分程控制在压缩机进出口压力控制中的应用与研究
2020-08-24 12:54高韵涵樊星宇
当代化工 2020年4期
高韵涵 樊星宇
摘 要:在众多复杂控制中,分程控制为其中一种,且在石油化工控制过程中应用广泛。结合异构化装置中氢气压缩机进出口压力控制方法,通过对压缩机进出口工艺流程的介绍,阐述分程控制的原理、方法及必要性。为控制异构化反应器中氢气的进料量,采用氢压缩机进出口緩冲罐顶压力、氢气干燥器出口流量为参数,将信号送至控制系统的选择单元。此选择单元与两台调节阀构成分程控制系统,两台调节阀控制氢气回路流量,从而保证反应器内的氢气量恒定。
关 键 词:分程控制;压力;流量;调节阀
中图分类号:TP273 文献标识码: A 文章编号: 1671-0460(2020)04-0692-04
Abstract: As a kind of complex control system, split-range control system is widely used in petrochemical control process. In this paper, combined with the pressure control method of hydrogen compressor inlet and outlet in isomerization unit, the principle, method and necessity of split-range control system were expounded by introducing the process flow of the compressor. In order to control the feed amount of hydrogen in the isomerization reactor, the pressure at the top of the buffer tank at the inlet and outlet of the hydrogen compressor and the discharge at the outlet of the hydrogen dryer were adopted as parameters to send signals to the selection unit of the control system. This selection unit and two control valves constituted a split-range control system, and the two control valves controlled the flow of hydrogen loop, so as to ensure the constant amount of hydrogen in the reactor.
Key words: Split-range control; Pressure; Flow; Control valve
伴随电子科技的不断发展,在石油化工领域自动化系统的普及程度逐年提高,较之传统的单回路控制结构在实际的石油化工装置上已经不能保证其有效性。针对石油化工企业提出的新要求,控制技术也在不断进步,本文所运用的分程控制即是在这种条件下发展出来的一种复杂控制方案。
对于压缩机进出口的压力控制,单纯采用多个单回路控制,很难取得满意的控制效果,也不能及时的发现和反馈问题;而分程控制能扩大调节阀的可调范围,满足工艺过程要求,采用两种或多种手段、介质来进行控制,满足工艺生产不同负荷和开、停车过程对自控要求,从而采用分程控制更为突出[1] 。
1 分程控制系统
1.1 分程控制原理
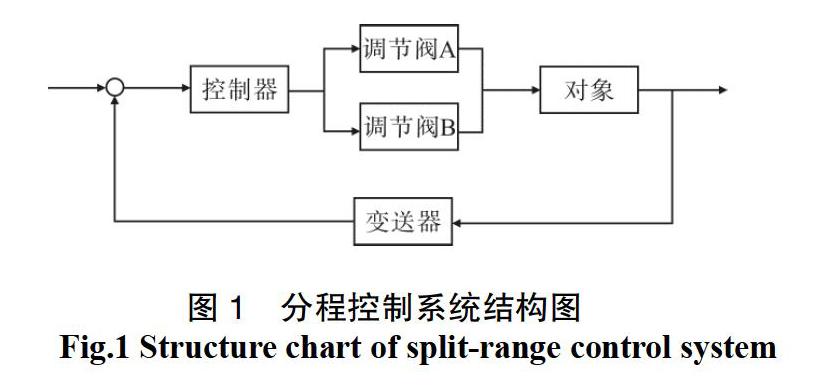
分程控制方案的本质就是改变以往传统的单点控制,引入一点双控的概念,即一个控制器同时控制两台或多台被控对象的一种回路控制方案。与以往的控制方案相比较,分程控制在一个控制输出条件下对同一信号或不同信号,通过规则加以区分信号段,利用不同信号段作为不同被控对象的控制源,从而实现以一控多的目的。如图1所示[2]。
图1表示了分程控制系统的简图。图中表示了一台控制器去操纵两只调节阀。为了分程目的,需借助于附设在每个调节阀上的阀门定位器。借助于它对信号的转换功能。
1.2 分程控制方案
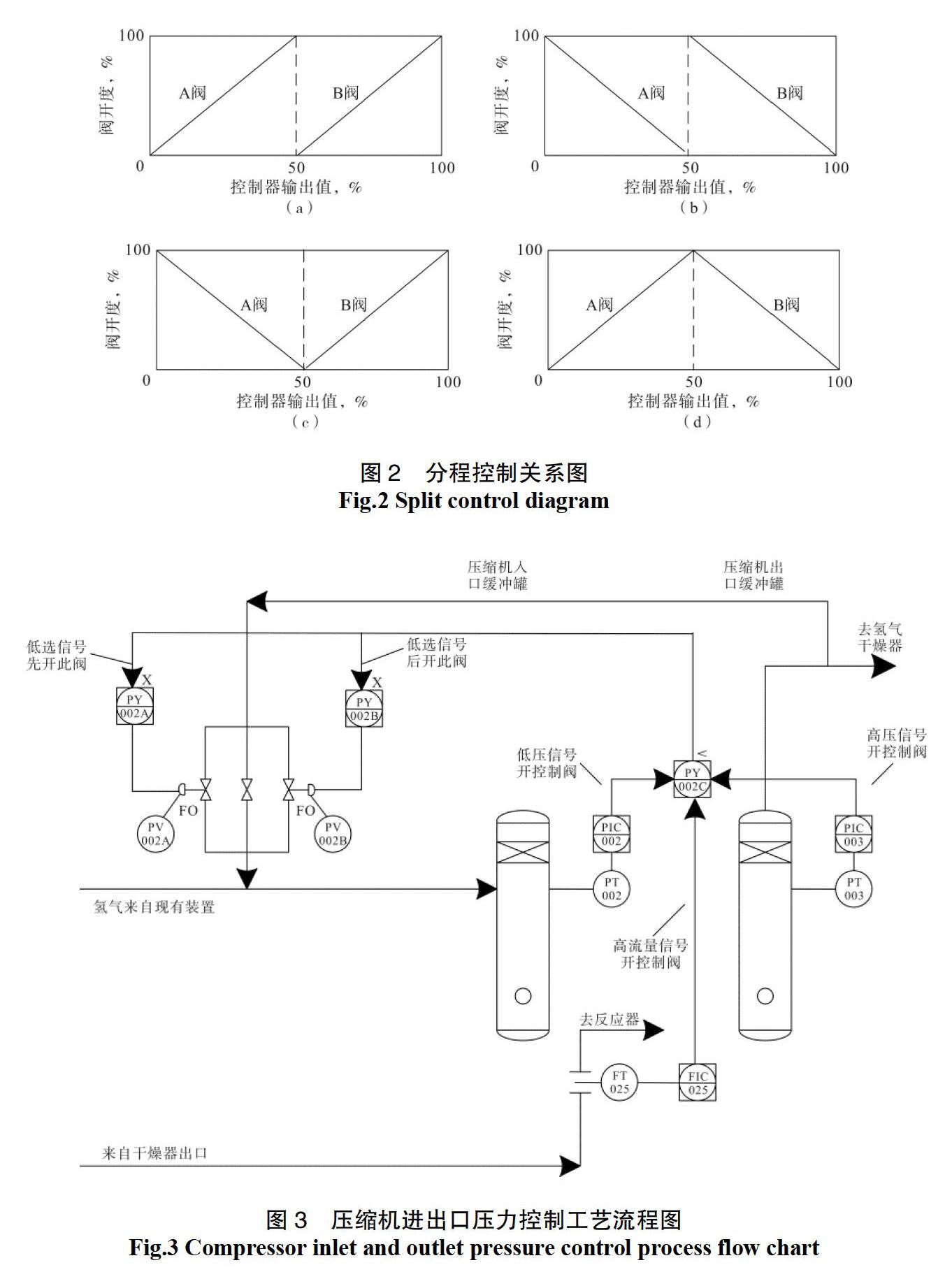
分程控制系统的实施方案,是解决控制器与调节阀的工作配合问题。调节阀一般为气动阀门,输入控制信号一般为20~100 kPa,工作形式共分两种,一种是气开,另一种是气关。如图2所示,分为以下几种情况[3] :
分程控制方案中,阀门的开闭形式,可分为同向和异向两种,同向和异向的选择,由工艺的需求而确定。
设计分程控制有两方面的目的:一是为扩大控制阀的调节范围;二是满足工艺上操作的特殊要求。
2 分程控制在压缩机进出口压力控制中的应用
2.1 工艺流程介绍
本文所提的压力分程控制应用于临氢异构化工艺中,此工艺过程是将来自石脑油分离装置的轻石脑油与经压缩机和干燥器处理后的氢气送入反应器进行反应,生成高辛烷值的异构化油品。为了防止压缩机对其入口缓冲罐抽真空,避免压缩机振荡,保证氢气的进料量,在压缩机进出口缓冲罐顶设压力控制,氢气干燥器出口设流量控制,并将三个参数同时送入DCS控制系统低选单元。当选择器确认了主控制器后,主控制器与两台调节阀构成分程控制。当压缩机入口缓冲罐顶压力低时,PV-002A 打开,补充入口缓冲罐的氢气量,使压力回升,如果PV-002A阀全开仍不能使压力恢复正常,则PV-002B打开,使氢气进料量继续快速增加;当压缩 机出口缓冲罐压力高,或干燥器出口流量增大时, 为了防止压缩机振荡和反应器氢气进料量过多,PV-002A打开,若PV-002A全开仍不能让压力或流量恢复正常,则PV-002B打开。工艺流程如图3所示。
2.2 分程控制的实现
传统分程控制的实现方法是通过附在调节阀上的阀门定位器,给控制器的输出信号进行分段,每个区间段内的信号变化分别通过阀门定位器去带动调节阀做全程动作,这种形式被称为“硬分程”。但这种分程控制会存在一些问题:
(1)硬分程是通過调节阀上的阀门定位器,使量程范围发生改变,从而实现分程控制。但在生产装置中,现场需要根据分程控制中的每一段输出信号,进行调节阀调校,调校工作既错综复杂又浪费时间,而且维修十分不便。
(2)在现场还有可能会通过人为调整调节阀的阀门定位器来实现分程控制,但这样人为的调整,有可能会产生错误,不能进行分程控制。
现在DCS集散控制系统生产装置中的应用十分重要,分程控制可以通过控制器在DCS控制系统中组态并输出进行分段来实现,让每个AO点对应相应的调节阀。这种在DCS控制系统中,经过计算实现的分程控制,被称为“软分程”。
本异构化装置就采用了软分程的方式实现了分程控制。在氢气压缩机进出口压力的控制调节过程中,调节阀为气关式,阀位显示0%对应控制系统的输出为20 mA, 阀位显示100%对应控制系统的输出为4 mA。选用了一个正作用调节回路PIC-002,两个反作用调节回路PIC-003和FIC-025,三个调节回路共同控制PV-002A和PV-002B两个气关调节阀,阀门定位器选择正作用。PV-002A阀门先动作,PV-002B阀门后动作,三个调节回路输出的信号经过低选器PY-002C选择出主控制器后,则确定了控制器的作用方式。
(1) 当PIC-002为主控制器,控制器为正作用,即随压缩机入口缓冲罐顶压力测量值的减小控制器的输出减小,因为调节阀为气关式,根据定位器为正作用,此时PV-002A阀门经过PY-002A先打开。若PV-002A全开后入口缓冲罐顶的压力还不能恢复,则输出AO信号将继续减小,此时PV-002B阀门经过PY-002B后打开。
(2)当PIC-003为主控制器,控制器为反作用,即随压缩机出口缓冲罐顶压力测量值的增加,控制器的输出减小,因为调节阀为气关式,根据定位器为正作用,PV-002A阀门经过PY-002A先打开。若PV-002A全开后出口缓冲罐顶的压力仍没能恢复,则输出AO信号继续减小,此时PV-002B阀门经过PY-002B后打开。
(3)当FIC-025为主控制器,控制器为反作用,即随氢气干燥器出口流量的升高,控制器的输出降低,此时的阀门动作状态同第(2)条所述的一致。
2.3 分程控制曲线的实现
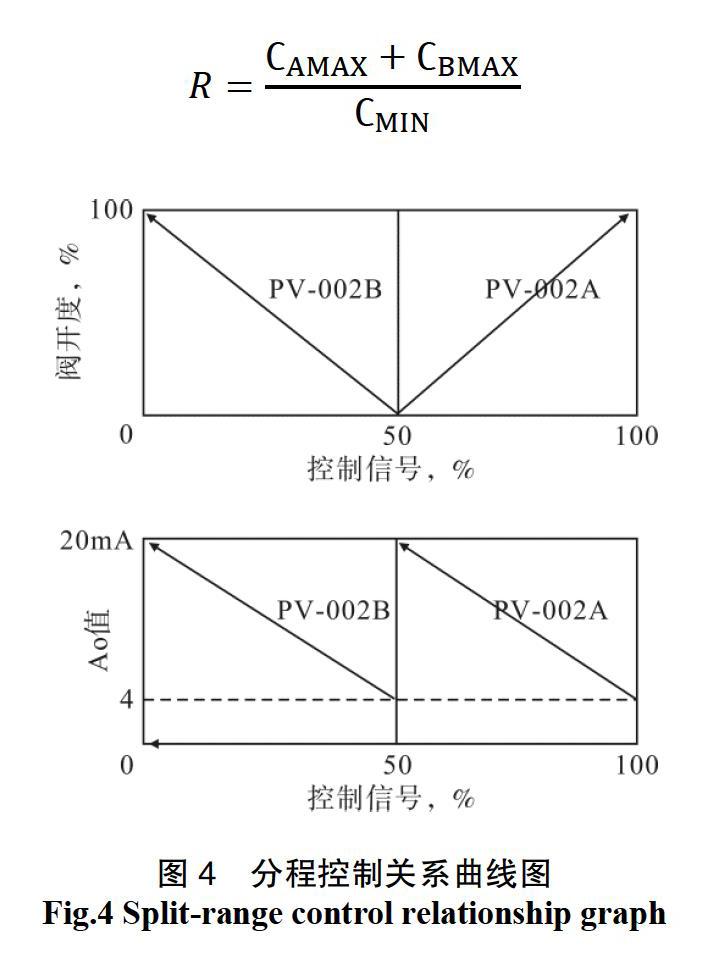
在PID控制中,控制器通过对现场采集的信号和反馈的信号计算后得出控制量,控制系统将控制量设为0%~100%。控制信号输出至调节阀前必须通过D/A转换成4~20 mA模拟信号,驱动调节阀动作。控制信号与标准电信号和阀门开度之间的关系曲线如图4所示[4]。
PY-002A先打开,若PV-002A全开后出口缓冲罐顶的压力仍没能恢复,则输出AO信号继续减小,此时PV-002B阀门经过PY-002B后打开。
3 分程控制效果
分程控制中,调节阀PV-002A的最大流量设为?_AMAX,最小流量设为?_AMIN;调节阀PV-002B的最大流量为设?_BMAX, 最小流量设为?_BMIM。由于两个调节阀的选型相同,所以两阀的可调比RA=RB。在整个控制过程中,调节阀动作相同且A阀、B阀并联,因此分程控制过程中可以看成是一个调节阀的控制,其组合可调比应为组合的最大流通能力与最小流通能力之比[5] [6],即:
R=(?_AMAX+?_BMAX)/?_MIN
国产柱塞型阀门的固有可调范围一般为R=30,对于化工生产过程中的绝大多数场合,采用R=30的调节阀已经足够满足生产要求。但通过分成控制,可将两阀门组合一起将可调范围扩大至60,可见,此分程调节阀的可调比大于任一个调节阀的可调比值,从而改善了调节阀的工作特性,提高了系统的控制精度。
使用分程控制,可获得扩展可调范围的效果,但是从流量特性来看,还存在着从A阀门到B阀门流量变化平滑过渡的问题。假定两阀门为线型阀,两阀门组合在一起时,总的流量特性会在分程位置处出现大转折,呈严重的非线性。为了实现圆滑的过渡,可采用两只等百分比特性的分程阀门以实现总的流量特性为等百分比特性。如果系统要求阀门的流量特性为线性,则可通过添加非线性补偿环节的方法将等百分比特性校正为线性。
4 结 论
本异构化装置中,氢气压缩机进出口压力控制采用分程控制系统进行调节,通过改善调节阀的可调比实现了对氢压缩机进出口压力的有效调节,较好地控制了异构化反应器中的氢气量,有效地保护了催化剂,为异构化油品的顺利生产打下了良好的基础。
参考文献:
[1]李凤.分程控制在氯乙烯精馏尾气排放压力控制中的应用[J].新疆化工,2007(4): 22-24.
[2] 赵练奎.浅谈化工过程控制技术[J].化工管理,2016(24):66-72.
[3] 冯晓玲.关于分程控制系统的研究[J].自动化与仪器仪表,2012(6): 1-2.
[4] 陈小新.分程控制系统的应用[J].石油化工建设,2019(S1):58-60.
[5]杨纪伟. 调节阀的可调比特性分析[J].阀门,2000(5):11-14.
[6]段国旺.改善催化再生器压力仪表控制质量提高能量回收机组发电[J].当代化工,2012(5):468-470.
猜你喜欢
中原商报·科教研究(2021年6期)2021-05-13
课外生活(小学1-3年级)(2020年2期)2020-03-09
中国电气工程学报(2019年20期)2019-09-10
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
数码设计(2018年15期)2018-10-20
科学与财富(2018年19期)2018-08-20
科学与技术(2018年13期)2018-04-25
科技创新导报(2017年2期)2017-04-12
中国高新技术企业(2015年9期)2015-04-02