
超高速激光熔覆技术研究现状及其发展方向
2020-09-10 07:22吴影刘艳陈文静陈辉
电焊机 2020年3期
吴影 刘艳 陈文静 陈辉











摘要:超高速激光熔覆技术是近年新开发的表面涂层技术,通过调整激光、粉材和熔池的相对位置,优化了粉体的熔凝形式和能量吸收比例,从而提高了材料沉积速度,获得高效、无缺陷、高结合强度、低稀释率的熔覆涂层,相比于硬铬电镀、热喷涂、传统激光熔覆和堆焊有其独特优势。详细介绍了超高速激光熔覆的技術特点与典型优势;综述了该技术国内外的工艺、组织、性能和数值仿真等研究现状和工业应用情况;基于目前研发的进展,展望了该技术后续的拓展和发展前景;同时指出了目前涂层构件力学基础研究欠缺造成技术应用推广受阻等不足之处。
关键词:超高速激光熔覆;熔覆工艺;绿色制造;涂层
中图分类号:TG174.44 文献标志码:A 文章编号:1001-2303(2020)03-0001-10
DOI:10.7512/j.issn.1001-2303.2020.03.01
0 前言
表面涂层技术广泛应用于航天航空、交通运输以及生产制造等行业。制备的涂层可大幅提高零部件的耐磨和耐蚀性能[1]。由于涂层与基体存在性能的互补,因此涂层零部件往往综合服役表现优良,使用寿命也得以延长。目前,常见的表面涂层制备手段有电镀[2]、热喷涂[3]、激光熔覆[4]和各类堆焊[5]等技术,然而这些手段都有其局限性。电镀技术污染环境,电镀废液的回收增加了其生产成本,近年来欧洲等国和我国都对电镀工业生产进行了限制;热喷涂技术其涂层内部存在1%~2%的孔隙率,涂层与基体结合强度低;传统激光熔覆和堆焊技术在进行大面积沉积作业时效能低、成本高和表面精度低,制约了其推广应用。
为解决这些问题,德国弗劳恩霍夫激光技术研究所和亚琛工业大学于2012年提出了超高速激光熔覆的技术设想,并开展了相关基础研究[6]。后续他们与德国激光器制造企业Laseline公司合作,于2017年推出了超高速激光熔覆设备[7-8]。超高速激光熔覆具有极高的沉积效率、高达90%的粉体利用率和极低的稀释率,因此得到了广泛关注。目前已有生产制造单位采用超高速激光熔覆技术进行了产品的升级换代[9-11]。
本文分析讨论了超高速激光熔覆的工艺技术特点,综述了国内外超高速激光熔覆的研究现状,并展望了其发展前景。
1 超高速激光熔覆特性分析
1.1 超高速激光熔覆技术特点
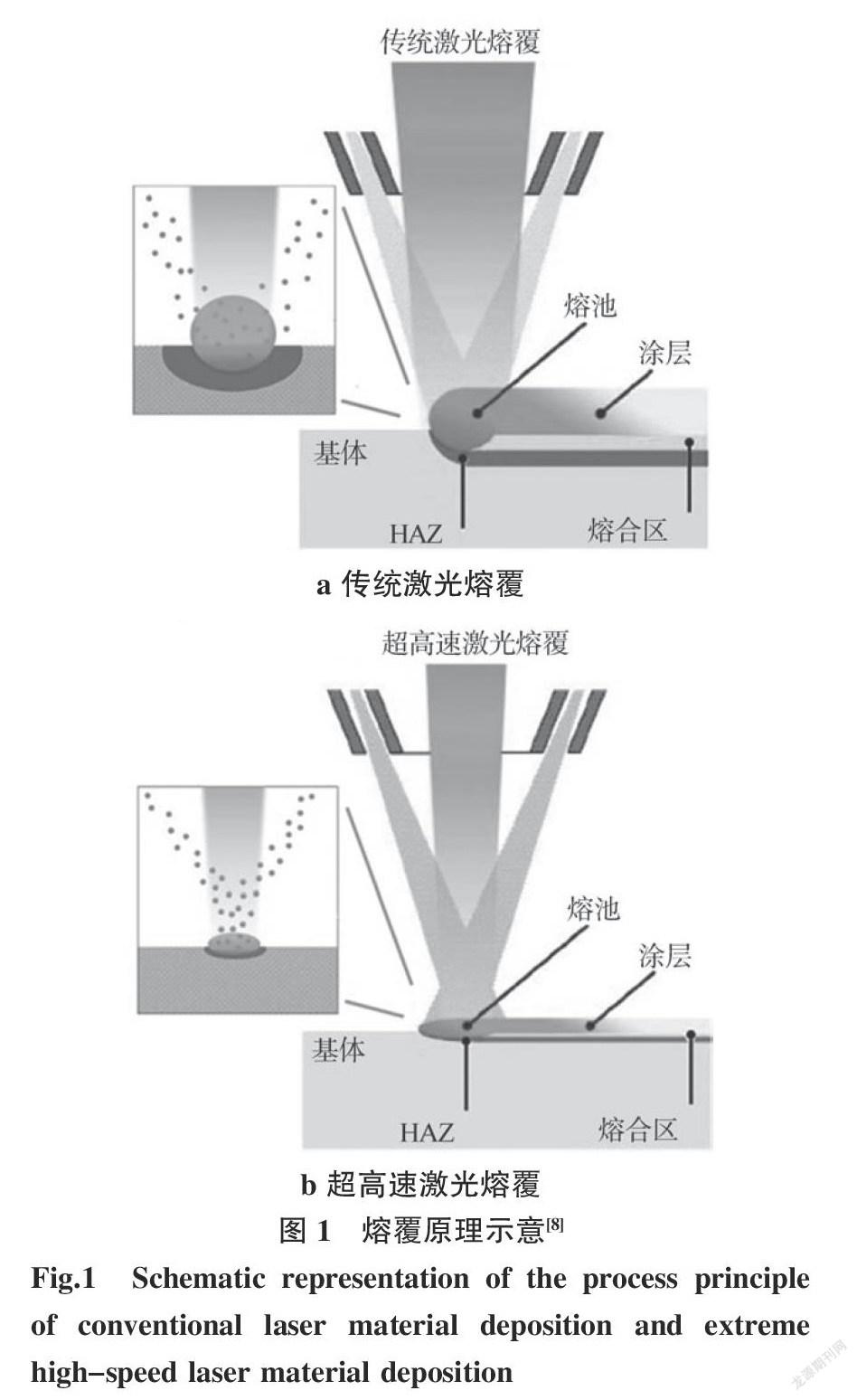
超高速激光熔覆是基于激光热源的一种表面制造技术,其特殊的熔凝形式有别于传统激光熔覆技术。一方面,超高速激光熔覆提高了激光能量密度。传统激光熔覆光斑直径约为2~4 mm,而超高速激光熔覆光斑直径小于1 mm[12],在相同激光能量输入条件下,小光斑区域内激光能量密度更高。传统激光熔覆的激光能量密度约为70~150 W/cm2,而超高速激光熔覆的激光能量密度最高可达3 kW/cm2[11]。另一方面,在传统激光熔覆过程中,未熔化的粉体被直接送入熔池,如图1a所示;而超高速激光熔覆调整了激光、粉体和熔池的汇聚位置,使粉体汇聚处高于熔池上表面,汇聚的粉体受激光辐照熔化后再进入熔池[7-8],如图1b所示。
工艺调整使超高速激光熔覆的沉积速率较传统激光熔覆得到了极大的提升。传统激光熔覆过程中,为使固态粉体材料送入熔池后充分熔化,需要较大的激光能量以保证熔池有较长的存续时间。这导致沉积速率仅为0.5~2 m/min[8],致使加工效率无法提高。此外,传统激光熔覆对激光能量的利用率仅为60%~70%,其中熔化粉体的能量仅占总能量的20%~30%[6]。大的热输入量易形成较大的热影响区。在超高速激光熔覆过程中,固态粉体材料在熔池上方受激光辐照熔化,在重力和载粉气流的作用下进入熔池,无需熔池再提供热量将其熔化,缩短了熔池的存续时间,沉积速率可以提高至20~500 m/min。沉积效能也由传统激光熔覆的50 cm2/min提升至500 cm2/min[7-8]。超高速激光熔覆过程中约90%的激光能量用于熔化粉体,剩余能量用于熔化基体材料,形成冶金结合界面。该能量分配形式对基体造成的热损伤较小。此外,超高速激光熔覆更为高效的激光利用率可以降低熔覆过程对激光总能的需求,使1~2 kW能量输入即可达到传统激光熔覆3~4 kW的沉积效率。这有利于降低激光熔覆的设备成本。同时,独特的激光-粉体匹配设计使超高速激光熔覆粉体利用率达到90%以上[12]。
1.2 超高速激光熔覆技术优势
硬铬电镀是过往被广泛采用的防腐耐磨涂层技术之一。其制备过程是将工件浸泡于铬酸溶液中,通过电化学方式进行涂层沉积。制备的硬铬涂层一般伴随有微裂纹,涂层与基体结合力差,在服役过程中往往出现开裂和剥落现象。由于电镀巨大的耗电量,其利润空间被一再压缩。而生产过程中产生的废气与废液还对环境造成了污染[13]。目前电镀行业已成为夕阳产业,受到欧盟、美国及中国等国家工业部门的严格限制。超高速激光熔覆过程不涉及化学过程,对环境绿色友好,可选用的硬面涂层种类繁多,包括铁基、镍基和钴基等合金涂层,该方法制备的涂层无缺陷,结合强度高,耐用度远高于电镀涂层。目前超高速激光熔覆是替代硬铬电镀的首选技术[7]。
热喷涂涂层沉积速率虽高,但粉体利用率仅为50%。涂层存在1%~2%孔隙率,腐蚀介质可以通过这些空隙对基体造成腐蚀。热喷涂涂层与基体结合强度一般低于150 MPa[14],在重载服役条件下有可能发生涂层剥离现象。而超高速激光熔覆制备涂层组织致密、无气孔,且涂层与基体为冶金结合方式,结合强度高。
堆焊技术可制备高质量无缺陷的金属涂层,如钨极氩弧焊和等离子喷焊,界面为冶金结合,结合强度高,单层沉积厚度可达2~3 mm[15-16]。相比于热喷涂单层25~50 μm[8,17]和传统激光熔覆单层0.5~1 mm的沉积厚度[18-19],堆焊技术沉积效率极高。但是,高沉积效率伴随高能量输入,这会诱发基体材料的组织性能转变和热损伤。超高速激光熔覆技术与部分表面涂层技术的参数对比如表1所示。
分析涂层厚度可知,在50~500 μm厚度范围内涂层并未有技术解决方案。而超高速激光熔覆技术恰能填补这一空白,其单层熔覆厚度在25~250 μm范围内[6,12],且制备的涂层表面光滑,粗糙度仅为传统激光熔覆的10%,只需经过磨削加工便可达到精度要求[8]。采用传统激光熔覆与超高速激光熔覆的表面加工质量分别如图2a、图2b所示。
1.3 超高速激光熔覆技术实现形式
目前,超高速激光熔覆加工对象多为轴类和盘类零部件。通过工件的旋转来获得超高的沉积速率。其运动机构主要由夹持工件的旋转机构和固定激光熔覆头的XYZ三维行走机构两部分组成。超高速激光熔覆系统如图3a所示,其制备过程如图3b所示。由图可知,车床夹持工件旋转达到设定转速后,机器臂带动熔覆头沿工件轴向移动进行涂层沉积。
2 超高速激光熔覆研究现状
2.1 工艺过程研究
弗劳恩霍夫激光技术研究所的Thomas等人[12]针对超高速激光熔覆开展了大量的工艺研究。采用4 kW激光器将IN625和MetcoClad 625F的镍基粉体材料沉积在铬镍合金钢基体上。通过控制激光能量、沉积速率、送粉速率、搭接率和载气流量等变量,研究各参数对熔覆层厚度的影响。其中沉积速率和送粉率与涂层厚度的关系分别如图4所示。可以看出,涂层厚度随沉积速率的增加而下降,并趋于稳定;而增加送粉率则会使涂层的厚度增加。不同工艺参数的涂层厚度范围在约为25~250 μm。山東大族再制造有限公司的谵台凡亮等人[11]通过试验也获得了相似结论。瑞典赫格纳斯公司的Conny等人[22]采用马氏体不锈钢粉体和In625粉体材料进行超高速激光熔覆工艺试验,指出超高速激光熔覆涂层厚度t与送粉率G、激光功率P和搭接率O间存在函数关系,即t=nG/[P(100-O)],其中n为大于0的自然数,如图5所示。这对超高速激光熔覆工艺研究具有重要的指导意义。
超高速激光熔覆粉体在进入熔池前受激光辐照已发生熔化,因此获得粉体的温度场分布尤为重要。波兰弗罗茨瓦夫大学的Koruba等人[23]采用高速摄像机与红外热像仪对喷出粉体的形貌与温度分布进行了采集,如图6所示。通过对比和修正采集的数据,Koruba指出短波红外和中波红外谱带更有利于表征激光与粉体材料的相互作用情况。为确定激光能量的分配比例,弗劳恩霍夫激光技术研究所Thomas[12]和Kelbassa[6]测量了激光通过粉体后能量的衰减,由此获得粉体材料对激光的吸收情况,测量装置如图6c所示。测试结果显示激光穿过粉体后剩余能量随送粉率的增加而减小,随粉体颗粒直径的减小而减小。
2.2 组织与性能研究
哈尔滨工业大学的李俐群[24-25]、北京国家轻量化创新研究院的Shen Bowen[20]和北京交通大学Li Tianci[26]等人采用超高速激光熔覆分别制备了AISI 431不锈钢和AISI 4340低合金钢涂层,并与传统激光熔覆制备的涂层进行比较。对不同制备技术获得的涂层组织与性能进行了评价。
传统激光熔覆与超高速激光熔覆的典型截面金相分别如图7所示。
由图可见,两种方法制备的涂层均无裂纹和气孔等缺陷,且涂层与基体形成了良好的冶金结合。其中超高速激光熔覆涂层搭接密度大于传统激光熔覆涂层,在垂直方向上有多条熔道叠加[24]。这是因为超高速激光熔覆形成的熔池小,熔池的粉末填充量也较小,这样形成的单道涂层具有薄而宽的特点。在此条件下,为了获得足够的厚度并且均匀致密的涂层,必须通过高搭接率来实现,而高搭接率使每一道熔池熔化的区域中只有小部分位于基体上,如图7d所示。因此基体的热输入量显著减少,从而获得极小的热影响区和极小的基体熔化量,还能保证涂层与基体有效的冶金结合。而传统激光熔覆的熔池有很大一部分依托于基体,这就导致基体所受的热辐射量较大,使得很大一部分基体材料进入熔池,造成涂层的稀释,如图7c所示。因此超高速激光熔覆的最大稀释率约为5%,热影响区的范围约为20~50 μm;而传统激光熔覆的稀释率约在10%~20%,热影响区范围170~300 μm[6]。
得益于超快的沉积速率和对基体较小的能量输入,超高速激光熔覆过程的冷却速率也高于传统激光熔覆过程,这有利于涂层凝固过程中的组织细化。传统激光熔覆与超高速激光熔覆AISI 431涂层典型微观组织形貌与主要元素分布如图8所示。由图可知,超高速激光熔覆涂层枝晶组织(见图8d)较传统激光熔覆组织(见图8a)更为细密。主体元素Fe和Cr在超高速激光熔覆涂层中分布均匀(见图8e和图8f)。在传统激光熔覆涂层中,Fe和Cr元素沿枝晶伸长方向呈疏密间隔分布(见图8b、8c),元素存在偏析。因此超高速激光熔覆涂层较传统激光熔覆涂层的组织细密且成分均匀,这有利于提高超高速激光熔覆涂层的综合力学性能和抗腐蚀能力。
超高速激光熔覆技术作为硬铬电镀的替代技术,涂层的抗腐蚀性能是其主要考核指标之一。Li Liqun[25]和Shen Bowen等[20]测试了AISI 431涂层的电化学性能,阳极极化曲线(见图9a)计算可得超高速激光熔覆涂层的腐蚀电流约为0.323 6 μA,低于传统激光熔覆涂层的0.432 2 μA,因此超高速激光熔覆涂层具有更优的抗腐蚀能力。Li Liqun[[25]指出超高速激光熔覆涂层较传统激光熔覆涂层组织更为均匀细密,涂层中Cr元素分布均匀,这有利于富Cr钝化膜的形成,从而提升涂层材料的抗蚀能力。传统激光熔覆与超高速激光熔覆AISI 431涂层的钝化膜生长机理分别如图9b、图9c所示。
目前,对于超高速激光熔覆技术的性能评价主要集中在抗蚀性能方面,对涂层构件力学方面的性能评价仍比较欠缺。北京交通大学Li[26]与Pais Vasco大学的Montes等[27]对超高速激光熔覆涂层自身的拉伸性能进行了测试。但目前鲜有关于涂层与基体整体构件力学性能评价的报道。
2.3 温度场数值仿真
通过上文所描述的超高速激光熔覆制备过程中对温度场的实验测量技术获得的温度分布显然比较粗糙。为了更进一步获取制备过程中空间温度场的细节,在焊接及传统激光熔覆过程中往往会结合数值仿真等模拟技术来获取三维空间的温度分布[28]。传统激光熔覆的粉体直接进入熔池后熔化,因此其数值仿真着重于熔池熔凝过程的研究,无需考虑激光与粉体的作用[29-30]。这显然并不适用于超高速激光熔覆过程。超高速激光熔覆过程中的粉体材料在进入熔池前已与激光作用发生熔化,因此仿真模型还需对粉体在进入熔池前的熔化过程进行考虑。然而粉体熔凝过程的仿真对常规有限元的建模和网格划分较难。北京航空航天大学的Liao[31]采用Hot Optimal Transportation Meshfree方法对粉体尺度的超高速激光熔覆过程进行了仿真模拟,其模型如图10a所示。该方法解决了传统有限元直接模拟激光沉积过程中网格划分、物相变化和热力学边际条件的设定难题,采用无网格化结构,将粉体定义为材料与节点的点阵组合(见图10a左上角)。同时结合控制方程,在无网格化的框架模型下求解超高速激光熔覆过程的变形、温度场和物相变化,其中温度场仿真结果如图10b所示。数值仿真的结果有助于更加深入地了解熔覆过程的机理。
2.4 工业应用现状
2017年德尼兰海洋平台制造商IHC公司率先采用超高速激光熔覆技术替代电镀,用于平台立柱的耐蚀涂层制造。同年,弗劳恩霍夫激光技术研究所子公司ACunity GmbH与北京机械科学研究总院先进制造技术研究中心合作,在中国投产第一台超高速激光熔覆系统,并开展了相关的基础研究和工业生产[8]。2019年德国著名激光设备制造商通快集团也将高速激光熔覆纳入未来产品发展规划。德国博世公司正针对汽车铸铁刹车盘,开发超高速激光熔覆的相应工艺[10]。瑞典金属粉体制造企业赫格纳斯也在开发针对替代硬铬电镀的超高速激光熔覆粉体材料[22]。国内山东能源重装集团大族再制造有限公司[11]、亚琛联合科技有限公司[24]和中科中美激光科技有限公司均开展了对轴类零部件超高速激光熔覆涂层的制备生产工作。综上,超高速激光熔覆技术主要应用在有防腐和耐磨需求的轴类和盘类零件加工上,鲜见将其应用在关键承力零部件上,这与超高速激光熔覆构件缺少力学基础研究、未建立起工程应用的评价体系有直接关系。
3 超高速激光熔覆的发展前景及方向
3.1 超高速激光熔覆过程精度控制
超高速激光熔覆技术目前仍处在推广应用阶段,制备过程中的基础性研究尚不充分,在成型精度和缺陷控制方面仍有许多工作需要完成。
目前,弗劳恩霍夫激光技术研究所及其合作单位正在研发适用于超高速激光熔覆的新型熔覆头及其相应的测控系统[8]。该套系统可精准测量和控制沉积粉体的数量与流速、汇聚粉斑的位置与直径。将收集到的数据进行整合,建立起粉体的三维分布模型;继而开展空间粉体与激光交互作用的研究,获取粉体分布的与沉积效率的规律关系,从而指导熔覆头的优化设计,以获取更小的粉斑直径以及合适的粉体-激光作用时间,提升超高速激光熔覆层的几何精度和产品质量。
上述工作仍在进行中,暂未看到具体的研究结果,但优化的熔覆头原型件已制备出来[10],如图11所示。新型的高精度熔覆头分为内部喷嘴(见图11a)和外部喷嘴(见图11b)两部分,内部喷嘴为固定结构,保证安装精度;外部喷嘴为可替换式。通过调整内外喷嘴的间隙和锥体角度,可实现粉体流量和角度的精确控制。
此外,弗劳恩霍夫激光技术研究所还开发出粉体在线监控系统Powder Jet Monitor,并已在实验室进行测试[10]。該系统可对熔覆过程中的粉体进行断面扫面,获取二维平面上粉体的密度分布,通过三维重构对粉体空间分布进行建模分析,实现熔覆过程的监控。
3.2 超高速激光沉积三维增材技术开发
如上文所述,超高速激光熔覆技术主要应用在轴、盘类工件表面涂层制备,这属于二维曲面增材的范畴。那可否将超高速激光熔覆二维增材技术拓展至三维超高速激光沉积增材技术呢?
目前,典型的三维增材技术主要分为两大类,分别为铺粉式激光选区熔化增材技术[32-34]和激光/电弧沉积式增材技术[35-37]。前者通过激光扫描和铺粉交替作业,实现逐层堆垛式的增材,其采用光斑直径一般在100~200 μm之间,每层沉积厚度约为50~80 μm。因此铺粉式激光选区熔化增材可获得较高的成型精度,但受限于每层铺粉作业的耗时,零件的制备效率难以提升。激光/电弧沉积式增材技术则采用高能量输入的连续激光或电弧作为热源,对填充材料进行熔化沉积,通过空间行走机构完成零部件的几何构型。单层沉积厚度可达2~5 mm,沉积效率高。然而,对沉积过程中熔池形态的控制和成型精度的控制仍是研究的重点与难点,因此其零件的精度较低。综上,目前的三维增材技术难以同时兼顾精度与效率的需求。
综上所述,超高速激光熔覆技术可实现1 mm以下的光斑直径、50~250 μm的单层沉积厚度以及高达500 m/min的沉积速率。配合正在开发中的高精度熔覆喷嘴和在线监控系统,超高速激光熔覆技术能同时满足零件制备的精度和效率要求。然而,要将超高速激光熔覆二维增材技术拓展至三维超高速激光沉积增材技术,首先要解决如何实现熔覆头与工件的高速平面运动。目前,常规的XYZ三轴行走机构和数控机器人难以满足微米级精度的超高速运动。针对这一难点,弗劳恩霍夫激光技术研究所与Ponticon公司联合开发了超高速激光沉积3D打印系统[10]。该系统采用固定式激光熔覆头,通过引入超高速移动平台实现沉积工件的快速移动。此超高速移动平台采用三线性驱动器的并联设计,同时配有惯性补偿机构,以防止系统高速运动下的震动,该系统原型机设计如图12 所示。目前该原型机设计的最大线性移动速度为200 m/min,最大旋转线速度为1 000 m/min,通过层状堆垛构建的三维零件的表面粗糙度约为10~20 μm。可见该系统实现了三维增材技术精度与效率的结合。
4 结论与展望
超高速激光熔覆技术通过调整激光、粉材和基体的相对位置,优化了粉体的熔凝形式,从而提高了激光沉积过程中能量的吸收率和扫描速度。相比于电镀、热喷涂和传统激光熔覆等表面涂层技术,它表现出熔覆效率高、涂层结合强、组织细密以及基体热影响区小等突出优势。然而,超高速激光熔覆技术目前仍处在推广应用阶段。在技术层面,针对其制备工艺和涂层组织性能的基础研究还较为欠缺,尤其是针对粉体材料新型的熔凝模式,仍需要提出新型热源和温度场分布模型,这是后续开展其熔凝过程非平衡动力学、热力学和组织演变研究的基础;在应用层面上,超高速激光熔覆目前主要集中在煤、气、油机和海洋腐蚀平台的涂层防腐上。由于缺乏对动载条件下涂层构件性能的评价和安全评估,鲜有针对关键承载结构上超高速激光熔覆的应用报道。因此,建立超高速激光熔覆构件性能的安全评估体系是其推广应用急需解决的问题。此外,通过设备改造可将现有超高速激光熔覆二维增材技术拓展至超高速激光沉积三维增材技术,能够弥补传统三维增材技术效率和精度的不足,从而拓宽超高速激光沉积技术的应用范围,促进其推广应用。
参考文献:
[1] 秦真波,吴忠,胡文彬. 表面工程技术的应用及其研究现状[J]. 中国有色金属学报,2019,29(9):2192-2216.
[2] 王明亮,杨海燕,李明,等. 电镀硬金的研究现状[J]. 电镀与精饰,2019,41(11):26-34.
[3] 张燕,张行,刘朝辉,等. 热喷涂技术与热喷涂材料的发展现状[J]. 装备环境工程,2013,10(3):59-62.
[4] 姜波,李金朋. 激光熔覆技术研究现状与发展[J]. 科技创新导报,2018,15(32):53-54.
[5] 孟媛媛,任瑞晨,张乾伟,等. 耐磨堆焊合金材料的研究进展[J]. 材料保护,2016,49(2):55-57+61+8.
[6] Kelbassa A. Gasser,W. Meiners,G. Backes,et al. HighSpeed LAM[C]. Proceedings of the 37th International:Ma-tador Conference,2013(8):383-385.
[7] Raykis Oleg. Alternative with a Future:High-speed lasermetal deposition replaces hard chrome plating[J]. LaserTechnik Journal,2017,14(1):28-30.
[8] Schopphoven Thomas,Gasser Andres,Backes Gerhard.EHLA:Extreme High-Speed Laser Material Deposition[J].Laser Technik Journal,2017,14(4):26-29.
[9] 王豫躍,牛强,杨冠军,等. 超高速激光熔覆技术绿色制造耐蚀抗磨涂层[J]. 材料研究与应用,2019,13(3):165-172.
[10] Schopphoven Thomas,Schleifenbaum Johannes Henrich,Tharmakulasingam Sadagopan,et al. Setting Sights on a 3DProcess[J]. Photonics Views,2019,16(5):64-68.
[11] 澹台凡亮,田洪芳,陈峰,等. 高速激光熔覆在27SiMn液压支架立柱上的应用探讨[J]. 新技术新工艺,2019(3):52-54.
[12] Schopphoven Thomas,Gasser Andres,Wissenbach Konrad,et al. Investigations on ultra-high-speed laser material de-position as alternative for hard chrome plating and thermalspraying[J]. Journal of Laser Applications,2016,28(2):022501.
[13] 吴琼,徐小雨. 电镀企业场地污染特征及修复对策[J]. 资源节约与环保,2019(4):123.
[14] 曾泽恩. 织构对超音速火焰喷涂涂层结合强度的影响[D].湖南:湘潭大学,2017.
[15] Sabzi Masoud,Dezfuli Saeid Mersagh,Far Sadegh Moeini.Deposition of Ni-tungsten carbide nanocomposite coatingby TIG welding:Characterization and control of microstru-cture and wear/corrosion responses[J]. Ceramics Internati-onal,2018,44(18):22816-22829.
[16] Baiamonte L,Tului M,Bartuli C,et al. Tribological andhigh-temperature mechanical characterization of cold sp-rayed and PTA-deposited Stellite coatings[J]. Surface andCoatings Technology,2019(371):322-332.
[17] Wang Qun,Luo Sisi,Wang Shaoyi,et al. Wear,erosion andcorrosion resistance of HVOF-sprayed WC and Cr3C2 basedcoatings for electrolytic hard chrome replacement[J]. Inte-rnational Journal of Refractory Metals and Hard Materials,2019(81):242-252.
[18] Yu Jun,Rombouts Marleen,Maes Gert,et al. Material Pr-operties of Ti6Al4V Parts Produced by Laser Metal Depo-sition[J]. Physics Procedia,2012(39):416-424.
[19] 张富祯,孙文磊,王恪典,等. 激光多层熔覆搭接对成型质量的影响[J]. 热加工工艺,48(14):7-11+15.
[20] Shen Bowen,Du Borui,Wang Miaohui,et al. Comparisonon Microstructure and Properties of Stainless Steel LayerFormed by Extreme High-Speed and Conventional LaserMelting Deposition[J]. Frontiers in Materials,2019(6):248.
[21] Piotr Koruba,Piotr Jurewicz,Jacek Reiner,et al. Ultra-High Speed Laser Cladding (UHSLC) technology for Stel-lite 6 functional coatings deposition in aviation industry[J].Welding Technology Review,2017,89(6):15-19.
[22] Lampa Conny,Smirnov Ivan. High speed laser cladding ofan iron based alloy developed for hard chrome replacement[J]. Journal of Laser Applications,2019,31(2):022511.
[23] P Koruba,J Reiner. Thermal imaging of laser powder int-eraction zone in Ultra-High Speed Laser Cladding process[C]. 14th Quantitative InfraRed Thermography Conference,2018:253-260.
[24] 李俐群,申发明,周远东,等. 超高速激光熔覆与常规激光熔覆431不锈钢涂层微观组织和耐蚀性的对比[J]. 中国激光,2019,46(10):174-183.
[25] Li Liqun,Shen Faming,Zhou Yuandong,et al. Comparativestudy of stainless steel AISI 431 coatings prepared by ex-treme-high-speed and conventional laser cladding[J]. Jo-urnal of Laser Applications,2019,31(4):042009.
[26] Li Tianci,Zhang Lele,Bultel Gregor Gilles Pierre,et al.Extreme High-Speed Laser Material Deposition (EHLA) ofAISI 4340 Steel[J]. Coatings,2019,9(12):778.
[27] Montes,Martínez. Analysis of the static mechanical prop-erties of iron-based allys deposited by extreme high-speedlaser material deposition for additive munufacturing or re-pair application[D]. Universidad del Pais Vasco,2018.
[28] Tamanna Nusrat,Crouch Roger,Naher Sumsun. Progress innumerical simulation of the laser cladding process[J]. Opticsand Lasers in Engineering,2019(122):151-163.
[29] Jiang Yichao,Cheng Yanhai,Zhang Xiancheng,et al. Si-mulation and experimental investigations on the effect ofMarangoni convection on thermal field during laser cladd-ing process[J]. Optik,2020(203):164044.
[30] Lei Yiwen,Sun Ronglu,Tang Ying,et al. Numerical sim-ulation of temperature distribution and TiC growth kineticsfor high power laser clad TiC/NiCrBSiC composite coatings[J]. Optics & Laser Technology,2012,44(4):1141-1147.
[31] Liao Huming,Fan Jiang,Liu Huoxing,et al. Numerical Stu-dies of Extreme High-Speed Laser Material Deposition Pro-cesses at Powder-Scale[C]. ASME 2019 International Me-chanical Engineering Congress and Exposition,2019,Vo-lume 2A:Advanced Manufacturing.
[32] Nagarajan Balasubramanian,Hu Zhiheng,Song Xu,et al.Development of Micro Selective Laser Melting:The Stateof the Art and Future Perspectives[J]. Engineering,2019,5(4):702-720.
[33] Zhang Jinliang,Song Bo,Wei Qingsong,et al. A review ofselective laser melting of aluminum alloys:Processing,mi-crostructure,property and developing trends[J]. Journal ofMaterials Science & Technology,2019,35(2):270-284.
[34] 吳世彪,窦文豪,杨永强,等. 面向激光选区熔化金属增材制造的检测技术研究进展[J]. 精密成形工程,2019,11(4):37-50.
[35] 尹玉祥,肖笑,邱然锋,等. 不锈钢TIG焊增材电弧物理特性分析[J]. 电焊机,2019,49(12):52-56.
[36] Cunningham C R,Flynn J M,Shokrani A,et al. Invitedreview article:Strategies and processes for high quality wirearc additive manufacturing[J]. Additive Manufacturing,2018(22):672-686.
[37] Hu Yingbin,Cong Weilong. A review on laser deposition-additive manufacturing of ceramics and ceramic reinforcedmetal matrix composites[J]. Ceramics International,2018,44(17):20599-20612.
猜你喜欢
电焊机(2020年10期)2020-09-10
有色金属材料与工程(2018年1期)2018-11-25
百姓生活(2018年9期)2018-09-25
恋爱婚姻家庭·养生版(2018年3期)2018-03-24
科学与财富(2018年33期)2018-01-02
环球时报(2017-03-22)2017-03-22
考试周刊(2016年105期)2017-02-13
山东工业技术(2016年23期)2016-12-23
科学与财富(2016年15期)2016-11-24
中国纺织(2015年11期)2016-01-18
