JCOE压弯力有限元分析与计算★
2020-09-17 18:07武于善王永建魏晓晋刘宝胜张芳萍
山西冶金 2020年4期
武于善,王永建,魏晓晋,刘宝胜,李 岩,张芳萍
(1.中钢不锈钢管业科技山西有限公司,山西 晋中030600;2.太原科技大学,山西 太原030024)
随着科技进步和生产工业的发展需要的不断提升,管道运输成为制约工业发展的重要因素之一,各种极端恶劣的自然条件需要提供具有高耐腐蚀性、耐高压、长距离等优良品质的厚管径焊管[1,2]。在传统的管型成型方法中,JCOE相比较其他方式,具有成本小、工艺简单、可大批量生产等优点[3]。
目前,大多数研究对于JCOE成型工艺的压弯力都缺少系统的介绍与说明,导致无法明确压弯力与挠度之间的关系[4]。在实际加工成型过程中,对于压弯精度往往是通过工人的经验来设定,大大降低了JCOE成型的准确度[5]。因此,本文通过受力分析求得JCOE成型的压弯力与挠度之间的关系,通过模拟软件验证其准确性,为JCOE钢管成型工艺提供理论依据。
1 JCOE成型过程力与挠度之间公式推导
在JCOE成型过程中,板材受力过程可以简化成集中力作用结果,这样可以减少理论推导的复杂程度,方便计算压弯过程中受到的力与挠度之间的关系。
假设板材在C成型后,它的弯曲半径为,对应的弧心角为,所以它的曲率比为:

式中:

在压弯过程,板材受到的总变形曲率比为CZ。在确定总变形曲率比为CZ后,根据公式(3),可以求出弯曲力矩M:
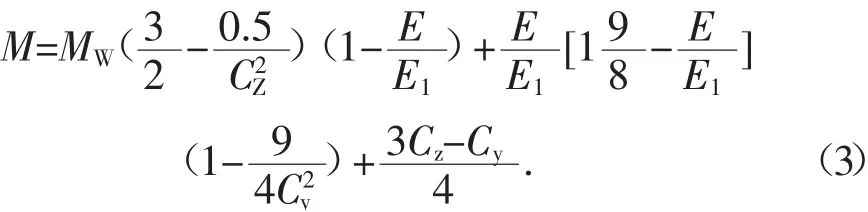
式中:

根据力与弯矩之间的关系可以求出:

式中:l为支点与受力点之间的距离
根据公式(3)—(6),JCOE成型过程中压弯力与成型后的挠度之间的关系,可以根据预成型的板材挠度,求出压弯量力。
2 JCOE成型有限元模拟分析
在JCOE成型工艺过程中,可以将弯曲过程简化成一般三点压弯模型。通过商业有限元分析软件Abaqus对JCOE成型过程中的三点压弯模型进行分析处理。
原始板材属性为普碳钢Q235,详细参数如下页表1所示,成型后钢管规格为Φ1 626 mm×10 mm,模具尺寸如下页表2所示。
建立不同压下量的JOCE模型进行分析研究,分别为10 mm、15 mm、20 mm。材料模型设置为各向同性弹塑性材料,加工硬化模量取经验值0.01E,模型如图1所示。
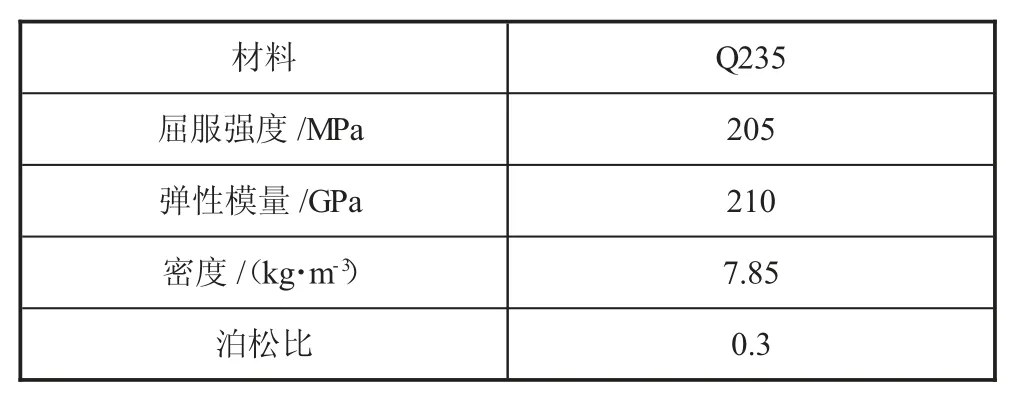
表1 不锈钢304板材的基本参数

表2 不锈钢304板材的基本参数
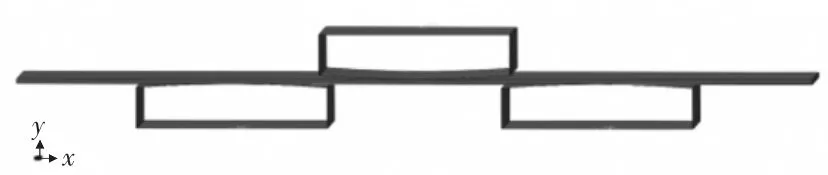
图1 JCOE成形压弯模型
在单次JOCE成型过程中,板材对上模的反作用力相对较小,上模产生的变形可忽略不计。在Abaqus软件中只对板材进行网格划分。划分格式为C3D8R:八结点线性六面体单元,减缩积分,沙漏控制。设置板材和模具之间为表面与表面接触,其静摩擦系数为0.35,动摩擦系数为0.25。下模保持固定,上模只允许Y轴方向运动。设置压弯过程时间为1 s,保压过程时间为1 s,上模在保压后上升时间为0.1 s
3 有限元结果分析
图2为JCOE成型后板材长度方向在Y轴方向的位移量,从图2中可以看出,当1 s压弯还后,随着压弯量的增大,板材的在Y轴的位移量逐渐变大且最大位移量分别为11.145 8 mm、16.257 1 mm、21.019 3 mm。从有限模拟软件中提取上模的压弯力为120 254 N、145 214 N、160 266 N,随着压弯量的增大,压弯力也逐渐增大。根据公式(3)—(6),可以算出当压弯量为20 mm时,压弯力为159 123.3 N,误差在3%以内,验证了公式的正确性。
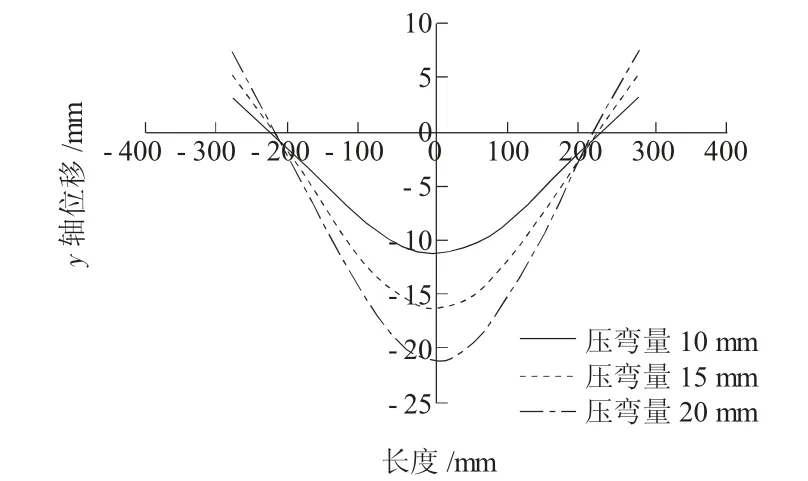
图2 JCOE成型后板材长度方向在Y轴方向的位移量
4 结论
通过对JCOE成型过程工艺的研究,以经典应力应变关系为依据推导出压力与挠度之间的关系,使用Abaqus有限元软件模拟Q235,型号Φ1 626 mm×10 mm的钢管在不同压弯量的弯曲过程。有限元模拟结果证明随着压弯量的增大,最后成型板材的挠度也越大,受到的压弯力也逐渐变大,验证了理论公式的正确性,这一结果可以给优化工艺设计提供一定帮助,对生产和开发设计有一定的指导意义。
猜你喜欢
石材(2022年1期)2022-05-23
机电元件(2022年1期)2022-03-08
铁道建筑技术(2021年6期)2021-07-12
军事文摘·科学少年(2020年3期)2020-03-26
科学技术与工程(2020年36期)2020-02-04
决策探索(2019年19期)2019-10-21
中国有色金属学报(2018年2期)2018-03-26
印制电路信息(2015年6期)2015-12-30
振动、测试与诊断(2014年4期)2014-03-01