低噪音冲压模具落料装置设计
2020-09-10 03:04杨海洪吴水清王强
内燃机与配件 2020年1期
杨海洪 吴水清 王强

摘要:采用吸振法和隔离法两种方式,设计了冲压模具落料预压机构和隔音板结构。预压机构对冲压过程形成缓冲,降低落料凸模刚性碰撞產生的噪声。纤维板的凹槽结构增加声音的反射次数,吸收落料产生的噪音,并且和铁板相配合对冲压落料产生的噪音进行吸收并隔离。降低了噪音,提高了制件质量和模具寿命。
关键词:模具设计;噪音;冲压落料;模具寿命
0 引言
冲压生产特别是冲裁落料时,冲裁力越大,反作用力也越大,瞬间撞击产生的噪音也就越大,而且严重影响模具的使用寿命以及制件的质量。模具在正常工作时,会不可避免地产生噪声,噪声最高值可到120dB左右,导致冲压车间一般达100~130分贝的加工噪声。国家规定噪声标准是85dB,如果人长期处在90分贝以上噪声环境中工作,就会损伤听力、影响健康、降低工效。
设计低噪音冲压模具落料装置,能够解决现有的冲压模具落料机构的噪音防护不足问题,避免对操作工人的身体造成损害,提高制件质量和模具寿命。
1 结构设计方案
落料装置主要由机架、缓冲杆、压台、隔音板、预压杆、底座等零部件组成。
1.1 总体结构
图1为装置的结构主视图。缓冲杆11可以在机架1内部滑动,其底部固定连接在压台2上,外圈套有缓冲弹簧10。压台2两侧设计了上限位作用的上限位杆6,上限位杆6顶部焊接固定在机架1上,压台2与上限位杆6之间为滑动配合。顶料凸模12固定连接在机架1的底部,可以在压台2内部滑动。机架1两侧底部设计了下限位作用的下限位杆9,下限位杆9底部焊接在底座5上,下限位杆9与机架1之间为间隙配合。模具台7固定在底座5上,8为落料孔。底座5外侧设计了隔音板3,两者通过螺栓4固定连接。
1.2 预压机构
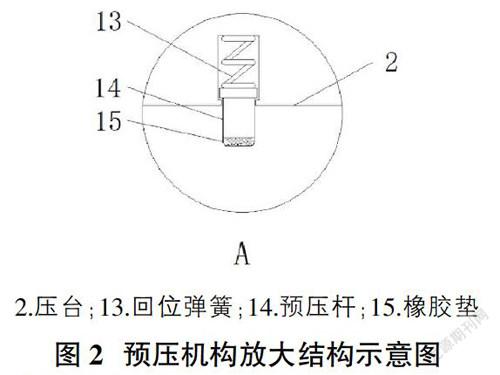
A为预压机构(如图2所示),压台2下方设置了回位弹簧13和预压杆14。预压杆14长度小于压台2凹槽的深度,可以在其内部滑动。橡胶垫15固定在预压杆14底部,以避免与模具台刚性接触。
2 隔音板设计
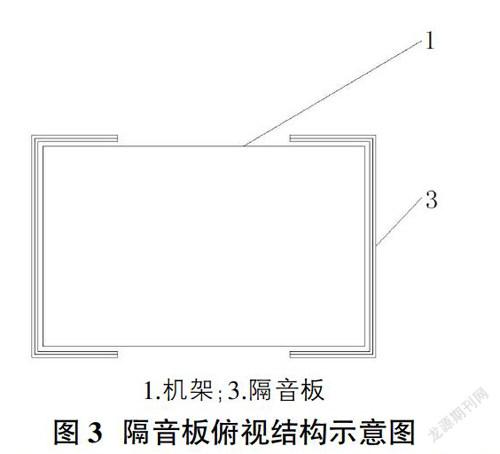
如图3所示,隔音板3设置了两组,在机架1两侧对称分布。目的是对噪音的传播途径进行隔断,以达到降噪的效果。
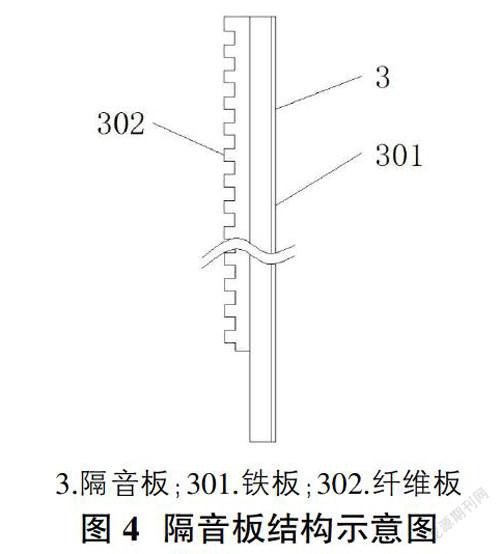
如图4所示,隔音板由铁板301和纤维板302组成,铁板301的左侧采用粘结方式与纤维板302固定连接。
铁板的高度大于纤维板的高度,底端超过纤维板底端的部分与底座外侧的凹槽结构相契合,通过螺栓与底座构成固定结构。纤维板的左侧面设计为均匀分布的凹槽结构,目的是增加声音的反射次数,吸收冲孔时产生的噪音,并且和铁板相配合,达到先吸音再隔音的效果,对噪音进行充分的衰减。通过隔音板的双层结构作用,能够对噪音进行有效地削弱。
3 技术原理
降低噪音可从振源和传播途径两个方面采取措施,主要有吸振法和隔离法两种方式。吸振法是在振源周围的空间内设置吸收振动、噪音的材料,以达到减振降噪目的;隔离法是在噪音传播途径中设置障碍物,进行阻挡使其不能直接通过。
3.1 预压机构减少噪声
冲压加工时,压台2下行过程中,预压杆14会首先接触模具台7,预压杆14底部的橡胶垫15可以减小接触瞬间的冲击。然后预压杆14顶部的回位弹簧13发生收缩,预压杆14向压台2内部的凹槽结构中移动,直至完全进入压台2的凹槽结构中,之后压台2才与工件形成接触。此过程中,回位弹簧13利用自身弹力,将预压杆14向下顶,对压台2进行缓冲,减小了压台2的瞬时冲击,从而达到减小噪音的产生的效果。
采用预压机构设计,对冲压过程形成缓冲,能够减小噪音的产生。预压杆通过回位弹簧与压台构成弹性结构,能够在压台与模具台接触之前预先形成接触,对压台的下行进行缓冲,从而减少冲击形成的噪音。由于预压杆的长度小于压台内部凹槽结构的深度,在压台与工件完全接触后能够完全收缩进入压台内部,因此不影响冲压操作的正常进行。
3.2 隔音板降低噪声
冲压加工的噪音会向机架1的外圈方向传播,机架1两侧对称分布的隔音板3能够对噪音的传播进行隔断。
纤维板302的左侧面均匀分布有凹槽结构,在噪音进入纤维板302的凹槽结构后,会发生多次反弹。而且纤维板材质本身具有极其细微的缝隙结构,噪音传播时还会发生无数次反弹,消耗其大量能量,降低噪音。
经过纤维板302削弱后,噪音传播至铁板301表面。在隔音材料中,质量越重、密度越大的物质隔音效果愈好。铁板密度较大,其声音的吸收和透过率低、反射能力强,对噪音的隔绝效果好。因此,使得噪音难以从其中穿过,达到隔离降噪的效果。
4 结束语
本装置采用预压机构和隔音板结构,降低了刚性碰撞产生的噪声,能够对冲压落料产生的噪音进行吸收并隔离。在冲压落料模具设计中运用效果良好,得到了生产实际验证,削弱了噪音的危害,延长了模具的使用寿命。
参考文献:
[1]王志伟,周益军.数控转塔冲床模具的使用和维护方法[J].锻压技术,2018,43(04):118-123.
[2]蒋件生,吴天生.汽车离合器减振盘复合冲压工艺设计[J]. 模具工业,2018,44(04):35-38.
[3]李英,牛曙光.顶罩冲压工艺分析及复合模具设计[J].热加工工艺,2015,44(19):147-149.
[4]陈德招.外壳无搭边落料模具设计[J].模具技术,2013(03):24-27.
基金项目:2018年江西省新产品试制计划(2018-0572);2018年度吉安市重大科技研发专项。
作者简介:杨海洪(1969-),男,江西吉安人,高级工程师;王强(通讯作者)(1963-),男,江西安福人,硕士,教授,研究方向为材料加工、机电一体化。
猜你喜欢
七彩语文·画刊(2020年2期)2020-03-24
华声文萃(2020年2期)2020-03-16
文萃报·周五版(2019年52期)2019-09-10
小火炬·阅读作文(2017年8期)2017-09-26
Coco薇(2017年9期)2017-09-07
山东工业技术(2016年24期)2017-01-12
科技传播(2016年19期)2016-12-27
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
科技视界(2016年18期)2016-11-03