关于鼓风机底座拼装-焊接工艺的研究
2020-09-10 00:23石阳
内燃机与配件 2020年15期
石阳
摘要:鼓风机是中小型组装式鼓风机,机组中的电机、变速箱、蜗壳、各类管路及气冷等装置匀安装在鼓风机底座上。所以该系列鼓风机底座的质量,将直接影响整个机组的组装水平,进而影响该机组的性能。为此,本文系统的研究了该系列鼓风机底座的材料,结构形式及拼装-焊接工艺,进而形成该类型鼓风机底座的标准化生产,提高产品质量及生产效率。
关键词:鼓风机;底座装置;焊接工艺
0 引言
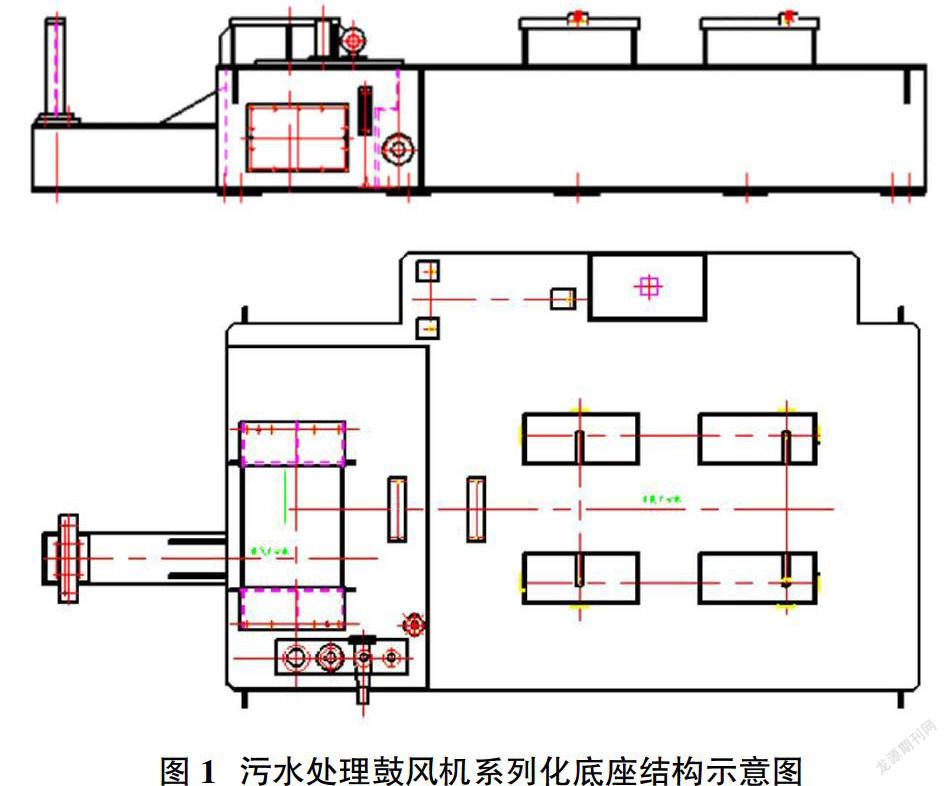
鼓风机是为了满足国内环保需求而引进的机型。经过多年的开发,已经形成系列化产品,机组中各个组成部分都形成了标准化、系列化设计,为了进一步的提高生产效率、产品质量,针对机组的基础,系列化程度较高的焊接结构的底座,进行拼装-焊接工艺系列化的研究。如图1所示。
1 底座的结构分析
1.1 结构形式
为了能够制造出高质量的底座。在制造前,必须对该系列底座要有充分的了解,然后才能进行准确的进行生产制造。那么,针对该系列鼓风机底座的结构形式,应该从两个方面进行:①底座的本身结构特点:根据图1所示,该系列底座为全焊整体多结构形式,底座上平面上部分为:电机支撑座、变速箱支撑座、管路法兰座及蜗壳支撑座。底座上平面下部分为:结构支撑部分、油箱及底座脚垫(顺序从右到左)。②底座与机组的其他构件的连接特点:底座中分面上部分相连接的部分为:电机、联轴器、变速箱及蜗壳,电机通过联轴器与变速箱相连接,然后带动与变速箱連接的蜗壳内部叶轮,轴等转动件进行工作(顺序从右到左)。底座四周的连接部分为:油气管路、仪表结构件、气冷结构件等。
1.2 结构分析
通过结构形式及使用情况来分析,总结特性为以下几点:①由于机械结构的动力输出、传递特点,要求电机与变速箱、蜗壳内转动件中心线一致,从而要求底座的底平面及上平面以上的支撑座的水平中心高度必须一致。②底座四周的管路、仪表、气冷结构都是通过管路与底座连接,连接处为法兰结构对接。进而要求底座上的法兰安装位置必须要求准确。③底座左下方为油箱部分,此处要求密封性要求,避免漏油的情况发生。
2 底座的拼装-焊接方案
2.1 底座设计材料的种类
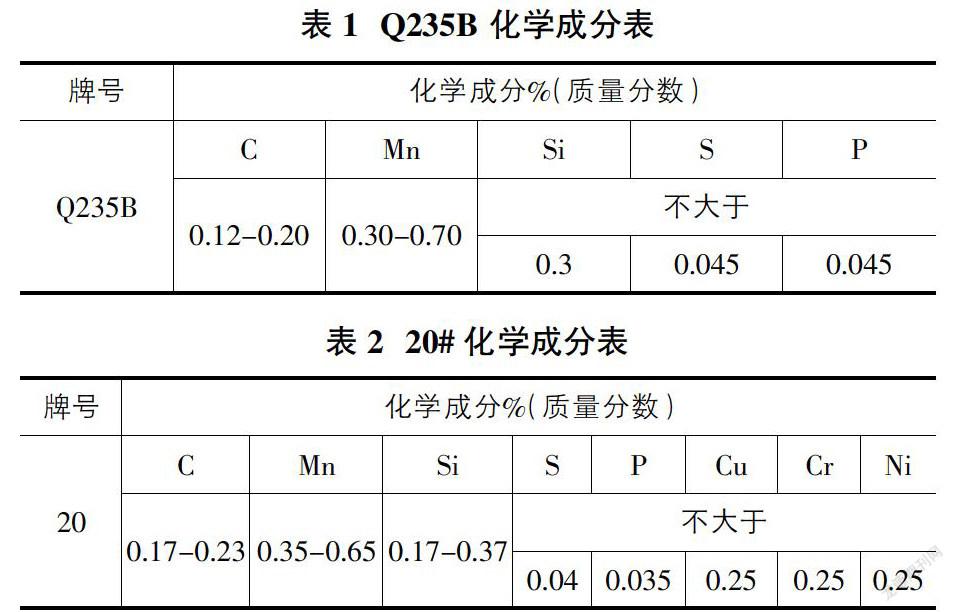
底座主体结构材料为:Q235-B,板材,厚度为5-10mm,底座油箱内部管路材料为:20#,管材,厚度8-10mm。两者成分见表1、表2。
2.2 焊接材料的选择
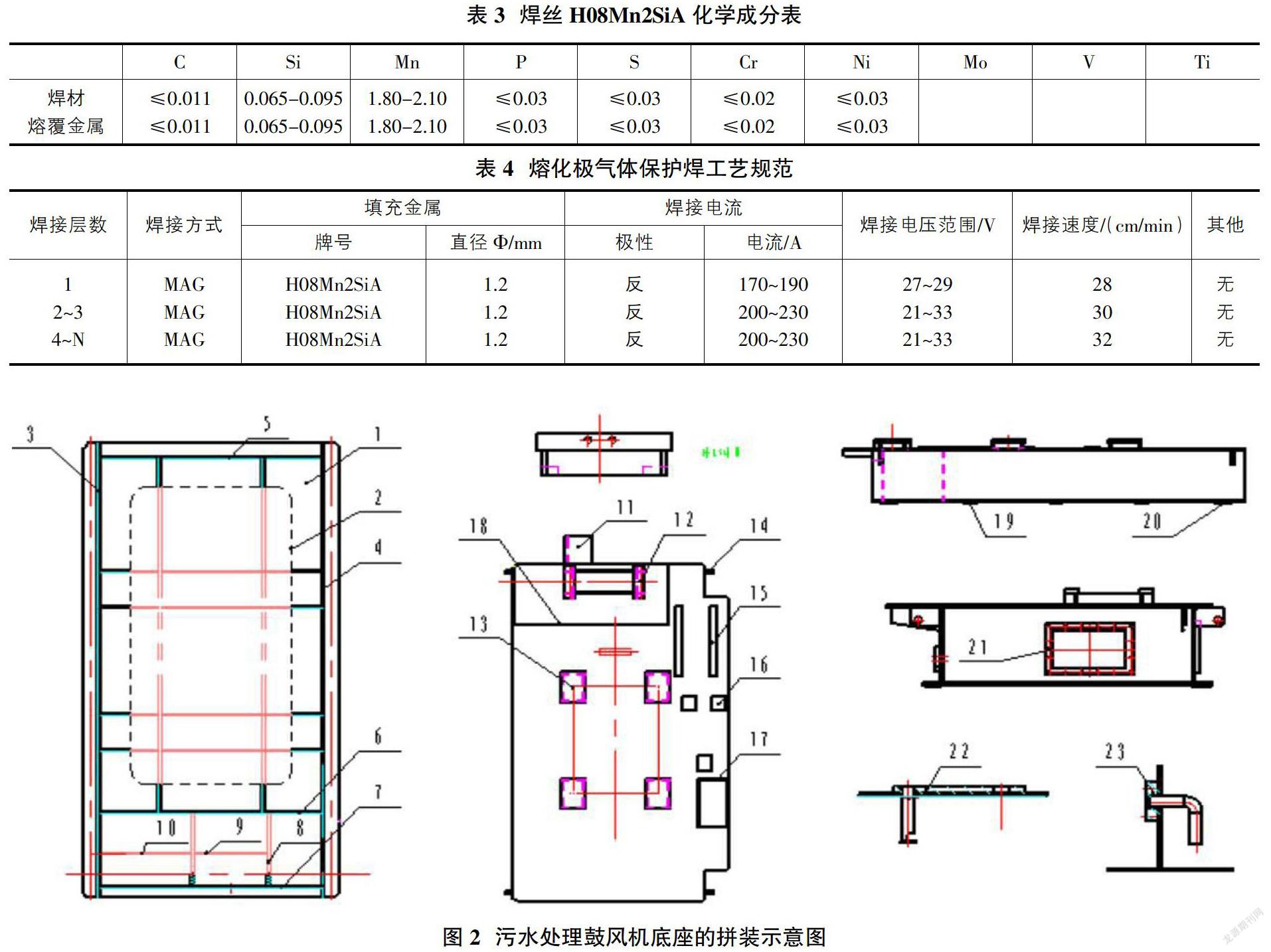
焊接材料的选择一般原则为:①考虑结构材料与焊接材料的化学成分、力学性能的匹配度。②考虑焊接工艺性的可行性。根据底座结构的材料、结构形式。综合考虑采用熔化极气体保护焊(简称:MAG)的形式,保护气为80%Ar+20%CO2,焊材采用焊丝H08Mn2SiA,直径为?准1.2mm。如表3所示。
2.3 焊接工艺参数
熔化极气体保护焊属于能量密度高,热输入集中、施工效率高的一种焊接方式。所以在施焊过程中,应采用根据设计图纸的结构特点,焊缝形式等综合考量,采用对称、小能量、多层多道的焊接方式进行。如表4所示。
2.4 底座的拼装工艺方案
我们通常指的拼装工艺:是指在按照设计图纸所示的结构、尺寸及技术条件等要求的前提下,将多个零部件按照一定的顺序、尺寸精度及要求进行固定、组装到一起,使其成为一个独立的部件的方案。如图2所示。
我们遵循了底座本身全焊结构及使用需求的特性,结合了多年的生产制造经验,采用先整体框架、上下基准部件、四周辅件的拼装顺序进行。在拼装时,上平板为拼装基准面,在其基础上拼装侧板、加强筋、油箱面板等组成底座主体框架。完成主体框架后,进行底座上下平面的支撑台、底部基准板等部分的拼装,完成后拼装管路、对接法兰等辅件。
2.5 底座的拼装-焊接工艺控制
由图2所示,该系列底座为多零件、全焊结构。因此,焊接后会存在较大的焊接变形及残余应力。为了控制两者的影响,保障底座的质量,我们需要在拼装、焊接及向后程序上做控制变形措施。
2.5.1 拼装控制变形的措施
由图2分析可知,底座主体框架焊接结构复杂,焊缝尺寸普遍较长。因此,为了控制变形,我们在拼装底座框架主体时,在焊缝较多、较长的部分采用工艺加强筋进行固定和反变形措施,可有效减小焊接变形。
2.5.2 焊接控制变形的措施
焊接时,要合理安排施焊顺序:先焊框架内侧、筋板与前后边板的短焊缝,后焊两侧长直焊缝。在施焊时,要按结构对称施焊。多层多道焊时,相邻的两道焊缝施焊方向要相反。
2.5.3 底座其余方面的质量控制
该系列底座集合了油箱功能。因此,在焊接完油箱部分结构后,需对该部分进行煤油渗漏试验,已验证油箱是否漏油。
待底座整体焊接完成后,需进行热处理消除残余焊接应力处理。防止底座后期时效变形。
2.6 总结
我们通过对该系列底座进行结构、材料进行分析,结合多年的风机制造经验,制定合理的拼装、焊接工艺方案,形成一套标准化的生产制造技术,不但保障了底座的质量,还有效的提高了生产效率。
参考文献:
[1]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2001.
[2]国家机械工业委员会.高级铆工工艺学[M].北京:机械工业出版社,1992.
[3]陈秀清,孙志广,武振凯.提高焊接工艺评定有效性的方法[J].热加工工艺,2013(07).
猜你喜欢
汽车与驾驶维修(维修版)(2020年10期)2020-11-11
汽车与驾驶维修(维修版)(2019年9期)2019-09-10
汽车与驾驶维修(维修版)(2019年9期)2019-09-10
中国科技纵横(2017年19期)2017-11-13
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年1期)2016-03-30
科技与创新(2015年3期)2015-03-31