丝束包装及丝包高度对滤棒压降影响的改进
2020-09-01 06:23柴可梁
技术与市场 2020年9期
柴可梁
(甘肃烟草工业有限责任公司兰州卷烟厂,甘肃 兰州 730050)
0 引言
对于滤棒成型机来说,滤棒压降标准偏差影响到滤棒质量,对滤棒压降控制情况的优、差,对烟支压降造成直接影响。2016年新版《卷烟工艺规范》中,又新增了对滤棒压降指标标准偏差的控制内容,提高滤棒压降控制水平刻不容缓。在实际生产中,由于丝束包装形式和使用形式,会对滤棒压降指标造成不良的影响,在丝束使用过程中,无论使用哪个厂家的丝束,均存在丝束包包装打包压痕、丝束包高度降低两类问题影响滤棒压降质量。如何解决上述两个问题带来的滤棒压降标准偏差控制难度大的问题,提高滤棒产品质量,降低滤棒废品率,成为一个难题。
1 生产现状
1.1 生产原材料
目前滤棒成型车间生产使用的丝束厂家包括安徽双维丝束厂家(规格3.0Y/35000)和南通丝束厂家(3.8Y/32000、3.0Y/32000)。
1.2 生产设备
成型车间ZL26滤棒成型机。
1.3 材料试验及分析
1.3.1 丝束包包装打包压痕的影响
因丝束卷曲能作用,高压压缩的丝束包会产生回弹,导致捆扎的包装带在丝束包的边角处下陷产生勒痕。有勒痕处的丝束之间的拉扯力较大,在制作滤棒时,会导致勒痕处丝束喂入量下降,且不稳定,造成该处滤棒压降偏低,标准偏差较大。
1.3.2 丝束包高度降低的影响
滤棒成型机在生产过程中,随着时间的推移,丝束包的高度不断降低。随着丝束包高度的降低,现场机台人员根据检测出来的滤棒生产数据,需要不断加大成型机喂料比,以补充填丝量,保证滤棒压降在生产规格内。对此,分别统计了成型车间8台ZL26机组,在保证滤棒压降指标的情况下,成型机喂料比在丝包包顶、包中、包底的变化情况,具体如表1所示。
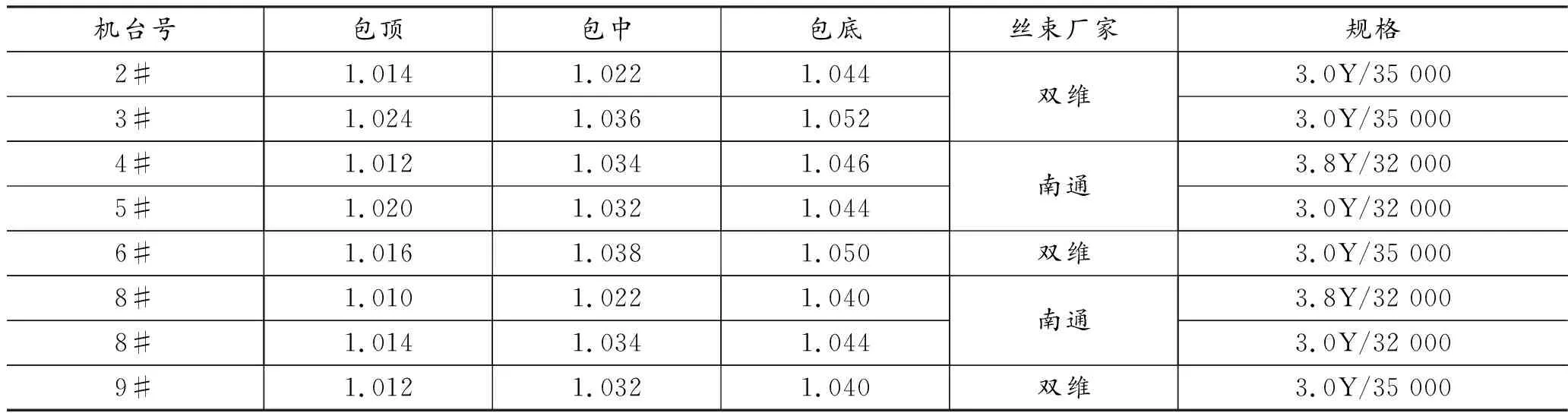
表1 成型车间包顶、包中、包底喂料比统计
由表1统计数据分析得出,随着丝包高度逐渐降低,丝束带的提取距离逐渐加大,悬挂段丝束带自重逐渐增加,加工的滤棒重量会逐渐减轻,导致滤棒压降逐渐下降,操作人员需要及时调整喂料比用以补足滤棒重量降低而引起的滤棒压降降低。因此,丝包高度与滤棒压降之间应该存在线性关系。
在保持成型机参数设置不变的情况下,随机抽取2#机台生产检测数据统计,在丝包高度每隔100 mm间距,测量10支滤棒压降值,求其平均值,收集数据如表2所示。

表2 成型车间2#机组丝包高度与压降统计
由表2数据分析得出,丝束包的高度对滤棒压降有不良影响,在生产过程中随着丝束包高度的不断降低,需要人工及时通过调整成型机生产参数来干预修正。
2 结果分析
丝束包包装打包压痕、丝束带高度降低对滤棒生产质量的影响,总体来讲都是影响丝束喂料稳定的因素,如果通过加装1套吸阻稳定装置,能将丝包勒痕与高度降低造成的影响,在进入成型机前就消化降低,那么,丝带进入成型机后的稳定性将不受丝包勒痕和高度降低的影响,而达到稳定喂料,控制吸阻标准偏差,提高滤棒压降质量的目的。
3 解决方法
通过加装吸阻稳定装置,消除丝包包装及高度降低对滤棒压降指标的影响。
3.1 实现方法
由于丝包包装方式及运行过程中丝包高度不断降低是客观存在的,为消除其影响,只有通过在丝束送丝过程中消除拉扯力。为此,设计一套吸阻稳定稳定装置,通过这个装置将丝束先拉升再送入成型机中,同时在送入过程中通过传感器实时采集丝束的张力,并以此来调节丝束拉升的速度,保证丝束送入成型机时的张力保持在一定的范围内。
3.2 实现原理
滤棒吸阻稳定装置的生产控制方法,包括如下步骤。
1)系统初始化,利用人机交互装置显示数据以及键入控制指令。
2)主控制器对人机交互装置输入的指令、速度采集装置采集的数据以及张力传感器采集的数据进行处理。
3)主控制器根据数据处理结果向伺服驱动器发送驱动参数。
4)伺服驱动器根据驱动参数驱使丝束牵引装置运转,进而控制丝束的传送速度以及丝束的张紧度。
3.2.1 机械电气结构(见图1、图2)
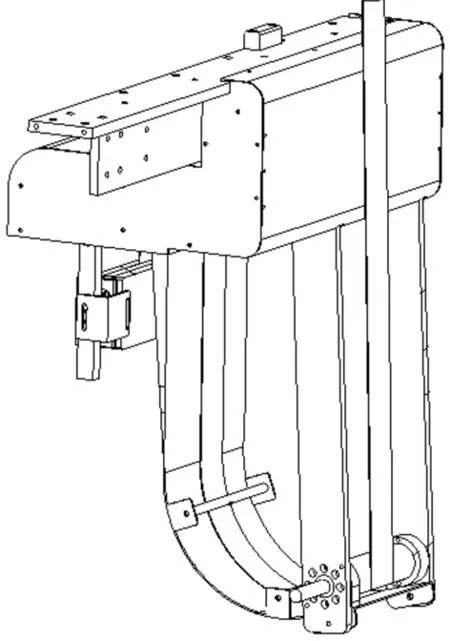
图1 吸阻稳定装置机械结构
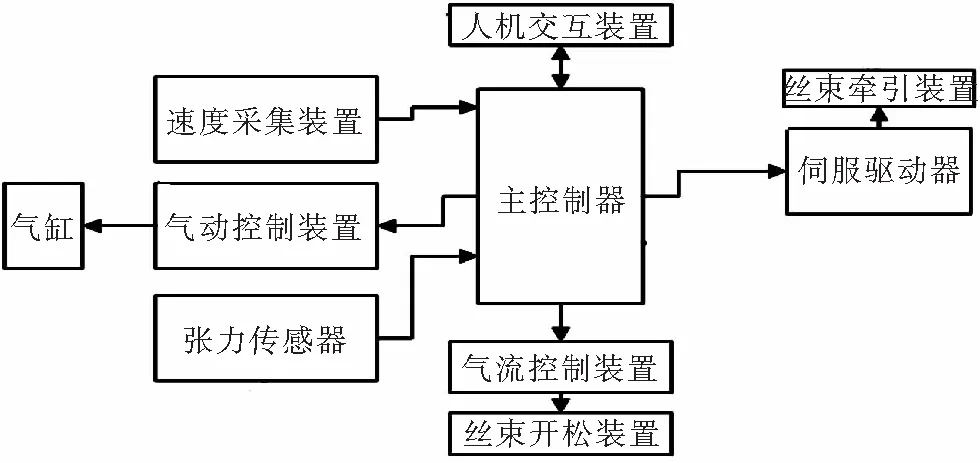
图2 吸阻稳定装置电气结构
3.3 运行数据统计(见表3)
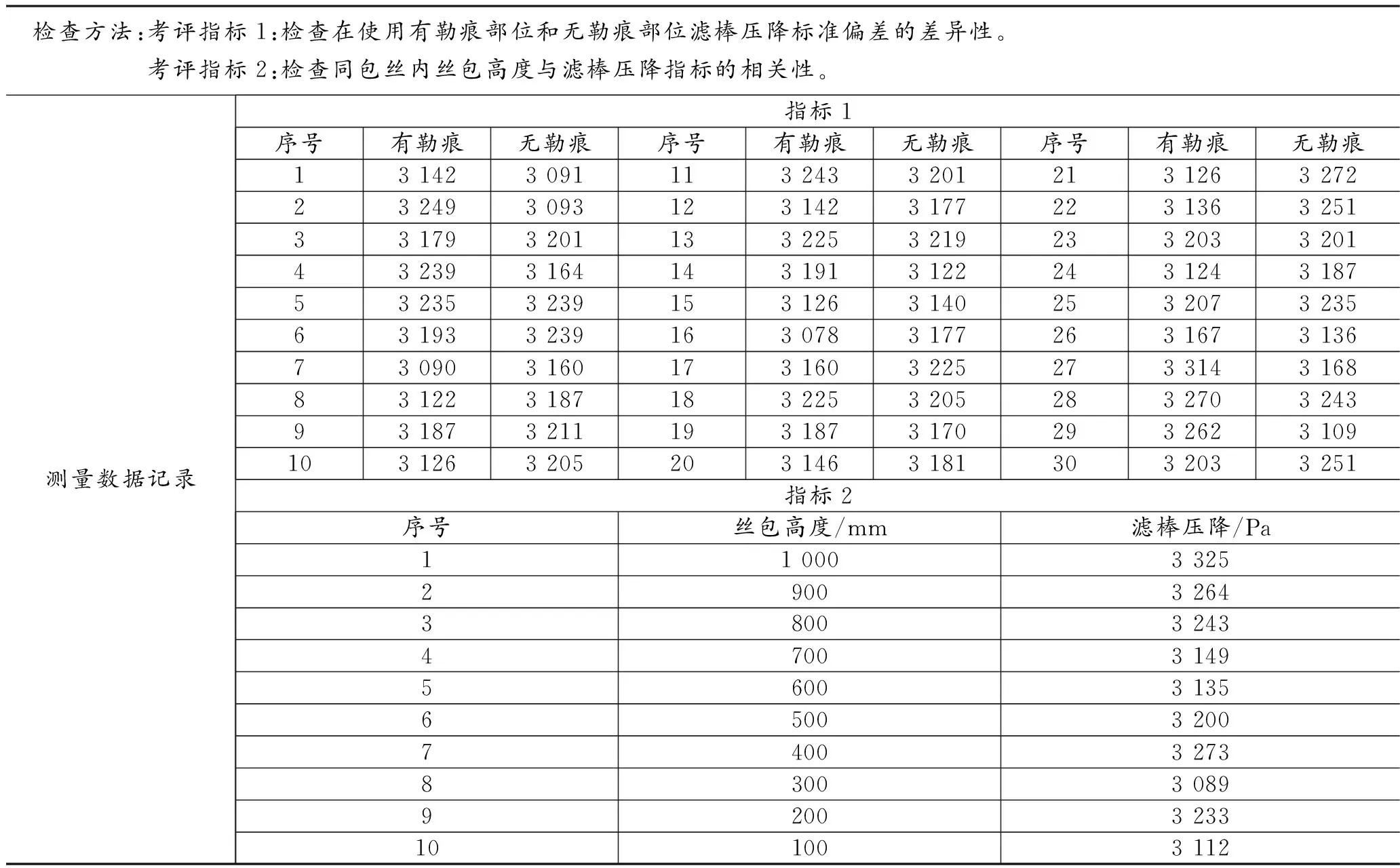
表3 运行数据统计
3.4 吸阻稳定装置考评指标
1)完成后,丝包有勒痕部位和无勒痕部位等方差检验值大于0.05,即丝包有勒痕部位和无勒痕部位的滤棒压降标准偏差间无显著差异。
2)完成后,丝包高度与滤棒压降相关分析结果为不显著,即相关分析结果检验值大于0.05。
3.5 数据分析
1)检查在使用有勒痕部位和无勒痕部位滤棒压降标准偏差的差异性。结果显示F检验P值为0.339>0.05,因此应该接受标准偏差相等的原假设,即说明丝束包有、无勒痕2个水平下的标准偏差无显著差异。
2)检查同包丝内丝包高度与滤棒压降指标的相关性。
应用Mintab软件相关分析结果为:
相关:丝包高度、滤棒压降(改后)。
丝包高度和滤棒压降(改后)的Pearson相关系数=0.580P值=0.079
检验P值=0.079,大于0.05,即认为丝包高度与滤棒压降(改后)的相关性是不显著的。
3.6 结论
安装吸阻稳定装置完成既定的考评指标,可以解决改进吸阻标准偏差的目的。
3.7 效果验证
3.7.1 考评指标1
吸阻稳定装置安装完成后,在5#机组上连续使用10包丝束,在使用至有勒痕部位和无勒痕部位时,分别检测滤棒30支,应用Mintab软件作等方差检验,记录P值如表4所示。

表4 等方差检验P值记录
得出P值均大于0.05,完成考评指标1。
3.7.2 考评指标2
在5#机组上,抽查5包丝束记录丝包位置和相应的吸阻值如表5所示。
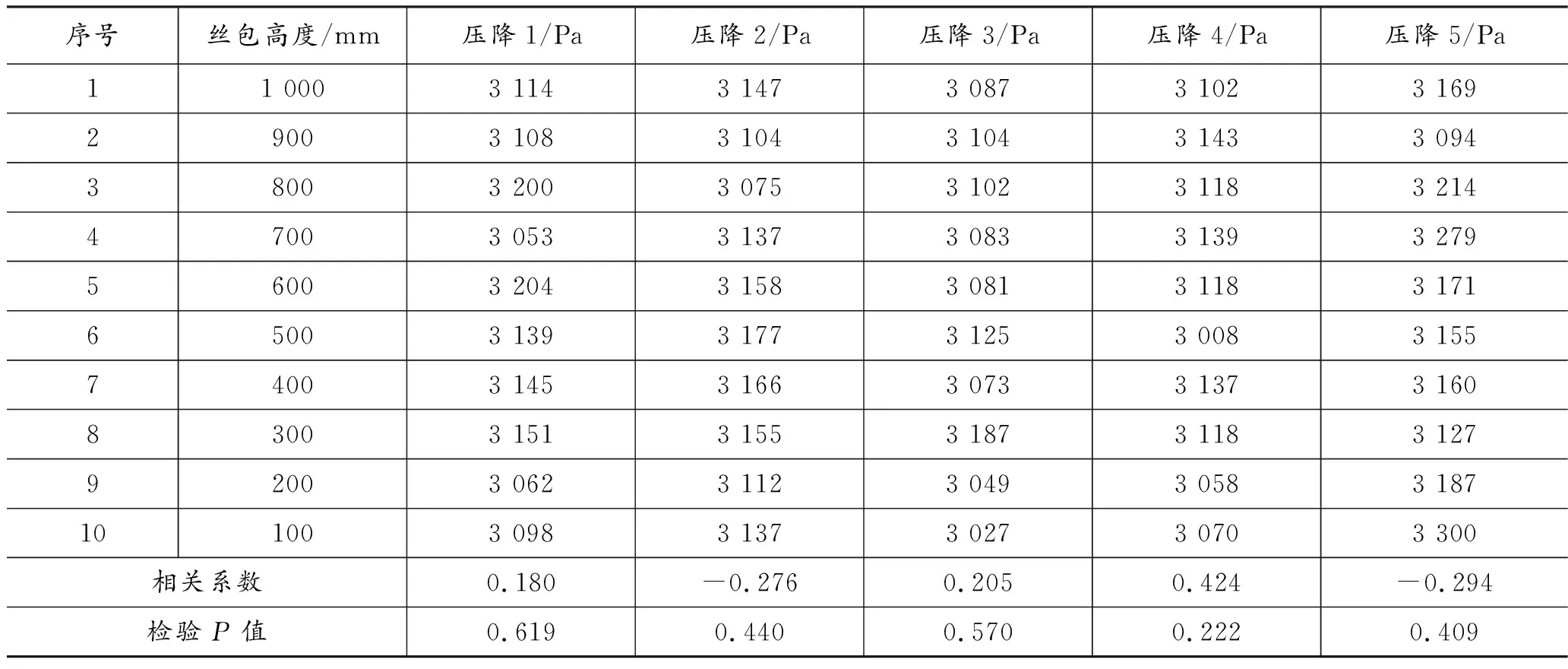
表5 丝包位置与滤棒压降记录
检验P值均大于0.05,丝包高度与滤棒压降的相关性是不显著的,完成考评指标2。
4 结语
丝束包装及丝包高度对滤棒压降标准偏差是客观存在的,通过加装吸阻稳定装置进行改进后,彻底解决吸阻标准偏差控制难的问题,降低了设备运行过程中滤棒压降标准偏差的波动,提高滤棒生产质量的稳定性,提升了产品质量,为后续工序加工的稳定性提供了保障,提升了滤棒质量的过程控制能力。
猜你喜欢
科学技术创新(2021年19期)2021-07-16
设备管理与维修(2021年6期)2021-04-20
科技与创新(2020年16期)2020-11-29
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
科技创新与应用(2017年1期)2017-05-11
制造业自动化(2017年2期)2017-03-20
科技与创新(2016年10期)2016-05-28
吉林农业·下半月(2014年12期)2014-12-25
中国烟草学报(2012年1期)2012-04-09