
焦炉上升管显热回收技术应用
2020-08-12 06:39蒋星亮安阳钢铁股份有限公司
节能与环保 2020年6期
文_蒋星亮 安阳钢铁股份有限公司
1 工艺背景
安钢焦化厂6m炼焦炉由110个炭化室和111个燃烧室组成。配合煤装入炭化室后密闭隔绝空气,由两侧的燃烧室将热量传导给炭化室,煤在炭化室高温干馏,逐步升温至1000±50℃,经过物理化学变化,形成固态的焦炭和气态的荒煤气,炭化室逸出600~850℃的荒煤气经由筒状上升管经桥管喷洒氨水继续降温汇总到集气管中,气液分离后引入下道工序初冷器内进一步冷却荒煤气。
2 工艺选型
安钢一直关注国内外上升管显热回收技术,多次到行业前列的福建三明钢厂进行上升管余热利用项目考察,发现福建三明钢厂选用的常州江南冶金科技有限公司研发的几何态上升管换热器成功解决了上升管结焦堵塞、漏水等关键问题,系统运行稳定、换热效率高、经济效益可观,技术成熟可靠。安钢决定引进常州江南冶金科技公司几何态上升管换热器及余热回收利用系统,在焦化厂6m焦炉实施上升管显热回收生产过热蒸汽。
安钢焦化厂对上升管荒煤气余热回收生产蒸汽有饱和蒸汽、过热蒸汽两种需求,因此需设计出并生产出符合Ⅰ型(饱和蒸汽)和Ⅱ型(过热蒸汽)需求的不同上升管换热装置。于是,作为余热回收系统的核心设备,上升管本体采用硅铝合金复合材料,上升管余热回收换热装置由内、中、外等3个部分组成,由内至外分别是内壁、套管换热器、外壁,消除了Ⅰ型和Ⅱ型周期性热应力破坏情况,并充分考虑了焦炉生产过程中的热量急剧变化所带来的热振现象,外层保护层的膨胀节结构最大限度地消除了热振应力的负面影响,与传统换热器相比,具有耐高温、耐磨、耐腐蚀、使用寿命长、换热效率高等优点,且能够满足余热资源节能回收利用周期短、效果好的要求。
3 工艺流程
在安钢6m焦炉7#、8#焦炉每座炭化室对应的上升管单独取热。结合安钢供应焦化过热蒸汽的并网需求,将每组焦炉按照9∶1的比例分别取热生产饱和蒸汽和过热蒸汽,同时上升管换热装置与蒸汽品质进行匹配性配置。以除氧水作为换热介质回收荒煤气显热,荒煤气在上升管中间自下而上导出,除氧水从100根上升管底部进入,与向上导出的荒煤气进行换热。除氧水经过换热在换热装置内变为汽水混合物,在换热器装置上部出口导出送至汽包,汽水混合物在汽包进行分离,未汽化的水继续通过强制循环泵循环进入上升管换热器进行再次热交换,分离出的饱和蒸汽(175℃,0.9MPa)从汽包输出。饱和蒸汽再进入其余10根上升管换热器中,自上而下逆向和荒煤气进行换热,饱和蒸汽被再次加热生成0.9MPa,220~260℃的过热蒸汽。具体流程如图1所示。
4 优化改进
4.1 解决上升管内壁结焦油问题
在荒煤气的余热回收过程中,当荒煤气被冷却到一定的温度时,荒煤气中的焦油就会在换热界面析出,而且荒煤气冷却温度越低,冷凝在传热界面的焦油量就会越多。于是,根据安钢配合煤成分分布比例,通过上升管温度随结焦时间变化呈现的温度分布区间规律,确定荒煤气换热温差。对焦炉上升管温度进行结焦时间内的周期测量,寻求上升管温度与结焦时间之间的函数关系,因上升管温度范围约在600~850℃,理论上实现全部余热热量回收可实现能源回收的最大化。实际生产中,在荒煤气的余热回收过程中,一旦荒煤气余热回收利用,荒煤气温度开始下降到800℃以下时,石墨的析出开始减缓,甚至不再析出;当荒煤气被冷却到一定的温度时,荒煤气中的焦油就会在换热界面析出,而且荒煤气冷却温度越低,冷凝在传热界面的焦油量就会越多,造成内壁空间缩小、传热系数降低。
对上升管进行换热量试验,按照不同换热量进行温度测量、换热系数计算和内壁附着物测定。同时焦化厂配合煤组分的差异会导致荒煤气组分的差异。抽取6m焦炉的10根上升管,对换热量及降温点进行试验界定,保证上升管换热后内壁不能有附着物,观察测量上升管温度变化与焦油形成的对应关系。对上升管进行换热量试验,按照不同换热量进行温度测量、换热系数计算和内壁附着物测定。经试验在荒煤气余热回收过程中荒煤气中的焦油蒸汽受到冷却或遇到冷的换热界面(上升管内壁)冷凝析出,荒煤气冷却温度越低,焦油析出量就越大;当上升管内壁温度为370℃以下焦油沉积物较多;当内壁温度升到450℃以上时,焦油沉积物少且酥松。
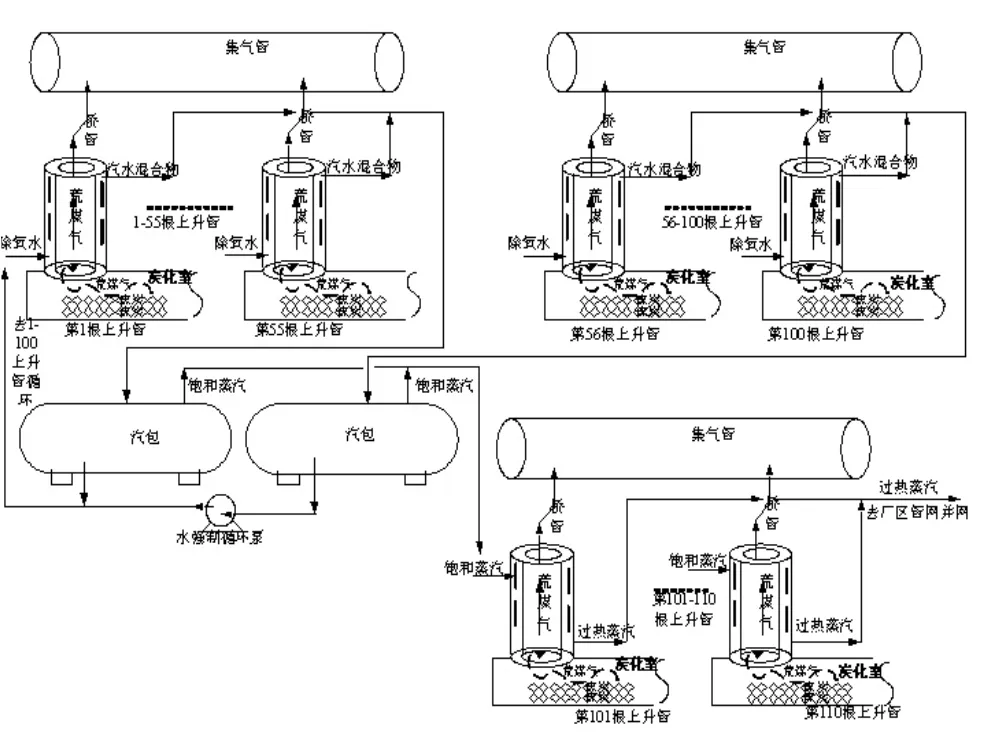
图1 上升管余热回收生产过热蒸汽流程图
4.2 利用自动控制系统提高运行稳定性
为了避免因荒煤气温度降幅过大,上升管内部焦油快速凝析,造成焦油挂结、结焦堵塞及因荒煤气温度过高上升管换热器的换热效率差等情况。在焦炉上升管换热器出口法兰处的测量口,连接电接点温度计,温度控制系统将电接点温度计的温度信号传输到 PLC总控制系统,焦炉上升管热换器进水阀门为自动调节阀并与 PLC 总控制系统连接,强制循环泵采用变频电机。上升管换热器的进水调节阀门根据换热器出口荒煤气的温度检测和设定,自动调节进水流量的大小,这样最大限度地利用了上升管的荒煤气的余热,保证在存在大量荒煤气的时候,出口温度不小于 450℃,控制了焦油的凝析吸附和石墨的生长。
4.3 实现“分段取热、多级换热”
每座焦炉进水管网,设计为每5个上升管为一分段,55孔焦炉分11个控制段,梯级分配、分组控制的原理是每段有分阀、每个上升管又有单个控制阀,有利于区域工艺调控和缩小检修影响面,可实现区域进出水汽的量位调节,实现区域换热量和温度的调控。经过计算确定了采用分段和分介质进行换热,将全部110个上升管中的100个上升管换热器(Ⅰ型)用来利用除氧水换热生产饱和蒸汽,再利用剩余的10个上升管换热器(Ⅱ型)将饱和蒸汽进行过热,提高其过热度,达到200~260℃以上,在不增加其他换热资源的基础上,充分利用现有上升管荒煤气的热量,合理进行分配换热,生产过热蒸汽,从而满足生产用蒸汽需求。
5 效益分析
该项目自2017年1月在安钢焦化厂投用至今已安全稳定运行3年,上升管换热器运行正常,内部几乎无结焦现象,外部没有腐蚀情况发生。
节能方面:7#、8#焦炉上升管每年稳定产出0.9MPa,220℃以上过热蒸汽超过8.8万t。
发电效益:焦化厂生产可以减少10t/h的动力蒸汽供应量,每年可以增加发电量2220.3万kWh,发电效益1243.37万元。
环保方面:年减排CO2约2.298万t,减排SO2约0.0682万t,减排NO2约0.0341万t。
6 结语
焦炉荒煤气显热回收利用技术对焦化行业节能降耗、绿色发展意义重大。焦炉上升管生产过热蒸汽在安钢的应用属于国内首创,安钢焦化厂6m焦炉属于第一个生产过热蒸汽的焦炉,具有里程碑式的示范意义及推广价值。该技术提高了上升管换热器的换热效果及使用寿命,显著降低碳、硫、氮氧化物的排放,对改善大气环境具有积极的正面作用。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
冶金动力(2022年5期)2022-11-08
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
环境影响评价(2020年2期)2020-12-02
昆钢科技(2020年1期)2020-04-03
昆钢科技(2020年6期)2020-03-29
鞍钢技术(2018年2期)2018-04-13
中国工程咨询(2017年3期)2017-01-31
自动化博览(2014年9期)2014-02-28
