变压吸附(PSA)分离技术在炼化厂尾气回收中的应用
2020-08-24 12:54王琼瑶陈宏东周正彪
当代化工 2020年4期
王琼瑶 陈宏东 周正彪

摘 要:重点介绍了针对中国石化海南炼油化工有限公司(以下简称海南炼化)工业尾气排放,依托于变压吸附(PSA)分离技术所设计的一种有效回收炼化厂尾气的新工艺。采用该工艺能获得高纯度的H2,并可将其返回炼化厂重复利用,同时能够利用工业尾气制成食品级CO2。应用该工艺能够获得良好的经济社会效益,值得进一步推广应用。
关 键 词:变压吸附;净化回收;新工艺;炼化厂
中图分类号:TQ 028 文献标识码: A 文章编号: 1671-0460(2020)04-0676-04
Abstract: An effective tail gas recovery process based on the pressure swing adsorption (PSA) separation technology for recovering tail gas emitted by Hainan refinery was introduced. High-purity H2 can be obtained by using this process, and can be reused in the refinery. At the same time, the industrial tail gas can be used to make food-grade CO2 by the process. The process can obtain good economic and social benefits, which is worthy of further promotion and application.
Key words: Pressure swing adsorption; Purification and recovery; New process; Refinery
在我国能源消耗量不断增加的今天,炼化行业取得了长足的发展,在满足人们能源需求的同时,也排放了大量的尾气,加剧了环境污染。据报道,2015年我国炼化行业二氧化碳排放量约占全国总量的22%,且排放量仍在持续增长[1]。如何应用新技术、新工艺、新举措来实现对尾气的回收利用,减少尾气排放已成为我国炼化工业亟待解决的重要课题[2,3]。鉴于此,本文依托变压吸附(PSA)分离技术对海南炼化所排放的尾气进行回收处理,将尾气中所含的低浓度氢回收提纯后,返回炼化生产工艺中使用;将尾气中低燃值的燃料气体进行回收提纯,缩浓成为高燃值的可燃气体后,返回炼化生产工艺中使用;并将工业尾气中二氧化碳提纯制成食品级二氧化碳。
1 项目背景
为响应《京都议定书》中关于签约国减少温室性气体排放的约定,以减少温室效应、保护环境、发展环保产业,海南炼化对排放的四种尾气做进一步的后处理,海南炼化尾气排放组分较为稳定,经过工艺分离、提纯后有较高的回收价值。本文研究项目以海南炼化制氢PSA尾气、PX异构化排放氢、气柜回收干气、以及芳构化排放氢等为原料,通过自主研发的变压吸附分离装置进行回收、分离、提纯、净化,产品为H2、CO2(食品级)、燃料气以及转化炉用燃料气,其中H2、燃料气、转化炉用燃料气采用管道直接输送返回海南炼化,进行重复利用,食品级CO2则向周边地区进行销售。本项目符合国家有关产业政策,并滿足国家和地方的环保要求,实现了对当地资源优势的充分利用,并且因生产成本低,容易形成产业链,保证了项目的效益与市场竞争力。本项目环保、节能减排、循环经济,属国家重点支持的产业,对于推动地区经济可持续发展,带动当地产业发展具有重要意义。
2 变压吸附(PSA)技术
2.1 基本原理
本项目所依托的核心技术为变压吸附技术,即PSA技术。PSA技术的基本原理为:利用吸附剂对不同的吸附介质在不同的分压下具有不同的吸附速度、吸附容量与吸附推动力,且在一定压力之下对混合气体中的各组分具有选择吸附的特性,通过增压来实现对混合气体的吸附分离,通过降压来实现吸附剂的再生,以此来完成对不同气体的分离[4]。
2.2 优点
PSA技术具有的优点主要包括:
(1)能在常温下进行操作,可省去冷却或加热的能耗,因此能耗较低;
(2)所获得产品具有较高的纯度,如利用变压吸附氢装置回收的氢产品纯度可达99.99%;
(3)所采用的工艺流程简单,且具有较高的适应性与可调节性;
(4)由计算机来操控装置,具有较高的自动化程度[5];
(5)装置由计算机专家诊断系统开发应用,可靠性较好,装置运动部件只有程序控制阀,故障率极低;
(6)吸附剂具有较长的使用寿命,通常都在10 a以上;
(7)应用过程中基本不会对环境造成污染,具有较好的环境效益[6];
(8)操作维护简单,开工率较高。
2.3 应用情况
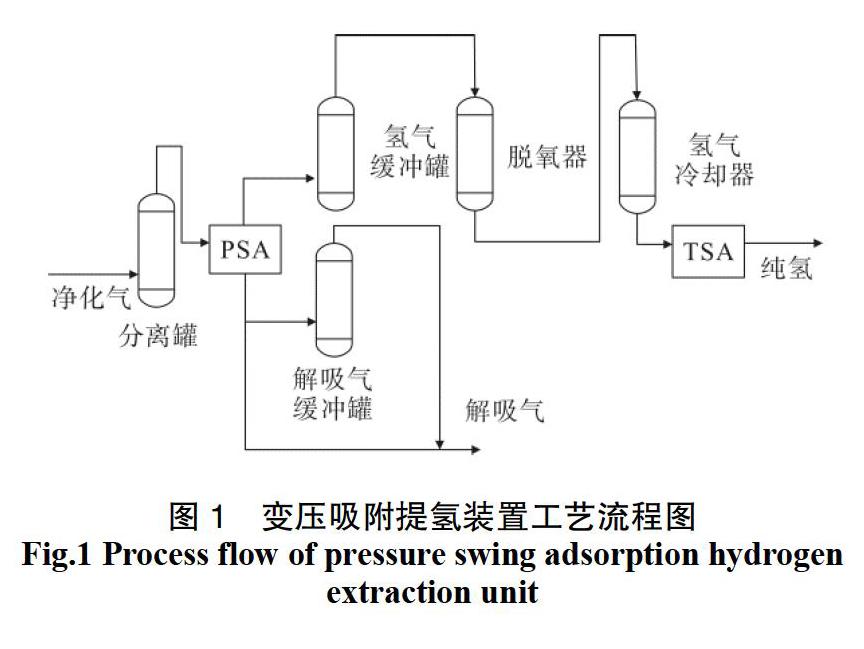
鉴于以上优点,PSA技术被广泛应用于H2净化、CO2回收以及炼化厂工业尾气处理等领域[7]。如图1所示,为PSA技术在H2净化领域的一种典型工艺流程,其通过吸附、均降、顺放、逆放、冲洗、均升与终冲等过程,实现从焦炭净化气中提取氢气的目的,所获得的氢气纯度在90%左右。如图2所示,为在工业中比较常用的一种变压吸附脱碳工艺流程,该工艺通过吸附、均降、隔离、逆放、抽真空、均升、隔离、终升等步骤,能够实现对工业气体脱碳的目的。
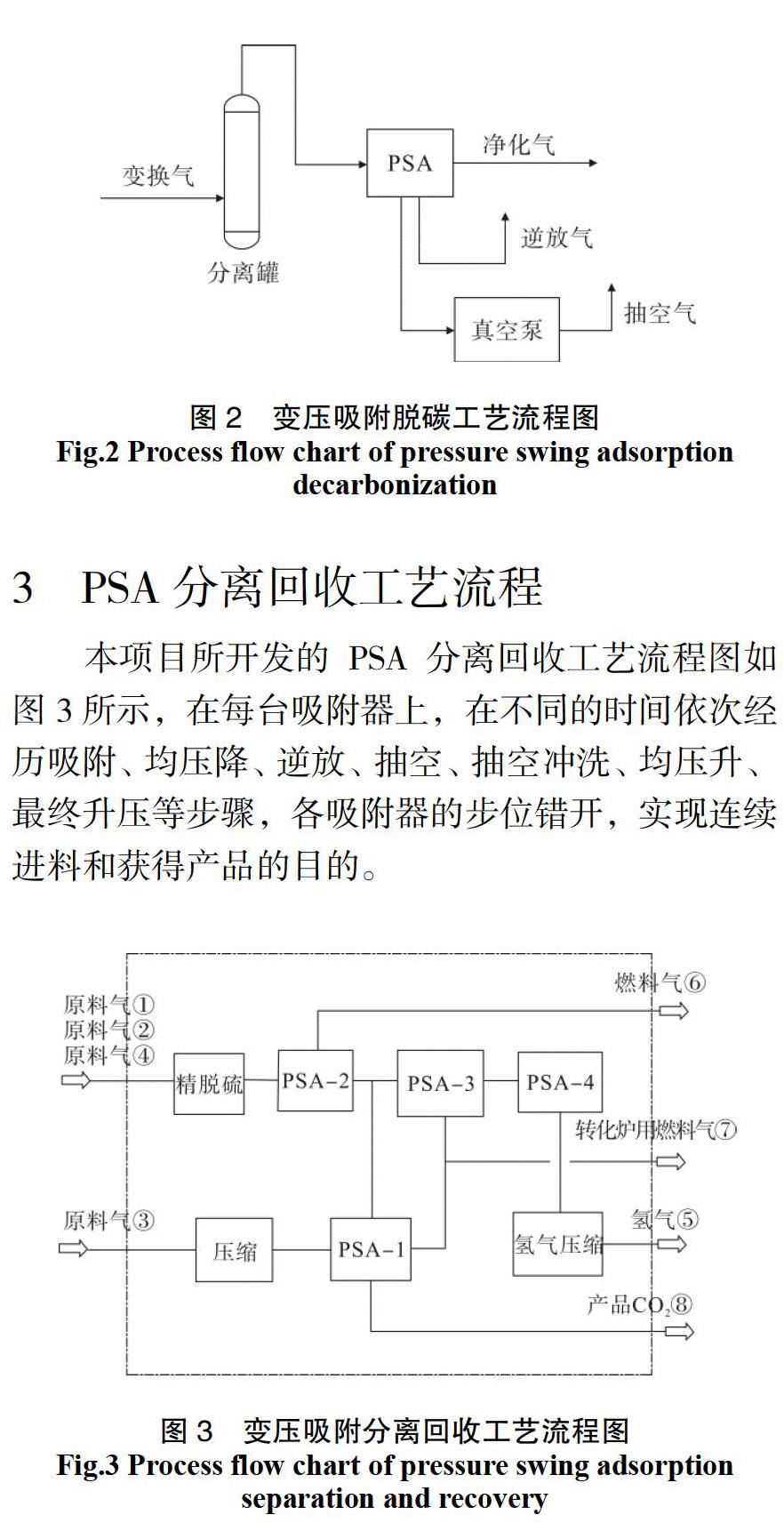
3 PSA分离回收工艺流程
本项目所开发的PSA分离回收工艺流程图如图3所示,在每台吸附器上,在不同的时间依次经历吸附、均压降、逆放、抽空、抽空冲洗、均压升、最终升压等步骤,各吸附器的步位错开,实现连续进料和获得产品的目的。
PSA分离回收的具体过程为:
(1)来至界区外的原料气①(苯乙烯烃化尾气)、原料气②(气柜回收干气)、原料气④(RDS尾气)在原料缓冲罐混合脱硫后,经气液分离器除掉原料气中可能携带的液态物质;
(2)分离器处理后的原料气经流量计计量,在0.42 MPa,40 ℃的条件下通过程控阀进入PSA-2工序,PSA-2工序采用11塔抽空再生流程,在PSA-2工序当中,CH4、CO2、C2、C3等组分被吸附剂吸附下来;
(3)在PSA-2工序中未被吸附的半净化气,从PSA-2出口端通过调节阀进行压力调节并经缓冲罐缓冲稳压后,再进入PSA-3工序进一步脱出其杂质;
(4)在逆放和抽空过程中,从装填于PSA-2工序的吸附剂上解吸下来的高热值解吸气,经缓冲罐稳压后作为燃料气送出界区,同时吸附剂获得再生,进入下一周期的吸附循环,每台吸附器在不同时间依次经历吸附、均压降、逆放、抽空、抽空冲洗、均压升、最终升压等步骤,各吸附器的步位错开,实现连续进料和获得产品的目的;
(5)原料气③(制氢PSA解吸气)在常压下进入本界区,首先经压缩机加压到0.43MPa左右,经气液分离器除掉原料气中携带的液态物质,经流量计计量后进入PSA-1工序,在PSA-1工序采用8塔抽空冲洗再生流程,在PSA-1工序中,大部分CO2被装填于PSA-2工序的吸附剂所选择性吸附;
(6)未被吸附的半凈化气从PSA-1出口端通过调节阀进行压力调节后,与PSA-2出口半净化气经缓冲罐缓冲并混合,其后进入PSA-3工序;经逆放和抽空步骤得到纯度为99%的CO2产品送出界区进行回收利用,同时吸附剂获得再生,进入下一周期的吸附循环;在吸附结束后,有部分顺放气和多余的CO2,作为转化炉用燃料气,与PSA-3工序得到的转化炉用燃料气混合并稳压后送出界区,每台吸附器在不同时间依次经历吸附、均压降、逆放、抽空、抽空冲洗、均压升、最终升压等步骤,各吸附器的步位错开,实现连续进料和得到产品的目的;
(7)从PSA-1工序和PSA-2工序出口得到的未被吸附的半净化气,混合均匀后送到进入PSA-3工序,在PSA-3工序采用12塔抽空冲洗流程,在此脱出剩余的CO2、部分N2、CH4、CO等杂质,经逆放和抽空得到的解吸气回收用作转化炉用燃料气,与PSA-2顺放步骤得到的转化炉用燃料气经缓冲罐混合并稳压后送出界区;
(8)在PSA-3工序未被吸附的气体进入PSA-4对H2进行提纯净化,在PSA-4工序采用12塔抽空冲洗流程,气体中带有的各种杂质均被装填于PSA-4工序的吸附剂吸附脱除,在出口端得到纯度合格的H2产品,经氢压机压缩到2.4 MPa,并经缓冲罐缓冲稳压后送出界区回收使用,经逆放和抽空步骤让吸附剂获得再生,进入下一周期的吸附循环,每台吸附器在不同时间依次经历吸附、均压降、逆放、抽空、抽空冲洗、均压升、最终升压等步骤,各吸附器的步位错开,实现连续进料和得到产品的目的。
4 PSA分离回收工艺的技术指标
(1)原料气
海南炼化所排放的工业尾气包括原料气①、②、③、④(图3)四种类别,其组成分别见表1-4。
(2)产品气
海南炼化所排放的工业尾气,经PSA分离回收工艺处理后得到⑤、⑥、⑦、⑧四种产品气(图1),其技术指标见表5。
(3)装置规模:41 300~43 000 Nm3/h。
(4)装置年开工时间:8 000 h。
(5)吸附剂正常使用年限:≥17 a。
(6)程控阀门机械寿命:≥17 a。
5 PSA分离回收工艺的经济效益
(1)本项目中的产品规模为: CO2 为1×104 t/a,H2为 1.02×104 t/a;
(2)按实施进度计划,项目建设期为18个月。根据行业和本项目的实际情况,生产服务期定为17 a,则整个计算期为19 a;
(3)生产负荷:项目投产第1年达90%,第2年达95%,以后各年为100%的生产能力;
(4)产品价格及营业收入:本项目经济评价是按产品产量等于销售量的盈亏平衡假定条件进行的。CO2销售价格按580元/t计算;H2销售价格按12 820元/t计算,经分析计算项目年平均营业收入为8 800万元,正常年份(达100%设计生产能力)营业收入为9 000万元;
(5)利润分配:本项目平均年度利税总额为1 425万元,增值税及附加为450万元,企业所得税为356万元,税后净利润为619万元。
由此可见,采用海南炼化设计的PSA分离回收工艺对炼化厂尾气进行回收处理,能够获得非常可观。
6 结论
依托于变压吸附分离技术,在传统变压吸附提氢装置工艺与变压吸附分离回收工艺的基础上,设计了适用于海南炼化厂工业尾气综合利用项目计的PSA分离回收工艺,该工艺的创新点主要体现在两方面:一是炼化厂工业尾气经分离提纯后能获得的高纯度H2,并可返回炼化厂进行重复利用;二是利用该工艺能够同时将工业尾气制成食品级CO2。该工艺能够获得可观的经济效益与社会效益,对国内同类装置具有借鉴意义。
参考文献:
[1]吴明, 李雪, 贾冯睿, 等. 炼化企业碳流动与隐含碳排放分析[J]. 现代化工, 2018, 38 (8): 1-3.
[2]姚元宏, 韩文娟, 孙立春, 等. 制氢驰放气优化利用方案的研究[J].当代化工, 2014, 43 (9): 1735-1736.
[3]张雷, 陈玉林, 麻翠云. 脱硫干气制氢工艺的应用[J]. 当代化工, 2015, 44 (5): 1158-1159.
[4]李燃. 变压吸附分离二氧化碳技术的研究进展及其在炼厂气分离上的应用[J]. 当代化工, 2016, 45 (6): 1304-1307.
[5]李旭, 蒲江涛, 陶宇鹏. 变压吸附制氢技术的进展[J]. 低温与特气, 2018, 36 (2): 1-4.
[6]张洪波. 制氢尾气提取CO2的方法概述[J]. 当代化工研究, 2018, 27 (4): 166-167.
[7]董震. 变压吸附提氢工艺的研究与应用[D]. 北京化工大学, 2017.
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
分析化学(2018年8期)2018-11-01
湖南师范大学学报·自然科学版(2017年1期)2017-03-14
佛山陶瓷(2016年12期)2017-01-09
分析化学(2016年7期)2016-12-08
江苏农业科学(2016年6期)2016-07-25
能源(2016年5期)2016-05-14
高中生·职教与就业(2013年3期)2013-05-30