关于铁路货车制动管系漏泄原因分析及对策建议
2020-09-10 19:25陈虎
内燃机与配件 2020年10期
陈虎


摘要:本文通过对铁路货车运行中管系漏泄故障原因的分析,从配件源头质量控制、管系组装状态、单车试验等方面提出了对策与建议,以降低管系漏泄质量隐患,提高车辆运行安全质量。
关键词:管系漏泄;别劲;正位;单车试验;橡胶件
0 引言
制动管系是铁路货车制动系统的重要组成部分,制动系统又是铁路货车的核心,近年来根据国铁集团季度典故通报数据来看,管系漏泄故障数量巨大,极易导致灵敏性高的制动阀发生自然制动,进一步引起车辆抱闸、踏面擦伤等,影响行车安全。因此分析制动管系漏泄原因,并提出对策建议十分必要。
1 故障调查
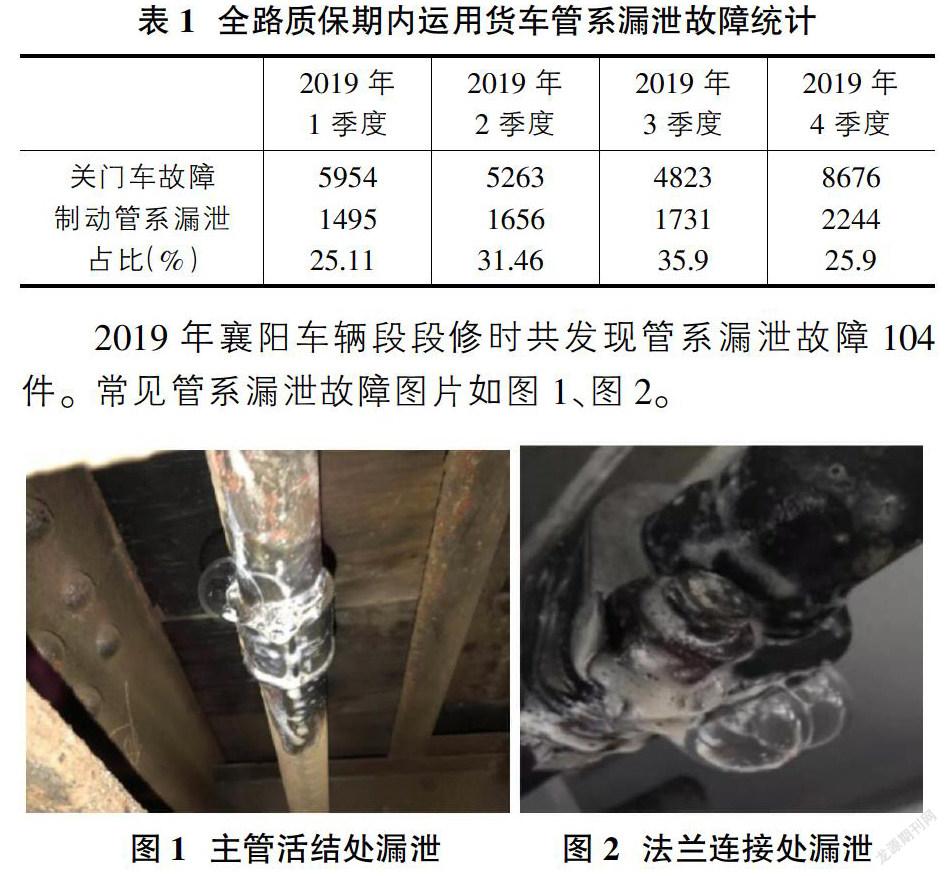
2019年1季度至2019年4季度国铁集团统计的质保期内运用货车管系漏泄故障如表1。
2019年襄阳车辆段段修时共发现管系漏泄故障104件。常见管系漏泄故障图片如图1、图2。
2 原因分析
2.1 配件源头质量不达标
制动管系本体以及橡胶密封圈、活结垫、生料带等管系连接附属件源头质量问题是造成漏风的直接原因。
①法兰接头焊接不良。
焊接之前由于制动管切断面毛刺、切屑,油垢等清除不彻底,导致法兰接头环焊缝处存在气孔、夹渣、虚焊等,运行中通过曲线、坡道等不同线路时,发生颠簸、振动,造成缺陷不断加剧开始出现渗漏现象,并随时间推移进一步扩大,导致漏风。
②橡胶密封圈质量不佳。
橡胶密封圈本身质量缺陷,运行中受到列车管风压的冲击,导致材质老化、出现局部裂纹、裂口等损伤缺陷,或冬季进解冻库经历高温环境又迅速回到寒冷室外,易导致性能不佳的橡胶件硬化收缩,塑性失效,使得法兰连接处出现缝隙,造成管系漏泄。
③管系制造质量不达标。
在实际生产过程中,由于个别配件尺寸不合格,造成法兰连接处应力集中,受力不均,导致法兰体出现缝隙,不密合发生漏泄现象。
2.2 配件组装不正位
①管系别劲。经调研,厂修分解检修、组装管系的过程中,作业人员有时组装顺序不对,未落实“由主、支管三通向两端顺序紧固,先法兰后管卡或管夹”要求,甚至采取火焰烘烤方式矫正管系,造成法兰连接部位应力集中,且在组装同一法兰或管吊两端螺栓时未交替均匀紧固,造成管系别劲产生抗力,运用中受到振动以及风压冲击作用,导致螺栓松动法兰接头处张口,引起漏风。
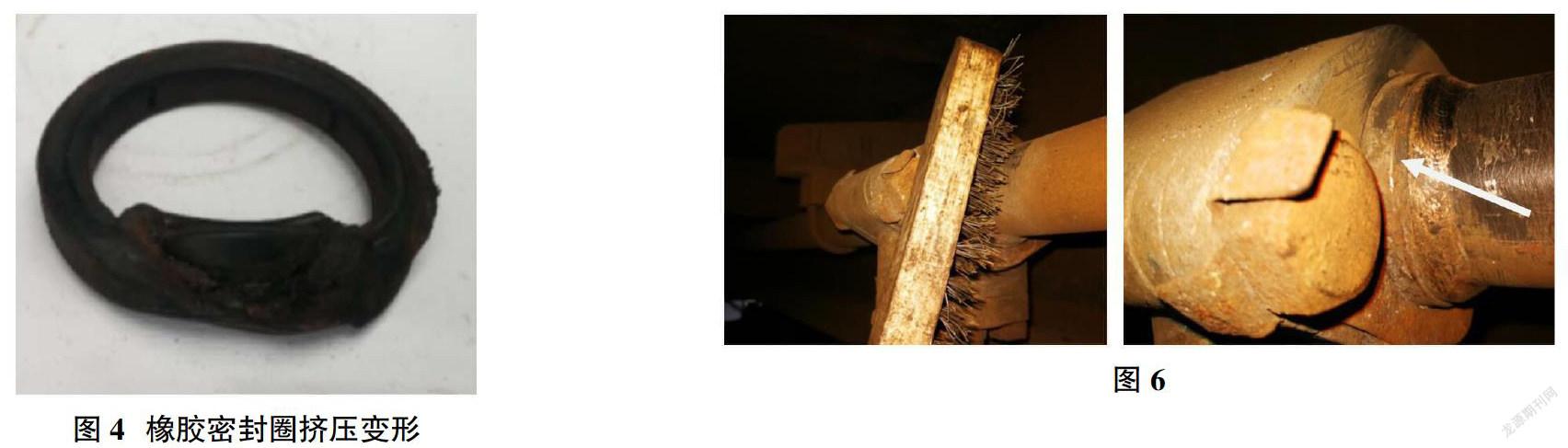
②橡胶密封圈组装不正位。厂修更换橡胶密封圈、以及段修处理漏泄故障时常须更换橡胶密封圈,密封圈应落入法兰体与接头体间的环槽中,不应倾斜、扭曲、咬边,螺栓应对称均匀紧固。如果密封圈组装不正位、偏斜安装,会导致挤压变形,运行中因振动以及风压的作用,进一步造成破损,导致车辆漏风。
2.3 单车试验质量不高
2.3.1 检漏不到位
《铁路货车制动装置检修规则》规定单车试风漏泄试验时,须使用软木锤敲击检查法兰、活结等管系连接处,并周向涂抹防锈检漏剂检查漏泄不超标,受空间限制,定检过程中往往只对管系外侧进行涂抹检查,忽略了内侧的检查,甚至简化作业,未敲打除尘,造成法兰焊缝处隐性裂纹未发现,运行中漏泄。
2.3.2 过程盯控不到位
单车试风漏泄试验分为制动管漏泄、全车漏泄,为确保支管、主管等所有制动管系连接处检查到位,均要求检漏过程中观察有无气泡,但由于制动阀的控制作用,充风需要一定的时间,尤其全车漏泄时刚打开截断塞门,制动支管处于分时充风状态,此时涂刷检漏剂后漏泄处不是马上出现气泡,现场实际工作中,作业者往往在涂刷完检漏剂后,即去观察试验结果,忽略了过程盯控,导致实际有冒泡现象而试验结果合格的车辆得以交检。
3 对策及建议
3.1 控制配件源头质量
3.1.1 提高管系焊接质量
制动管在焊接之前应清除飞边、毛刺、切屑、油垢及影响焊接性能的防腐层。与接头体组焊时应采用工装压紧定位,保证接头体端面与制动管中心线的垂直度符合规定,组焊后且须进行气密性试验。另外建议段修时使用辅助工具,如钢丝刷清理焊缝处灰尘、漆皮,厂修时强化制动管系除锈质量,并均辅以检漏试验,认真检查环焊缝处有无裂纹,气孔等缺陷,以降低质量隐患。(图6)
3.1.2 改善橡胶件性能
探索改进密封圈的材质,改善橡胶密封圈随温度变化弹性下降的弱点。使用广泛应用与航天航空等尖端技术领域的硅橡胶、氟橡胶,这种材质适应温度变化范围较广。另外建议采购橡胶密封件时,须严格做好入库复检,确保质量合格,方可使用,并严格执行贮存期要求,自橡胶密封圈制造之日起至装车使用前贮存期不超过6个月。
3.1.3 确保管系制造质量达标
在管系源头制造过程中应严格保证下料尺寸偏差不超限,切断面无飞边、毛刺等细节质量要求。对于弯管须使用专用检测装置或器具逐件进行检测,以保证制造尺寸符合设计图样,满足技术条件。
3.2 保证配件正位组装
3.2.1 防止强力组装
制动管系组装时,所有固定件和管卡、管夹均应处于松弛状态,组装时应兼顾与其他部分接口,紧固顺序应避免产生组装抗力。制动主管法兰螺栓、管卡、管夹应由主、支管三通向两端顺序紧固,先法兰后管卡或管夹。同一法兰或制动管吊上的两个螺母应交替紧固。法兰螺栓紧固后,两法兰面长度方向中部不应接触。另外建议定检过程中处理制動故障后,须对称组装法兰连接螺栓,不可强力别劲组装,并使用扭力扳手均匀紧固,保证力矩达标。
3.2.2 正位安装橡胶密封圈组装
组装密封圈时,应保持安装面清洁,组装过程中应确保正位,且须完全落入法兰体与接头体间的环槽中,不得错位偏装,防止密封圈挤压变形或损伤唇边。
3.3 落实单车试验要求
单车试验时,须提前对管系连接部位进行敲打除尘,并周向涂抹防锈检漏剂,检查确认有无漏泄,且须加强过程盯控,待充风完毕,风压稳定后,二次观察有无气泡,不可只看试验结果。
4 结束语
铁路货车制动管系漏泄的原因很多,其中还包括运行中异物打击、自然环境等非正常因素,只有在源头质量控制、管系组装以及单车试验等各个环节,严格落实工艺要求,并在实践中不断探索改进、方可推动货车检修质量稳定提升,保证车辆运行安全畅通。
参考文献:
[1]中华人民共和国铁道部.铁路货车制动检修规则[M].北京:中国铁道出版社,2008.
[2]中华人民共和国铁道部.铁路货车段修规程[M].北京:中国铁道出版社,2012.
[3]中华人民共和国铁道部.铁路货车厂修规程[M].北京:中国铁道出版社,2018.