,做好日常监督工作,及时发现问题并采取解决措施,尽可能减小跑冒滴漏的影响范围。
5 结束语
在周全的前期计划以及科学安装方案的指导下,本工程的圆管带式输送机已经安装到位,全程安全状况良好,各项技术指标都满足要求,能够为生产作业提供基础支持,所提出的安装技术和质量控制措施具有可参考价值。
猜你喜欢
钢管(2021年2期)2021-11-30
机械管理开发(2020年11期)2020-04-15
冶金设备(2019年6期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
制造技术与机床(2017年6期)2018-01-19
天津城建大学学报(2015年5期)2015-12-09
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年2期)2015-07-29
