
连铸机冷床液压系统分析与故障解决
2020-08-18 09:40李亚志
天津冶金 2020年4期
李亚志
(天津天钢联合特钢有限公司,天津301500)
0 引言
步进式翻转冷床是方坯连铸机不可缺少的设备之一,主要用于连铸方坯的冷却,实现对铸坯均匀降温,防止因冷却不均造成铸坯变形等功能。天钢联合特钢炼钢厂5#连铸机使用的步进式冷床为老区利旧设备,由于长期运行导致设备老化,结构变形严重,外加液压系统设计不合理,造成冷床两侧液压缸升降动作不同步,经常出现拉斜事故,影响正常生产。
另外,由于连铸机提拉速改造,造成冷床步进翻转周期与铸机拉速不匹配,无法满足当前生产节奏。因此有必要对冷床液压系统进行改造,提高设备运行的性能和可靠性,为生产提供保障。
1 步进式翻转冷床设备
1.1 机械设备
5#连铸机步进式翻转冷床主要由固定齿板、活动齿板、升降机构、横移机构以及尾部推钢收集台架等部件组成,冷床升降采用的是斜导轨爬坡式,由液压缸驱动冷床升降机构爬坡升高,冷床水平机构采用的是导轮导轨式,也是由液压缸驱动冷床水平横移,铸坯从冷床齿板末端下线后由冷床尾部推钢机构推至滑轨冷床区域,并通过行车夹钳将铸坯吊离。冷床机械技术参数如表1 所示。
1.2 液压系统
液压系统为步进式冷床的分堆推钢液压缸、升降液压缸、平移液压缸及尾推钢液压缸提供动力源。液压站安装在地上冷床附近,主要由液压泵、油箱、蓄能器、冷却器、控制阀台等部件组成。
1.2.1 液压展主要技术参数如下:
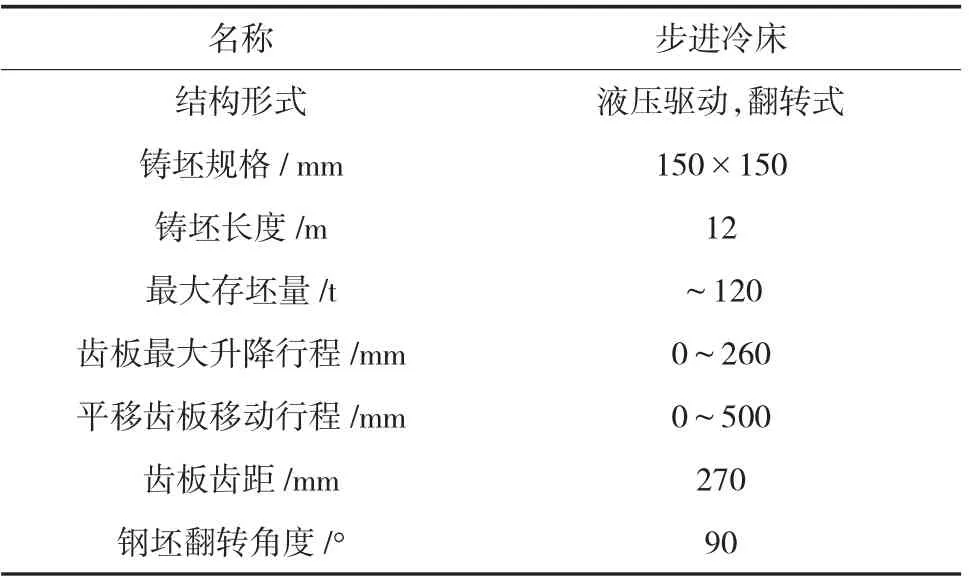
表1 步进式冷床参数表
油箱:3 000 L
主泵排量:3×0.125 L/转(两用一备)
主泵电机功率:3×75 Kw
系统工作压力:16 MPa;蓄能器充气压力9~10 MPa
液压介质:46#酯型难燃液压油
清洁度:NASA 6 级
1.2.2 控制阀台
5#连铸机步进式翻转冷床液压系统控制阀台原理如图1 所示。步进冷床的液压控制原理是液压油P 通过换向阀进入举升油缸无干腔,活塞杆伸出完成上升动作,液压油通过比例阀进入横移油缸无干腔,活塞杆伸出,完成平移动作,随后举升油缸活塞杆收回,横移油缸活塞杆缩回,这样完成步进式翻转冷床的一个周期动作。
2 步进式冷床存在的问题
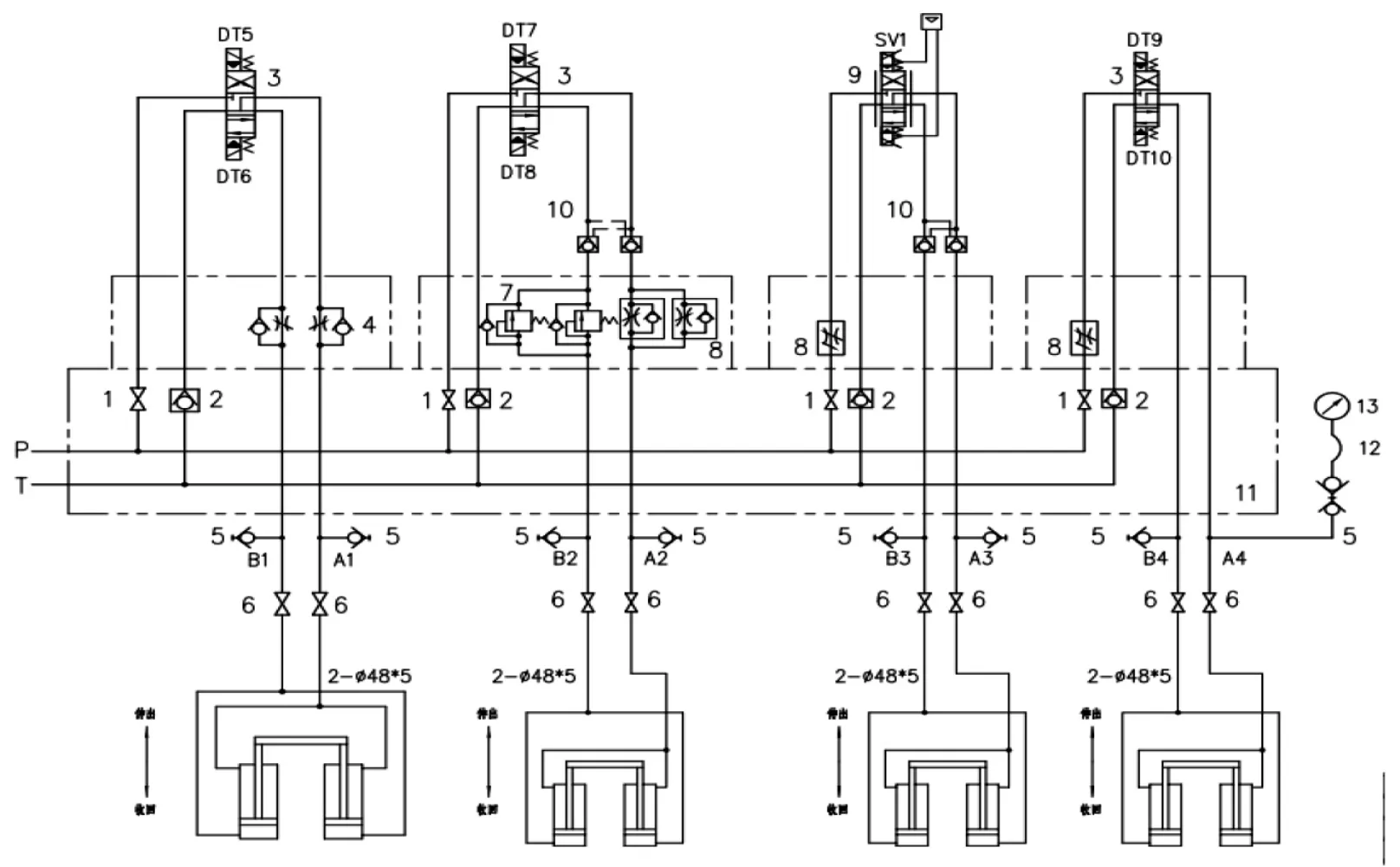
图1 步进式翻转冷床原液压原理图
2.1 两侧油缸动作不同步
由于设备结构老化,变形严重,同步轴不能实现同步,造成冷床两侧油缸动作不一致,同步性能差,致使负载较大一侧的油缸活塞与缸体摩擦加剧,油缸使用一段时间后缸体磨损严重,最初期表现为油缸漏油;其次油缸磨损严重后,磨损产生的铁屑会回流到油箱,使油品造成污染,这样也会造成液压元件的磨损,以及阀芯卡死的问题,给设备带来运行的隐患,造成设备故障的发生;另外,冷床油缸更换困难,更换时间长,费工费力,同时生产也会受到影响。
2.2 液压系统冲击大
(1)在液压系统工作时,特别是负载较大的情况下,举升油缸上升启动过程中,液压冲击力较大,油路系统振动增加,经常造成管路爆裂,管路、阀台漏油的现象。
(2)由于换向阀突然换向,执行元件的运动突然停止,会使管路内液体流动发生急剧变化,而产生冲击压力,虽然系统中设置有安全阀,但仍然难免产生压力的剧增和冲击,这种冲击引起了仪表、元件、密封装置发生故障甚至损坏,致使管道破裂,还会产生明显的振动,造成设备经常漏油现象,
(3)管道安装不合理同样造成过大的压力损失,以致出现振动,噪声等异常现象,振动过大造成管夹松动,接头漏油等问题,
2.3 冷床能力与铸坯拉速不匹配
由于冶炼节奏的提高,5#连铸机相应进行了提拉速改造,因此造成步进式冷床运行周期与铸坯拉速不匹配,影响了生产节奏。
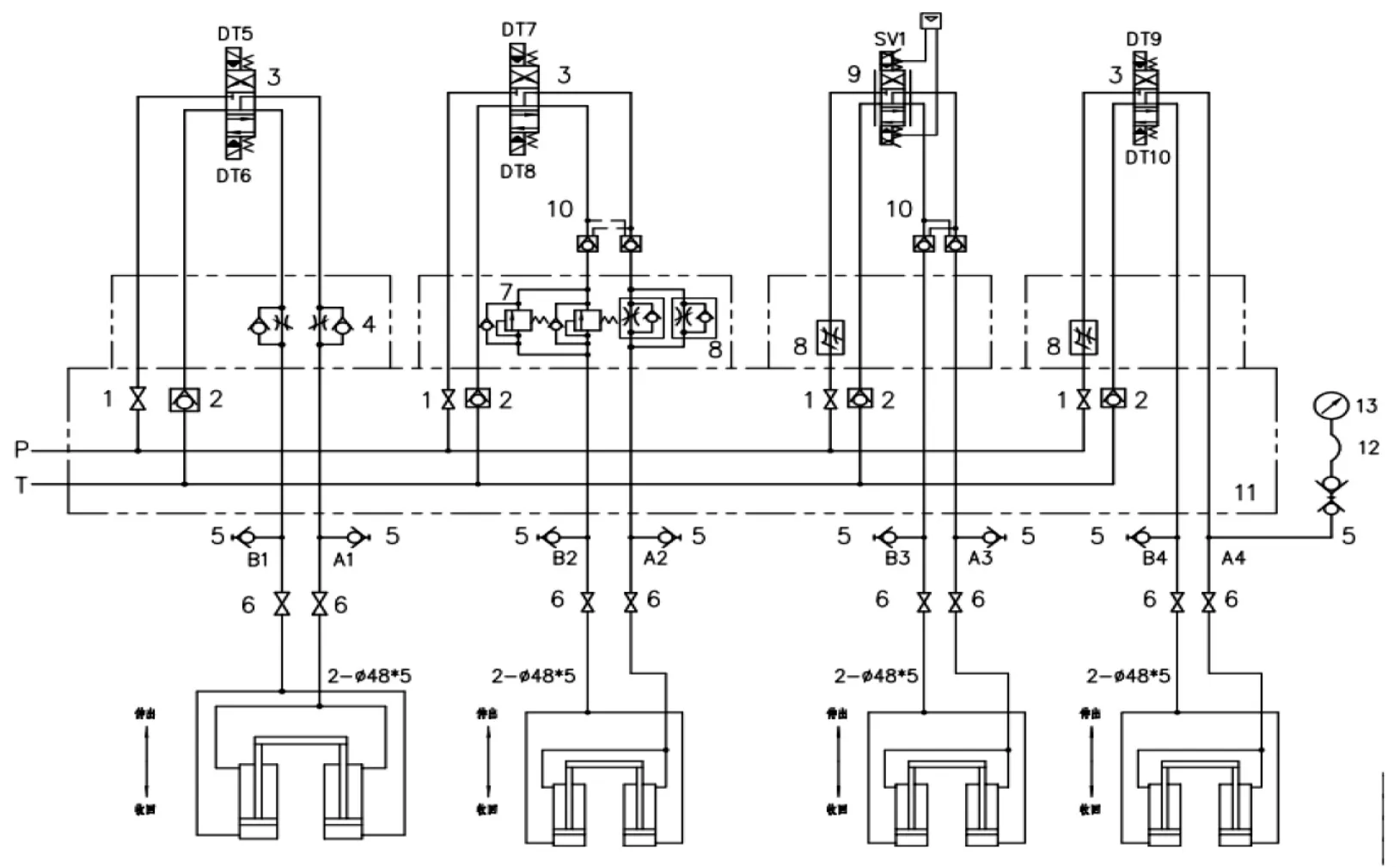
图2 改造后翻转冷床液压原理图
3 改进措施与效果
3.1 对于液压油缸不同步问题的改进
5#连铸机冷床为利旧设备,其同步方式为机械同步,同步精度得不到保证,为此采取了相应的改进措施。改造后控制阀台液压系统原理如图2。
(1)为了保障油缸的同步性能,在举升油缸、平移油缸以及尾推油缸的无杆腔液压油入口加装同步马达,这样由同步马达来保证从阀台出口液压油流量到两条缸的流量是一样的,来实现液压缸的同步,同步马达的同步精度为±1.5%。
(2)液压系统配管在安装过程中尽量保证两条油缸的油管长度一样,保证进入两条油缸的流量是同时的,减少这方面的误差,更好的达到同步性能。
3.2 对于系统冲击大问题的改进
(1)针对大负载情况下升降油缸启动过程中液压系统冲击力大,以及由于换向阀突然换向造成的系统冲击压力问题,在系统中增加一组6×63L 蓄能器,安装在液压阀台附近,与主供油管道相连,这样可以吸收系统产生的液压冲击。
(2)针对管道安装不合理造成的管网过大的压力损失,导致的管网振动过大、管夹松动和接头漏油等问题,对系统管路重新布置和安装,通过减少直角转弯,合理安装接头,增加管夹密度,有效减少管路给系统造成的振动现象。
3.3 对于冷床与连铸拉速不匹配问题的改进
由于转炉冶炼节奏的提高,连铸机需要提拉速以满足生产的匹配,连铸机提拉速改造后,平均拉速为3.55 m/min,最大设计拉速为3.8 m/min,铸坯定尺12 m,根据这样前提条件,计算单根铸坯出坯的最短时间为27 s,对于7 根铸坯出坯,冷床只需最多动作4 或5 次周期,每次冷床周期可以考虑为36 s~47 s。根据上述条件,在不改变液压系统总体供油能力的条件下,重新对举升油缸、横移油缸、尾部推钢油缸进行了优化选型,并对新选型号液压缸进行流量核算。优化前后油缸规格如表2 所示。
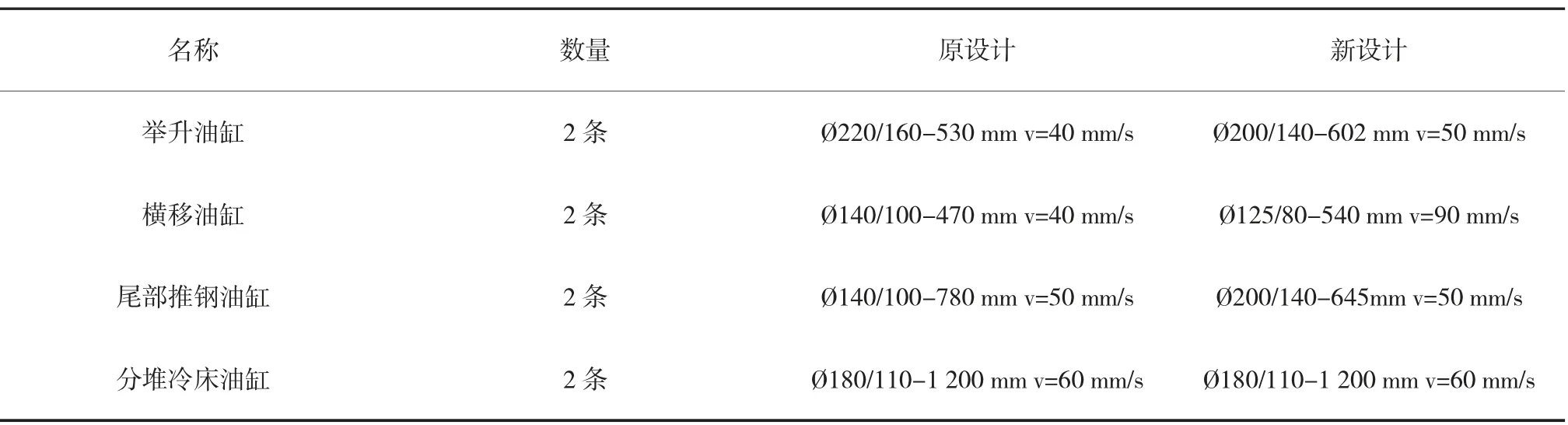
表2 冷床改造前后油缸规格
3.3.1 执行机构速度核算
(1)根据液压系统参数计算主泵最大流量Q总=2×nq=2×1 500×0.125=375 L/min
n:转速(转/min);q:主泵排量(L/转)。
(2)按照冷床动作顺序,液压系统所需最大供油流量为冷床举升油缸上升和尾部推钢油缸同时工作的状态下,其所需要流量Q=Q1+Q2
D:举升油缸无杆腔直径
D:尾部推钢油缸无杆腔直径
Q=Q1+Q2=377 L/min≈Q总=375 L/min(2 台油泵最大理论输出流量)
主泵流量能够满足冷床举升油缸上升和尾部推钢油缸同时工作的最用油需求,另外蓄能器还能补充液压油,补充不足的系统流量,故能够保证一个循环周期36 s 的时间,与铸机拉速相匹配。
3.3.2 分堆推钢与冷床油量核算
(2)36 s 内冷床和尾部推钢用油量
D1:举升油缸无杆腔直径;D2:举升油缸有杠腔直径;l1:举升油缸行程;
D3:横移油缸无杆腔直径;D4:横移油缸有杠腔直径;l2:横移油缸行程;
D5:尾推油缸无杆腔直径;D6:尾推油缸有杠腔直径;l3:尾推油缸行程。
(3)36 s 内蓄能器最多可储存油量为:A=A1-A2=225 L-145 L=80 L。
(4)36s 近似分堆推钢1 次来回所需油量为:

D7: 分堆油缸无杆腔直径;D8: 分堆油缸有杠腔直径;l4:分堆油缸行程。
结论:36 s 内蓄能器最多可储存油量为80 L,小于36 s 分堆油缸推钢1 个来回所需的99 L 油量,99÷80=1.24,综上所述如果蓄能器36 s 内要储存99L 油, 要1.3 个周期的存储才能满足分堆推钢一次,所以分堆冷床不能与冷床同时工作。
通过核算,优化后举升油缸、横移油缸、尾部推钢油缸能够满足步进式翻转冷床36s~47s 运行周期;主泵系统流量也能够满足优化后系统所需的流量。
4 结语
通过技术改造,5#连铸机步进式翻转冷床的动作平稳,运行周期能够满足连铸机设计的拉速要求,冷床出现的设备故障明显降低,减少了备件以及油品的污染消耗,为连铸机的连续生产提供了可靠的保障。在液压系统维护保养上还要注意一下方面。
(1)该液压系统为比例调节系统,对油品清洁度要求NASA 6 级,要定期更换高压过滤器、回油过滤器、循环过滤器滤芯;
(2)定期对油品取样化验,掌握油品运行状态,若出现不合格及时采取措施。
(3)保持设备卫生,发现渗油、漏油及时处理,避免扩大化。
(4)对系统压力、油温、液位点检检查,发现问题及时查找原因处理。
(5)检查蓄能器压力至少一年一次,压力不足尽快补充气体压力,防止皮囊击穿。
猜你喜欢
汽车与驾驶维修(维修版)(2022年8期)2022-09-20
鞍钢技术(2022年3期)2022-06-12
中国金属通报(2021年17期)2021-12-23
天津冶金(2021年4期)2021-08-18
新疆钢铁(2021年4期)2021-03-23
数学大王·中高年级(2020年9期)2020-09-21
安徽冶金科技职业学院学报(2020年2期)2020-08-04
汽车零部件(2018年4期)2018-05-16
安徽冶金科技职业学院学报(2015年3期)2015-12-02
专用汽车(2014年1期)2014-12-10
