
食用菌工厂化生产线控制系统设计
2020-08-11 08:26钱振华王秦越何彦虎
物流技术 2020年7期
钱振华,王秦越,何彦虎,张 芹
(湖州职业技术学院 机电与汽车工程学院,浙江 湖州 313000)
1 引言
食用菌由于其味道鲜美、营养丰富,一直以来是人们餐桌上的一道美食。所谓食用菌的工厂化生产,即根据食用菌的生长过程,采用工业化生产设施,人工创造食用菌的生长环境,并按照一定的工艺流程实现食用菌的周年化、标准化生产[1]。食用菌工厂化生产起源于上世纪50年代前后,之后在欧美、日韩等国家发展迅速。我国的食用菌工厂化生产模式起步较晚,从上世纪90年代后才逐渐兴起。经过20多年的发展,我国食用菌产量已居世界第一[2]。目前,随着信息技术的日新月异,食用菌工厂化正在从机械化、自动化朝着智能化方向发展。
在食用菌的工厂化生产过程中,往往涉及到食用菌瓶或食用菌袋在不同车间的传递和输送。以瓶栽食用菌为例,就包含了装瓶、码垛、输送、拆垛、出菇、采菇包装和挖瓶等输送与控制工艺环节[3]。如何实现上述工艺环节的有机组合、自动高效及稳定运行是保证食用菌工厂化生产的重要前提。本文以瓶栽食用菌的工厂化生产为例,分析了装瓶车间、包装车间和挖瓶车间的组成结构和工作原理;采用可编程控制器和人机界面技术来控制整条生产线的自动化运行,并运用结构化编程语言编写了控制程序;采用变频调速技术来控制码垛机械手的升降,保证了食用菌工厂化生产的高效运行,减轻了工人的劳动强度。
2 食用菌工厂化生产线组成
以河北某大型食用菌工厂化生产线为例,其主要由装瓶车间、灭菌车间、接种车间、育种车间、出菇车间、包装车间、挖瓶车间等组成,产品为瓶栽金针菇。图1为装瓶车间输送系统,由辊子输送线、金针菇培养料装瓶机和码垛机等组成。其中,辊子输送线需要将装有空瓶的培养框分流输送至每台装瓶机,并且要实时匹配每台装瓶机的装瓶效率,保证每台装瓶机接收到的培养框数量相同。装瓶机对空瓶装填培养料后,再经过辊子输送线输送至码垛机,对培养框进行自动码垛,再通过叉车集中搬运至灭菌车间。自动码垛系统采用机械式升降横移式结构,每小时最多可完成20个堆垛,并配有气动机械手;机械手工作一次就能抓取一层6只培养框,共计96只培养瓶,且工作稳定性高、操作与维护方便。整个装瓶车间物流系统将辊子输送线、装瓶机、码垛机等进行了系统集成,能按照生产节拍要求进行自动化运行,极大地提高了培养料装瓶的效率。
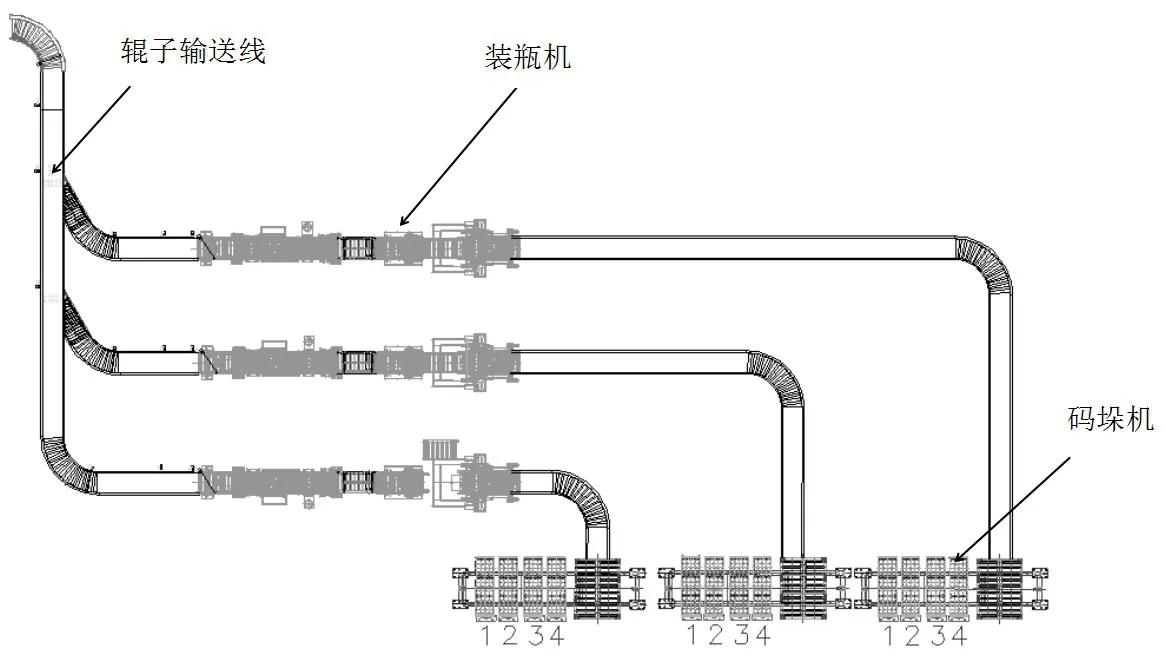
图1 装瓶车间输送系统
图2 为包装车间输送系统,包括成菇输送线、分流装置、金针菇采摘后的废料瓶输送线等。装有成菇的培养框通过成菇输送线从菇房输送至包装车间,进行采摘、切根、包装、打包等作业。包装车间共有6条分支线,物流系统能够按照每条分支线工人的工作效率自动分配成菇培养框的数量;并在每条分支线配备了独立急停按钮,保证了某条分支线在故障或工人离开情况下不会影响其他分支线的正常运行。工人采摘完成后,废料瓶则通过输送线自动输送到挖瓶车间进行处理。
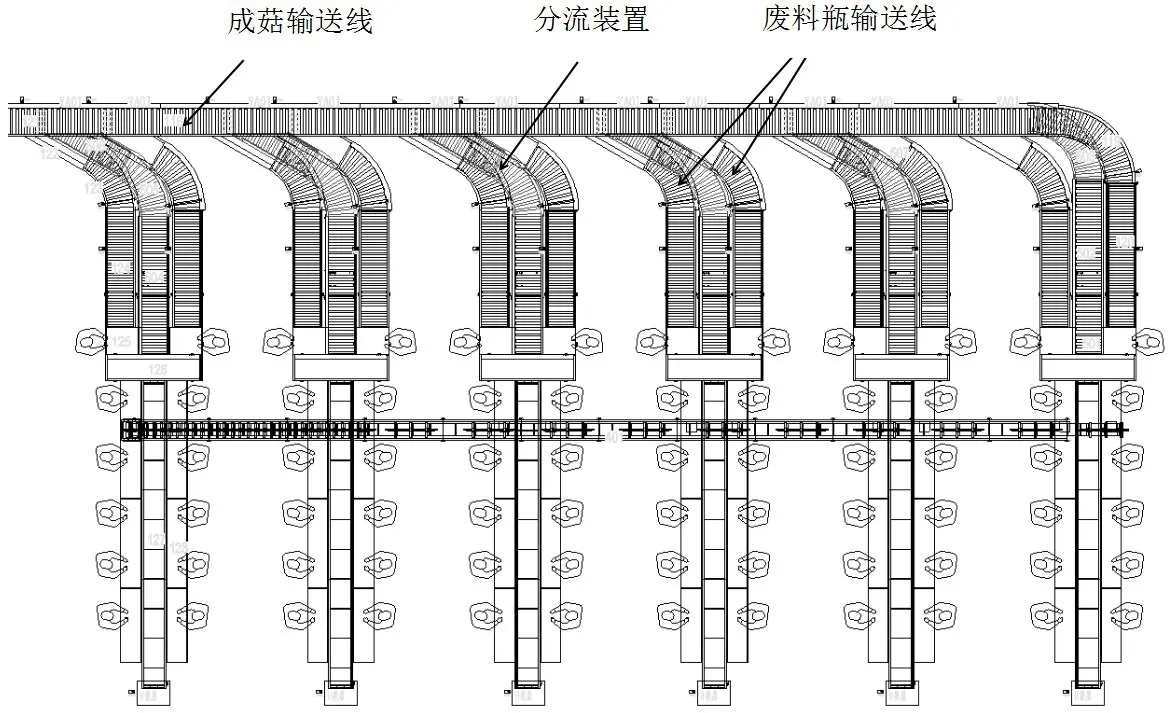
图2 包装车间输送系统
图3 为挖瓶车间输送系统,包括了分流输送线、挖瓶机、合流输送线等。在装有废料瓶的培养框进入挖瓶机前,需通过分流输送线按一定的规律和数量进行分配和输送,通常先为每台挖瓶机输送2-3框废料瓶,等挖瓶机工作完成后再进行下一批次的输送,否则容易造成培养框的挤框和倒框。在挖瓶机挖完废料瓶后,装有空瓶的培养框将通过合流输送线输送至装瓶车间。
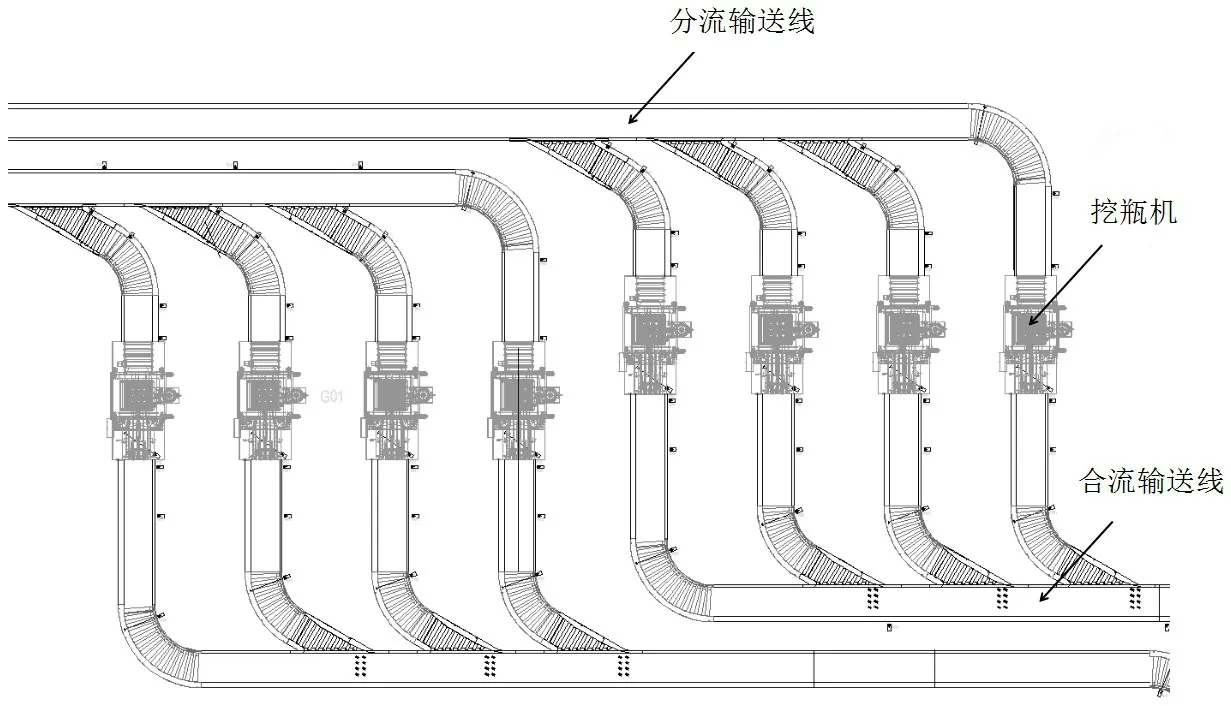
图3 挖瓶车间输送系统
3 PLC控制系统的设计
PLC(可编程逻辑控制器)是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计[4]。PLC具有极高的工作稳定性和可靠性,非常适合用于食用菌工厂化生产线控制系统。河北某大型食用菌工厂化生产线采用西门子CPU313C-2DP型PLC作为整条生产线的控制核心,以主从控制的模式同时对装瓶、包装、挖瓶车间的自动化设备进行集中协调控制,其控制结构如图4所示。每一个从站模块均具有64点数字量输入和32点数字量输出,可用于接收现场各类传感器的信号、开关和急停信号,并控制生产线的辊子驱动电机、各类气缸等执行机构的运行和动作。各从站模块与主站之间采用PROFIBUS-DP现场总线方式进行数据通讯,极大地简化了布线,提高了信号传输的可靠性[5]。

图4 食用菌工厂化生产线控制结构
整条生产线控制工艺流程的实现依赖于PLC控制程序的设计。PLC程序主要包括主程序、系统逻辑控制程序、包装车间输送与运行程序、挖瓶车间输送与运行程序和装瓶车间输送与运行程序等,程序运行流程如图5所示。
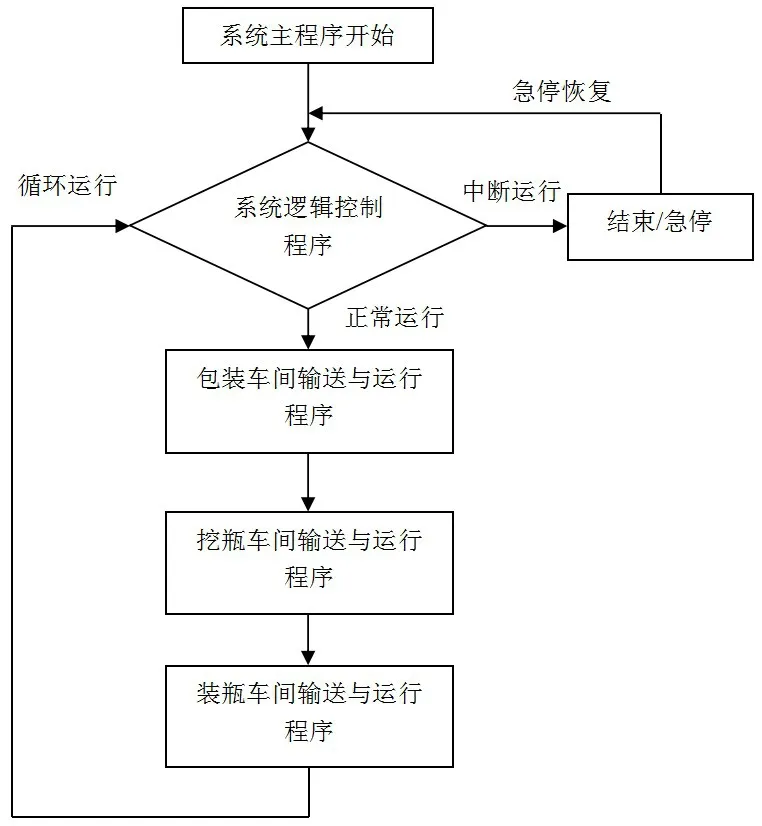
图5 PLC程序运行流程图
该系统的控制程序采用基于结构化编程的思路进行编写,便于后期的修改和调试。系统主程序主要实现对包装车间、挖瓶车间等输送与运行控制程序进行调用,并采用组织块(OB)的方式进行编写。采用西门子Simatic Manager软件编写的PLC部分主程序(OB1)如图6所示。
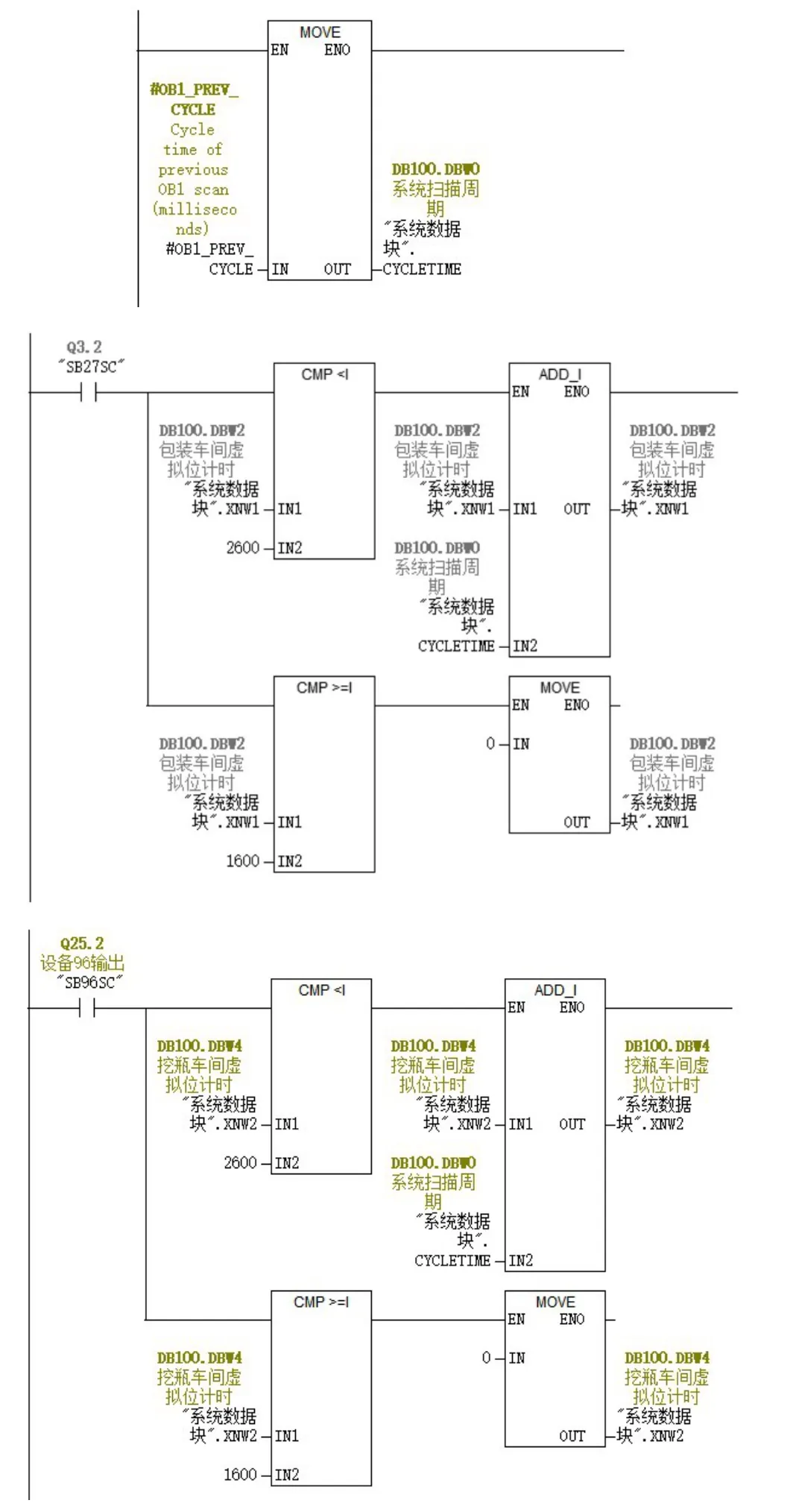
图6 PLC部分主程序
各车间输送与运行程序是PLC控制程序的关键。由于各车间的输送均是采用电机带动辊子输送机的执行方式,分配均是采用气动分路器与电机的执行方式,控制对象具有相似性,故采用了功能块(FB)的编程方式。以包装车间分路器的控制为例,根据控制要求得出单个分路器所需的输入、输出接口,并为其建立数据块(DB),用于存放分路器的运行参数;然后在FB功能块中编写分路器的控制子程序。
包装车间1号分路器的功能块程序(FB1)如图7所示。
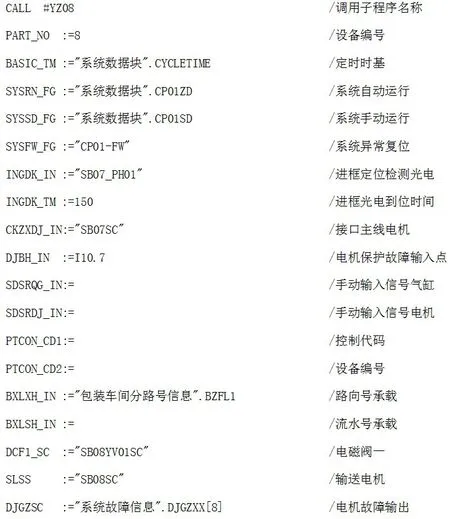
图7 包装车间1号分路器的功能块程序
4 装瓶车间码垛机械手的升降控制
装瓶车间码垛机主要用于对培养框的自动码垛,其机械手的升降控制采用了变频调速技术。如图8所示,在码垛机机械手升降电机的变频控制电路中,采用了西门子MM440(4KW)变频器来控制额定功率为3.7kW的提升电机。为了提高机械手的抓取效率,机械手的升降过程需要快速制动,故采用了变频器外接制动电阻的动态制动方式[6]。动态制动是一种能耗制动,它将电动机运行在发电状态下所回馈的能量消耗在制动电阻中,从而达到快速停车的目的。正确地选择和安装制动电阻是保证制动效果并避免设备损坏的必要条件。一般情况下,所选制动电阻的阻值不能小于选型手册中规定的数值,否则将造成变频器损坏。西门子标准传动产品提供的MM440系列制动电阻均按照P1237=1即5%制动周期的电阻。
变频器主要参数设置为:P700=2,P1 000=3,P1 001=50,P1 002=25,P1 003=10,P1 004=-50,P1 005=-18,P1 006=-5。通过参数P1 001~P1 006可设定变频器的多段速工作频率,即可控制机械手提升与下降的速度快慢。
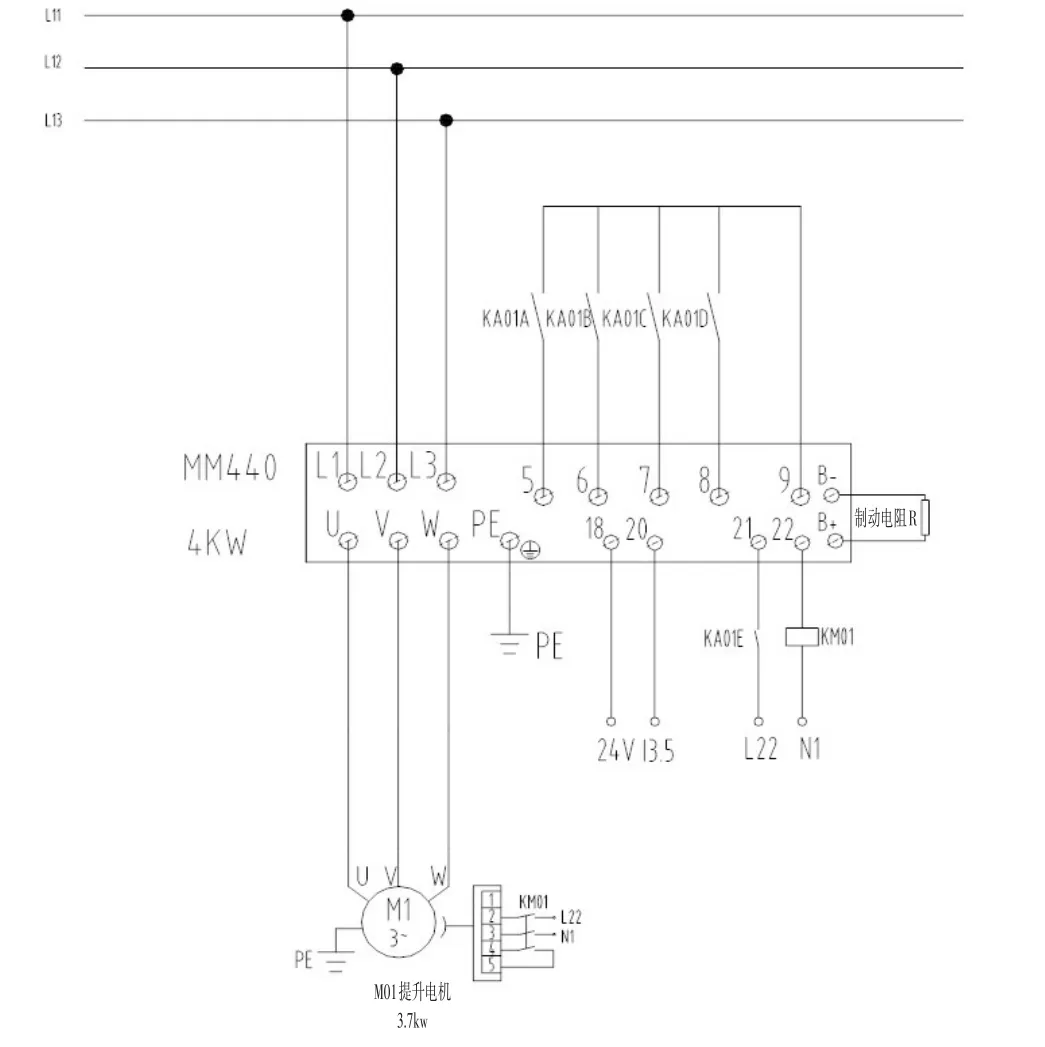
图8 码垛机机械手升降电机的变频控制电路
5 系统人机界面的设计
人机界面是一种用于连接PLC、变频器、直流调速器、仪表等工业控制设备,利用显示屏显示,通过输入单元(如触摸屏、键盘、鼠标等)写入工作参数或输入操作命令,实现人与机器信息交互的数字设备[7]。上述食用菌工厂化生产线采用了国产步科(Kinco)MT4513TE触摸屏作为人机界面,用于对整条生产线进行启停控制、状态显示、产量统计等。MT4513TE触摸屏采用高性能32位400MHz RISC CPU,具有快速处理各类信息的能力;具备800*600的高分辨率,显示画面较为清晰;配备了RS232/RS485、10M/100M自适应以太网口等通讯接口,便于与上、下位机进行数据通讯。采用步科Kinco HMI-ware软件设计的人机界面如图9所示,操作者和管理人员可以通过人机界面控制整条生产线的运行,清晰地了解生产线的实时产量和工作状态,并可根据故障信息及时采取相应措施保障生产的正常进行,极大地提高了生产效率。
6 结论
介绍了瓶栽食用菌工厂化生产线中的装瓶车间输送与运行系统、培养框码垛输送与运行系统、包装车间输送与运行系统和挖瓶车间输送与运行系统的组成和工作原理。采用西门子CPU313C型PLC作为主控单元控制整条生产线的自动化运行,并通过结构化编程方法编写了系统控制程序。在装瓶车间码垛机中,采用西门子MM440变频器控制码垛机械手的升降,并给出了变频器的参数设置。系统采用步科MT4513TE触摸屏作为人机界面,用于对整条生产线进行启停控制、状态显示、产量统计等。目前该系统已在河北某大型食用菌生产基地投入使用,且运行稳定,日产食用菌达100t以上。
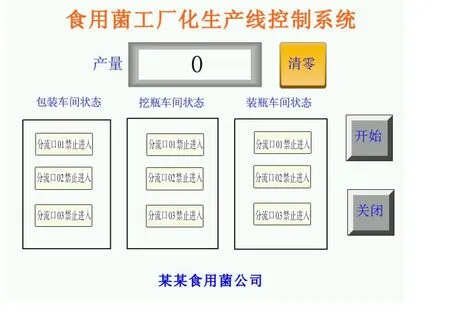
图9 系统人机界面
猜你喜欢
橡塑技术与装备(2022年11期)2022-11-08
现代制造技术与装备(2022年1期)2022-02-21
电子乐园·下旬刊(2021年3期)2021-02-08
电子制作(2019年20期)2019-12-04
汽车文摘(2019年3期)2019-03-04
电子技术与软件工程(2017年19期)2017-11-09
安徽农学通报(2017年11期)2017-06-23
中国证券期货(2016年12期)2017-01-09
中国证券期货(2016年12期)2017-01-09
科技视界(2016年11期)2016-05-23
