
防腐施工技术在浙江LNG接收站项目中的应用
2020-08-31 05:41汪海峰
机电信息 2020年18期
摘要:防腐工程是石油化工行业施工中至关重要的一项工作,可提高钢构的稳定性,避免由于钢材的腐蚀而造成施工质量事故,延長设施使用年限,最大化减少使用过程中的检维修费用,为设施长期稳定运行提供保证。鉴于此,对浙江LNG接收站项目中防腐工艺的应用进行了简单探讨。
关键词:抛丸;喷砂;附着力;漆膜厚度;拉拔试验
1 工程概况
1.1 工程基本情况及范围
浙江LNG接收站项目是一个典型的防腐施工技术项目,位于宁波市北仑区白峰镇中宅村,包括接收站工程和港口工程两部分。一期工程建造目的是建设与3座160 000 m3液化天然气储罐配套的工艺处理和公用工程设施,主要工作包括管道及其支架和部分钢结构的油漆、LNG储罐混凝土防腐以及现场设备及附属设施的补漆。
1.2 主要施工技术难点
(1)油漆和涂料的类型、系统繁多,容易在使用材料上出现错误;
(2)项目位于海边,环境湿度大、含盐量大,对涂装质量要求高;
(3)作业环境存在诸多安全问题,如各类粉尘较多、有害气体浓度较高等等,因此,该项目对安全管理的要求标准较高。
2 施工工序
具体工艺流程如下:施工准备→材料验收、钢结构移交验收→标志移植→表面处理及检查验收→底漆涂装→干漆膜厚度检测→中间漆涂装→干漆膜厚度检测→面漆涂装→干漆膜厚度检测→标志→附着力试验→油漆修补→总验收。
2.1 施工前准备
(1)施工前,涂漆施工方案已经过业主审批,然后需要进行技术交底,交底对象主要是指施工和质检人员,交底工作由专业技术人员负责;
(2)所有油漆作业和质检人员必须参加油漆厂商组织的培训,合格后方可上岗;
(3)技术交底文件需要及时进行存档,以便将来检查;
(4)检查施工用的各种工机具,经检查并贴上相应色标后方可使用。
2.2 材料验收、钢结构移交验收
(1)检查涂料的数量、型号、颜色,确保这些指标符合标准及设计文件的要求,另外,还需要核查质保书、合格证等资料;
(2)对钢构件的数量、规格等指标进行核对,查看这些指标是不是符合设计标准;
(3)防腐材料进场后,需要对其进行检验,验收合格之后填写报验资料,提交监理及业主审批,审批通过后方可使用。
2.3 标志移植或保护
表面处理前,对构件的标志进行保护或取下以免遗失或损坏;表面处理完成后,重新标志。
2.4 表面处理
2.4.1 结构性处理
想要钢构件表面喷上的涂料性能达到最佳,应对构件的锐边进行火焰切割,适当修正焊接缺陷,并且焊缝及两侧应当平整,然后再进行喷砂。
(1)焊缝部位:应当将焊接产生的飞溅及时清除干净,确保涂料能够完全覆盖焊接面,防止出现点蚀现象。另外,应当注意飞溅的阴影部分,防止因未涂漆而产生空隙。
焊接温度过高就会衍生焊渣,焊渣利用钢丝刷并不能有效去除,一般需要借助机械方法亦或是喷砂的方法除去。
焊烟,特别是碱性焊条出现的焊烟,因其具有水溶性,往往会出现渗压起泡的现象。焊烟去除方法是清水、溶剂清洗。
焊缝是不规则的,对其进行全面涂刷之后可以发现轮廓的漆膜较薄,并且可以观察到会存在一些漆膜早蚀或起泡的情况。因此,工作人员需要对其进行打磨处理,才可以达到焊缝标准的要求,进而实现涂漆。
焊缝的咬边和气孔是经常出现的缺陷,会影响涂层质量,因为这些缺陷会使得涂料难以渗透填充孔隙,所以,工作人员需要对其进行补焊打磨处理。
(2)自由边和钢材端面:钢构件的自由边很容易产生生锈的缺陷,因为钢构件自由边的涂装厚度很薄。因此,涂装前应将自由边打磨处理至圆角半径R≥2 mm,以利于油漆的涂覆。
钢材端面气割后施工人员常常会忽略打磨,造成端面很不光滑,涂装后容易出现点蚀,并开始蔓延。因此,涂装前应对钢件的端面进行打磨处理。
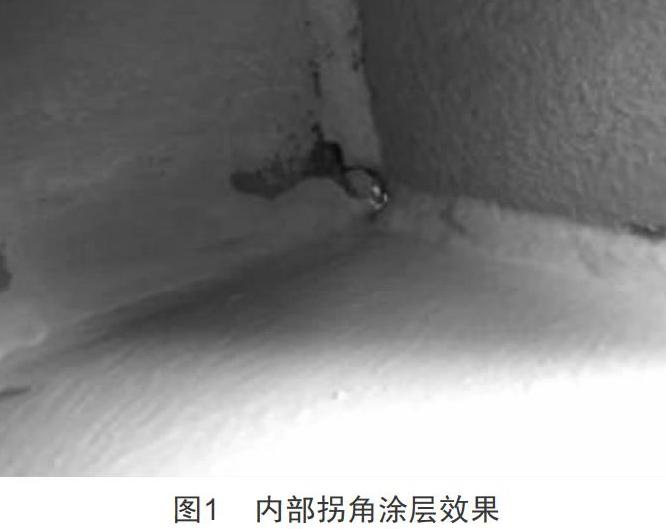
(3)内部拐角:钢结构的内部拐角处需要进行全面打磨,清理干净,才可以避免各类油污、灰尘影响涂层的质量,造成拐角处涂层涂刷不全面、存在缺陷(图1)。
2.4.2 除油和预清理
除油的范围较大,具体包括构件制作的油污、吊运带来的油污、各类设备机加工的油污、探伤产生的油污。对于这些油污都需要进行清理,才可以达到喷砂或抛丸的基面要求。
2.4.3 喷砂或抛丸处理
成批大量的管道和钢构件宜采用抛丸处理,小构件和不宜采用抛丸的构件或抛丸处理不到的部位采用手工喷砂处理(管道焊缝应尽量在预制厂进行手工喷砂,处理至Sa2.5级后涂漆)。
抛丸设备如图2所示。
大多数时候,抛丸钢表面的粗糙度存在两种情况:一是粗糙度过小,将会造成构件的涂层附着力差,影响油漆的整体质量;二是粗糙度大,将会容易产生点蚀,这是因为油漆难以完全覆盖粗糙度的波峰,同时还会进一步提升油漆消耗量。在本项目施工的过程中,要求底漆的粗糙度为40~50 μm,所以,在进行施工时需要满足以下条件:
(1)叶轮一定要在规定的转速范围内运行,同时还需要合理设置钢砂的抛丸量;
(2)调整好钢丸和棱角砂的配比;
(3)钢丸和棱角砂直径一定要设置在ISO 8501 11.124和11.126要求的范围内,磨料颗粒度数值的范围也是如此;
(4)使用喷砂超过一次的设备应装设除尘系统和滤网去除细小污染物,并应按规定间隔进行等级核查,同时增加新砂以保证磨料始终在正确的等级内[1];
(5)喷砂设备应按喷砂工艺流程进行布置,喷砂工艺流程图如图3所示,其中电动空压机设备如图4所示。
手工喷砂设备如图5所示。
(1)保证开放式喷砂操作的喷嘴处压力最佳,即6.3~7.0 kg/cm2。
(2)设备性能、状况良好,可靠、有效接电和接地。
(3)一般保证单个8 mm喷嘴气量不小于6 m3/min。
(4)喷嘴直径≥8 mm,直径小于这个数值的不能使用;喷射角30°~75°,既不能过大,也不能过小;喷距80~200 mm。
(5)保证开放式喷砂用压缩空气无油、无水,避免污染被喷砂构件,喷砂罐如图6所示。
(6)喷砂机要求设备性能良好,安全可靠;附属设备包含很多子构件,如压缩空气软管、喷砂嘴等,均应保证性能。
磨料:可以选择使用金属、非金属磨料,在本项目施工中采用干燥的磨料,磨料钢丸如图7所示,磨料钢砂如图8所示。采用的钢丸或钢砂,大小在1.0~1.2 mm,确保钢材表面粗糙度符合设计和油漆涂层的要求。
喷射用的空压机一定要降低对喷射后钢材表面的污染,保持表面干净,因此,可以使用油水分离器;当构件表面没有处于干燥的环境中并且相对湿度大于85%时,工作人员一定不可以开展喷砂作业。
钢材表面喷砂的质量标准需要满足以下条件:一是达到ISO 8501 Sa2.5级的质量要求,二是必须使得粗糙度为Rz50~75 μm。然后就可以应用压缩空气吹净钢材表面,尽快完成底漆涂刷[2],如图9所示。
2.5 涂装及相关技术、设备要求
2.5.1 严禁进行涂装作业的情况
(1)表面温度小于3 ℃或周围环境的相对湿度高于85%;
(2)作业环境温度低于5 ℃或者高于44 ℃(除非油漆供应商产品允许更高的温度);
(3)可预料的雨雪天气前2 h内。
2.5.2 涂装一般要求
(1)仔细阅读油漆或涂料的使用说明书,清楚产品的类型、混合比、理论涂布量、干燥时间、涂装间隔、可用时间、稀释剂类别和适用面漆类型等信息。
(2)油漆、涂料必须按照图纸的使用要求,把A、B组与稀释剂适当混合,并充分搅拌均匀,手动搅拌方法如图10所示。
(3)每次混合搅拌的油漆必须在使用说明书规定的可用时间内使用完毕。
(4)每层油漆喷涂前都应进行预涂,具体包括型材反面、板材边口、各种孔、粗糙的焊道、不平的表面、型钢端面、自由边、爬梯和扶手、螺丝和螺栓等结构复杂、难以喷涂到的部位。预涂应使用和喷涂相同的油漆。
(5)涂装作业前,应保证构件表面干燥、洁净、无油污。
(6)对前一道涂层的表面缺陷进行处理后,按相同程序依次进行中间漆、面漆的涂装。
(7)所有涂刷均应保证漆膜光滑、厚度均匀,不允许油漆太厚和留下刷痕;油漆应覆盖所有缝隙和边角;应在油漆干之前去掉垂流。
(8)在特殊涂层(不包括无机硅酸锌底漆)施工之前,应对诸如外边角、焊接处、螺栓、螺母、裂缝(不包括镀锌表面)的所有区域进行预涂,以保证这些区域至少具有最小指定厚度以及涂层的连续性。
(9)每遍油漆施工前,应该注意相应油漆使用说明上的涂装间隔,严禁在间隔时间内涂刷下道油漆;一旦超过涂装的间隔时间,需要及时清理,通过砂纸认真打毛,然后再做涂装处理。
(10)管道端部等需涂漆后焊接的区域应在喷砂清理之后进行焊接区隔离处理。防焊膜采用合适的胶带,在焊接区域至少向各面延伸50 mm,涂装后应去除防焊膜[3]。
2.5.3 涂装设备及要求
根据本项目构件的设计标准,采用最佳的喷涂设备、油漆喷枪和喷嘴。手动机械喷涂设备如图11所示。
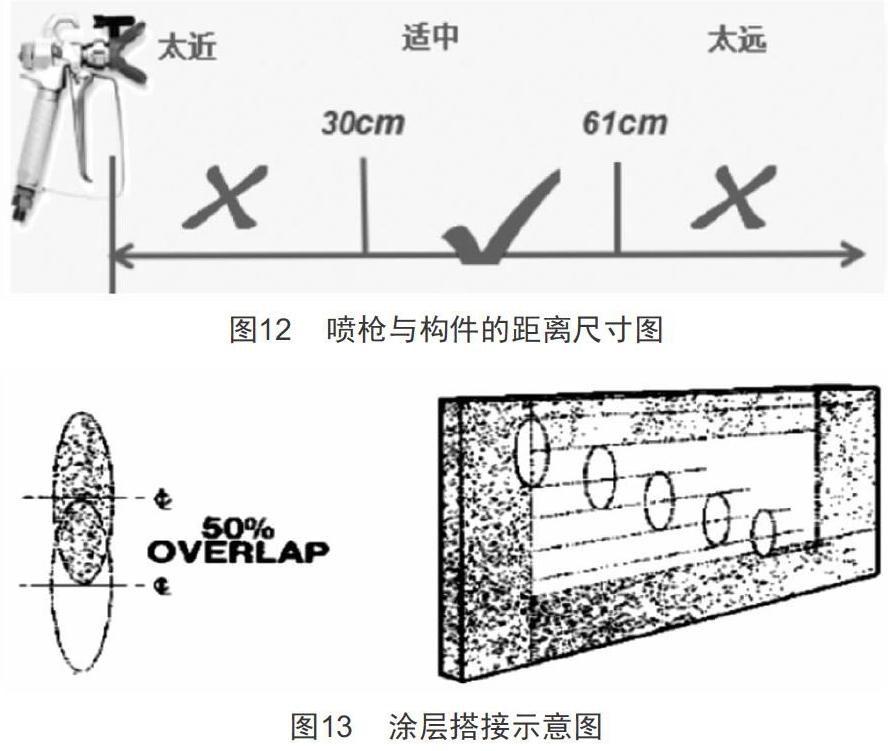
接下来还需要采用最合理的空气压力,油漆喷枪与构件应保持合理的距离,喷枪与构件距离如图12所示。
喷涂时,尽量保持50%的搭接以保证涂层的均匀,如图13所示。
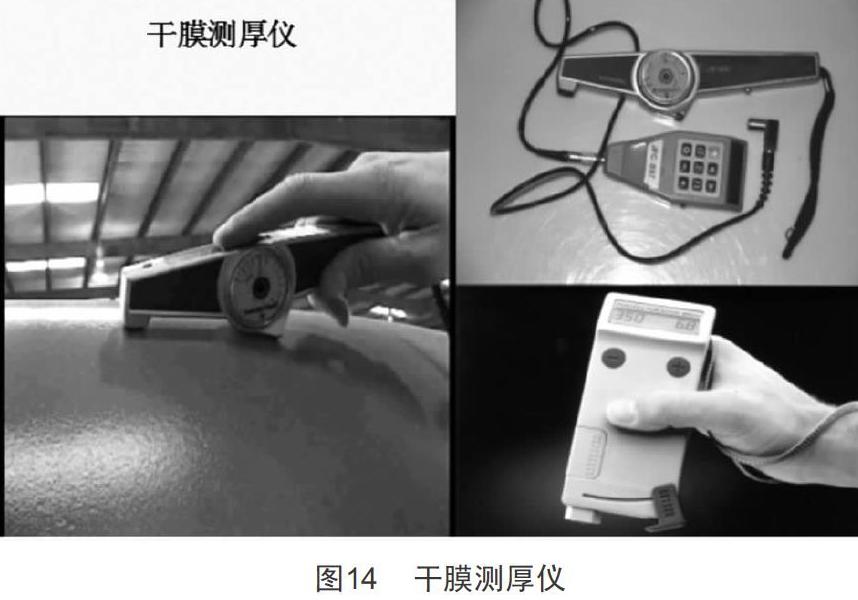
2.6 厚度检测
采用适当的涂装方法尽快对表面处理合格的构件进行底漆涂装,在漆膜表干后进行DFT检测。检测设备及使用方法如图14所示。
2.7 油漆附着力试验
油漆完全硬干后,应进行附着力试验。
(1)划格试验如图15所示。
评判标准如表1所示。
(2)拉拔试验如图16所示。
2.8 涂装修补
(1)钢构件经过一些环节往往会出现漆膜碰坏、损伤的现象,如包装、运输等等,这就需要进行必要的修补,值得注意的是,部分构件必须在现场安装后方可补涂油漆。
(2)缺陷四周的漆膜附近10~20 cm的地方是修补的最佳范围,这样可以确保漆膜的斜度,最大程度确保其平整度。
(3)油漆修补时应严格按照原涂层系统及涂刷程序进行。
(4)注意一些部位是不允许涂漆的,如地脚螺栓与底板、高强螺栓摩擦面、密封的内部;另外,产品铭牌不得涂漆,埋入混泥土的部位同样如此。
2.9 质量验收
本工程防腐涂装工作提前完成,质量验收一次合格,自安装至今6年来未出现任何油漆脱落、设备管道及钢结构等材料生锈、返锈等现象。
3 结语
就建筑工程作用的角度来看,防腐技术占据着十分关键的地位,它关系到工程造价,也与经济效益挂钩,并且对施工质量、壽命也起到关键性作用。特别是化工行业,其由于施工环境的特殊性,对设施防腐要求十分严格。如何提高防腐性能,是现阶段面临的重要课题,我们应充分重视防腐工艺,大力推动防腐技术的应用,鼓励防腐材料和技术的研发和利用,特别是开发研制新型材料和工艺技术,以推动防腐工程技术发展。
[参考文献]
[1] 韩露.天然气工程管理施工以及质量控制的探究[J].化工管理,2018(25):162.
[2] 方永桥.钢结构桥梁除锈防腐施工技术[J].黑龙江交通科技,2018(2):131-132.
[3] 刘一博.浅析建筑工程中的防腐技术[J].低碳世界,2016(7):165-166.
收稿日期:2020-04-24
作者简介:汪海峰(1982—),男,安徽霍山人,注册安全工程师,研究方向:建筑工程施工通风防腐技术运用。
