聚丙烯树脂产品熔融指数影响因素的研究
2020-09-05 10:50赵丽华郑建海
科学导报·学术 2020年80期
赵丽华 郑建海
【摘 要】聚丙烯树脂,是一种结构规整的结晶性聚合物,为淡乳白色粒料、无味、无毒、质轻的热塑性树脂。严格控制聚丙烯树脂产品的熔融指数对保障生产装置质量控制和划转牌号有很大意义。本文围绕分析时样品加入数量、料筒是否压实和氮气吹扫三个方面的影响因素进行探究。
【关键词】聚丙烯;熔融指数;因素
树脂产品熔融指数是代表塑胶产品加工时的流动性数值,又称溶体流动速率。塑料熔体流动速率(MFR)是指热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量(g/10min)。热塑性塑料熔体流动速率受剪切速率的影响,通过对它的测量可以了解聚合物的分子量及其分布、交联程度、加工性能等,用于指导工艺生产、加工和成型过程中的质量控制等研究。但在实际测试过程中由于聚丙烯产品熔体质量流动速率大,操作上的一些细节差异使结果产生较大差异,精密度低,需要反复核查,从而影响分析工作效率。
一、试验部分
1.试验仪器
熔指仪:意大利CEAST公司2014年生产的MF50熔体流动速率测定仪
附件:标准口模、砝码、电子天平、加料工具、漏斗
2.试验样品
试验选用熔融指数范围为20g~28g/10min的聚丙烯产品。
3.试验方法
3.1 试样形状
为确保挤出料条无气泡,试验前将试样按照材料标准进行状态调节,确保料筒中无空隙填充。
3.2 试样测试
在GB/T 3682.1-2018《熱塑性塑料熔体质量流动速率和熔体体积流动速率的测定》标准中规定,选用B法测定熔体质量流动速率时,试验条件为附录B中条件M(温度 230℃,负荷 2.16kg),根据预先估计的流动速率,将3 g~8 g试样装入料筒。装料时,将试样用手持装料杆压实。压实过程应尽可能排出空气,在1 min内完成装料。装料压实完成后,立即开始预热 5 min计时,在负荷作用下,切断料条,料条的长度不应短于10 mm,最好为10 mm~20 mm。丢弃所有可见气泡的料条。冷却后,将保留下来的料条(最好是3个或以上)逐一称量,精确到1 mg,计算它们的平均质量。当活塞杆的上标线达到料筒顶面时停止切断。从装料结束到切断最后一个料条的时间不应超过25 min。
二、结果与讨论
1.样品量选择影响
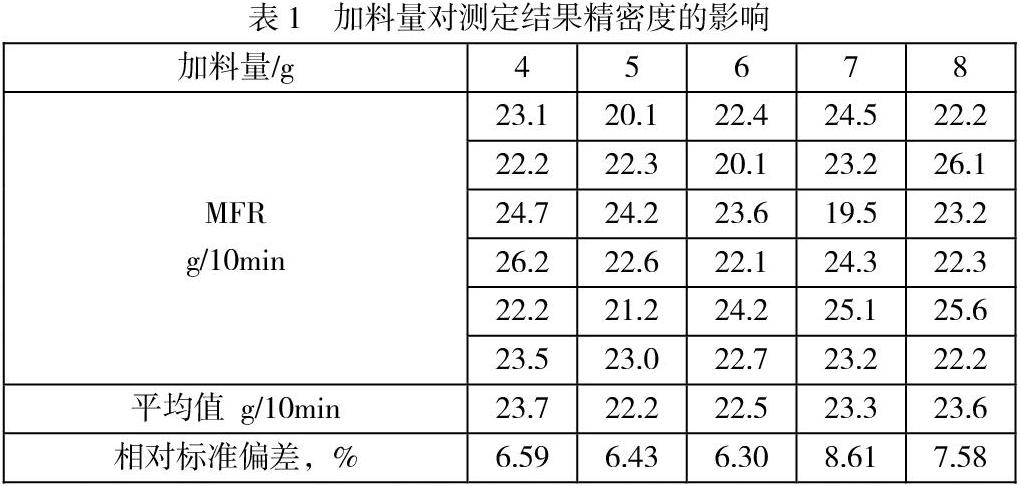
依据GB/T 3682.1-2018《热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》方法规定3g~8g的样品范围,以同批次产品不同加料量(4g、5g、6g、7g、8g)在相同条件下分别测定聚丙烯产品的熔体流动速率值,试验结果见表1。
由表1数据可以看出,加样量的大小导致熔体和料筒的粘附力不同,从而导致结果标准偏差,当加料量为6g时,相对标准偏差最小,测试精密度最好。加料量大于6g时,测试过程中由于料杆活塞起始位移偏大,测定前要预先压出来一部分样品,使测试结果产生误差。
2.料筒压实影响
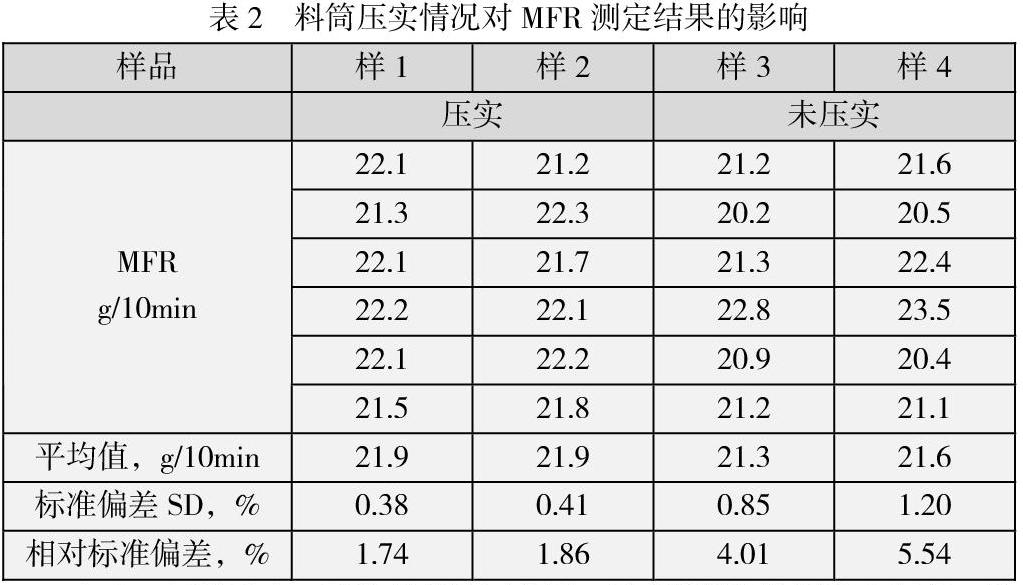
GB/T 3682.1-2018规定,装料时,用手持装料杆压实样料,压实过程尽量将空气排出,在1min内完成装料。在将样品装入料筒后,将样品压实的操作可以将样品颗粒之间的空气排出,使样品在无氧条件下预热,有效地避免样品在预热过程中的氧化降解。由于聚丙烯样品熔体流动速率大,不经压实的测定过程中,在样品颗粒之间空气的氧化作用下,被测样品在高温下降解,熔融快,导致测定结果不平均、离散度高。为考察料筒是否压实均匀情况下的测量值波动情况,分别对同样样品进行了两组试验,每组测定6次。测试结果见表2。
由表2可以看出,预热样品被压实后,得到的测定结果准确度高,标准偏差很小,精密度十分高。而未经压实的样品,由于内部有气泡产生,导致测定结果标准偏差比较大,数据偏小,离散度也较高,可见料筒压实对测定结果有很大的影响。
3.氮气吹扫时间影响
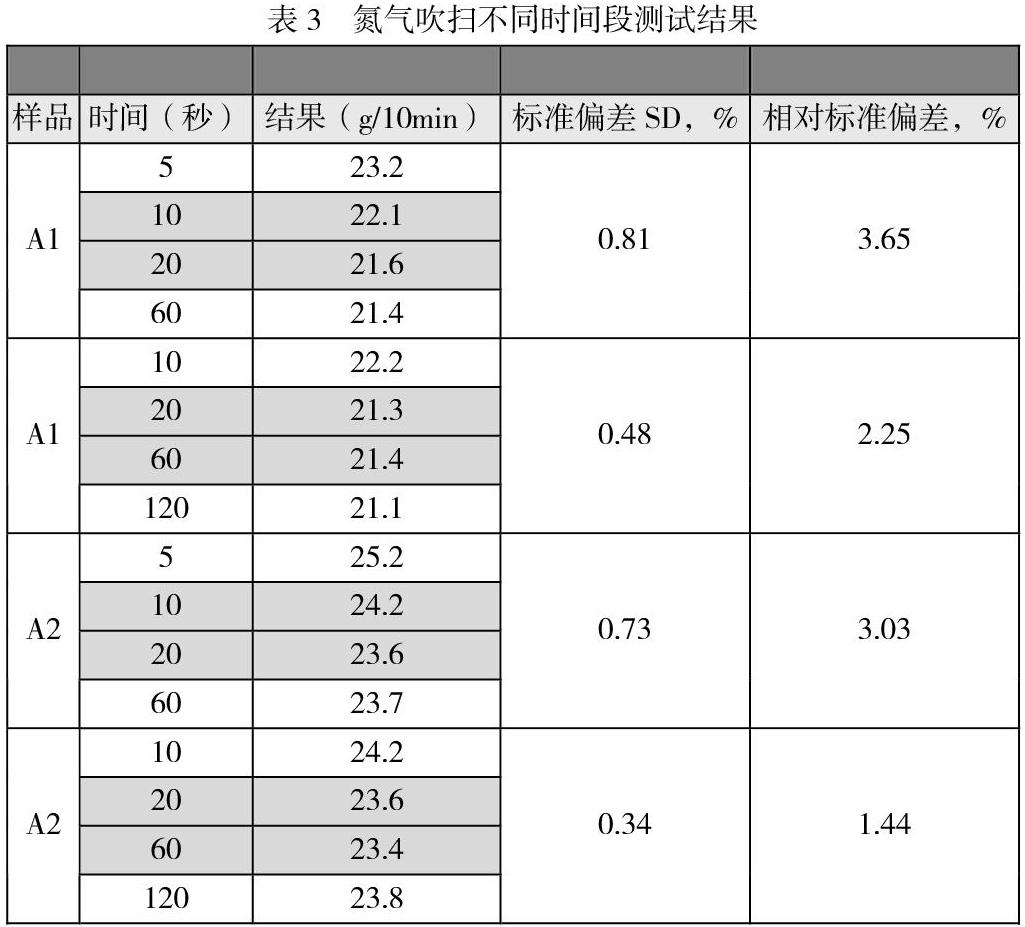
经试验,在加样前对料筒进行氮气吹扫可以减少样品氧化时间,减少降解程度,使样品性能稳定,因此,在同等分析条件下,对样品A1、A2装试样前用氮气吹扫料筒不同时间,分别进行测试,结果见统计表3。
由表3可以看出,样品吹扫时间越长,数据离散程度越小,精密度越好,因此聚丙烯树脂产品分析前用氮气吹扫料筒时间不小于20秒,可以有效降低聚丙烯受热氧化,分子结构稳定,对测试结果影响最小。
4.最佳条件下测试结果
分析人员取聚丙烯产品样品6g,加料前用氮气吹扫不低于20秒,且对料桶压实,将其重复测定6次,试验结果见表4。
由表4可见,相对标准偏差小于5.0%,方法的重复性较好。
三、结论
通过实验可以看出,聚丙烯树脂产品熔融指数测定时样品量的大小、加样后料筒压实情况以及装料前氮气吹扫料筒对测定结果都有一定的影响,可以将这三方面作为影响因素重点关注:
1.加样量在国标基础上最好选择6g;
2.加样后,快速用料杆进行压实,保证装料的均匀性;
3.在加样前对料筒进行氮气吹扫不少于20s。
参考文献:
[1]赵怡.聚丙烯树脂的加工与应用[M].湖北人民出版社,1999
[2]GB/T 3682.1 -2018热塑性塑料熔体质量流动速率和熔体体积流动速率的测定
[3]周维祥.塑料测试技术[M].北京:化学工业出版社,1997:215.
猜你喜欢
魅力中国(2017年16期)2017-07-31
智富时代(2017年4期)2017-04-27
智富时代(2017年4期)2017-04-27
科技创新与应用(2016年36期)2017-02-21
东方教育(2016年21期)2017-01-17
当代化工(2016年8期)2016-07-10
安徽农学通报(2015年10期)2015-06-15