FOCKE408 条盒纸上胶装置的改进设计
2020-09-24 00:27金义龙刘加高
设备管理与维修 2020年17期
金义龙,刘加高,陈 圣
(红云红河烟草(集团)有限责任公司会泽卷烟厂,云南曲靖 654200)
0 引言
FOCKE350S 机组是1990 年代由德国佛克(FOCKE)公司引进的具有先进水平的卷烟硬盒包装设备,机组由350 型小盒包装机、802 自动储烟柜、401 小包透明纸包装机和408 条盒透明纸包装机4 部分组成。408 条盒透明纸包装机是把从401 小包透明纸包装机输出的烟包以二五平包的排列方式进行条盒包装,在包装成条过程中对条盒纸上胶,原喷胶嘴经常存在乳胶易乱喷、易损坏等缺点,造成了产品质量下降,维修费用高等问题。经查阅相关资料,国内外使用的卷烟包装设备在条盒纸上胶方式上曾做过一些改造,此次改造借鉴原有的成熟技术,通过自主改进设计,简化喷胶嘴结构,改进喷胶嘴支架及驱动气缸,由原喷射式涂胶改为涂抹式涂胶,使条盒上胶更稳定,提高产品质量,降低维修费用。
1 原喷胶嘴工作原理及存在问题
1.1 原喷胶嘴工作原理
设备正常运行过程中,FOCKE408 包装机通过PLC 控制系统中的烟包移位寄存器第2 位高电平当电子凸轮运行到相应度数时,压缩空气打开,控制左、右喷胶嘴对条盒纸左、右侧各进行2 次喷射乳胶;当电子凸轮再次运行到相应度数时或设备处于停止状态时,电磁阀使喷胶压缩空气断开并停止喷胶。原上胶装置的喷胶嘴是采用旋涡流喷射乳胶,乳胶通过内装式气体通道时形成旋涡流,离开喷胶嘴时被雾化成直线喷射到条盒纸上。
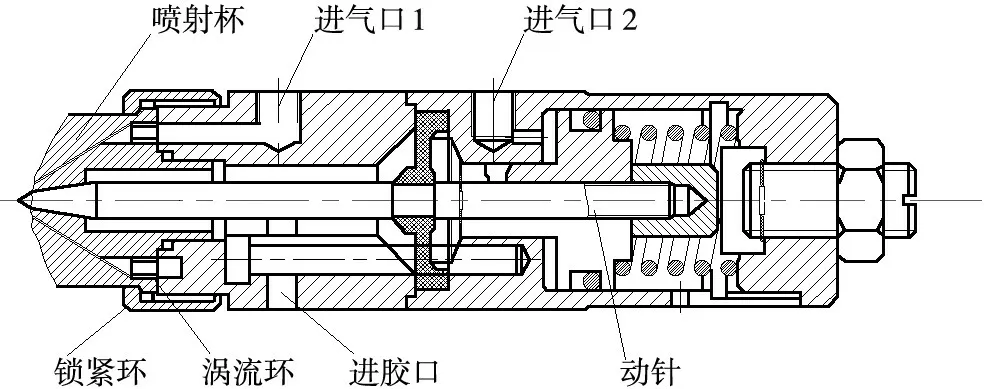
图1 原喷胶嘴
如图1 所示,设备在正常运行过程中,当喷射循环开始时,压缩空气在电磁阀控制下由进气口2 进入,使活塞产生向右移位,带动喷胶嘴动针右移,乳胶在压力胶桶作用下从喷胶嘴喷出。同时,压缩空气通过进气口1 经涡流环进入喷射杯,旋涡流式压缩空气使喷出的乳胶雾化,喷射到条盒纸上,在电磁阀控制下关闭压缩空气,活塞在弹簧作用下复位,带动动针关闭喷胶嘴,完成一次喷射循环。
1.2 存在问题
1.2.1 喷胶嘴更换频率高、成本高
实际生产操作过程中,动针与喷胶嘴端部容易积胶,需要拆开喷胶嘴清洗胶液室、喷射杯、动针等部件才能清洁保养,容易损坏动针顶端。由于动针与喷射杯配合精度较高,其中任何配件损坏均需要更换整套上胶装置,更换频率较高。此外,原喷胶嘴为进口件,结构复杂,加工技术要求精度高,采购价约为2 万元/套,导致使用成本较高。2015 年会泽卷烟厂5 台FOCKE408 包装机更换喷胶嘴情况统计见表1。
1.2.2 影响产品质量、增加原辅材料消耗
喷胶嘴上胶方式为喷射式,由于不 同 品牌、不同批次的乳胶之间存在质量差异,容易引起喷胶嘴堵塞等现象,常常引发质量问题,如:条盒少胶、条盒无胶和胶位偏移等。据粗略统计,我厂2015年因条盒涂胶不良所浪费的条盒纸约为2 万张。
1.2.3 影响设备运行效率
原喷胶嘴通过压缩空气将乳胶进行雾化喷射,容易使小颗粒乳胶在条盒纸上胶部位形成积胶,操作人员需频繁对设备进行保养,同时在保养过程中容易损坏动针,造成维修耗时过长,两方面因素严重影响了设备运行效率。
2 改进设计
根据原条盒纸上胶装置存在的问题,对喷胶嘴结构进行重新设计,简化喷胶嘴结构,降低装配精度要求,减少清洁保养频次,提高产品质量。为此提出了多个方案,如旋转对压式涂胶、电控喷枪式上胶、涂抹式上胶等。经过方案比选和实验,最终选择涂抹式上胶,涂胶装置初步设计方案如图2 所示。
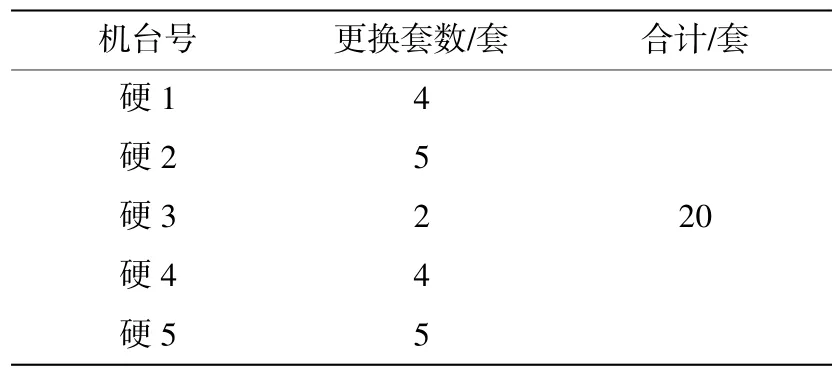
表1 2015 年FOCKE408 包装机喷胶嘴更换统计
2.1 涂胶嘴组件设计
2.1.1 涂胶笔设计
(1)结构设计。由于涂胶装置不工作时,涂胶笔、涂胶接头、涂胶嘴须形成一个密闭的乳胶储存环境,且在乳胶涂抹过程中不损伤条盒纸,因此,借鉴圆珠笔原理确定涂胶笔设计为:圆球状。
(2)材料确定。由于涂胶装置运行过程中,涂胶笔高频次对条盒纸进行涂胶,涂胶笔材料需具有较高耐磨性、耐腐蚀性及硬度,氮化硅陶瓷具有耐高温、高硬度、耐磨、耐腐蚀等特性。为确保条盒纸粘贴牢固,涂胶胶线宽度需为3 mm 左右,因此涂胶笔中心涂抹件设计为直径4 mm 的氮化硅陶瓷珠。
2.1.2 乳胶密封腔设计
乳胶密封腔需要较高的密封性,腔体和陶瓷珠接口处圆周直径须小于陶瓷珠直径尺寸4.0 mm,乳胶密封腔直径设计为3.500.015 mm,配合面表面粗糙度为0.8,材料选择为1Cr18Ni9Ti,如图4 所示。
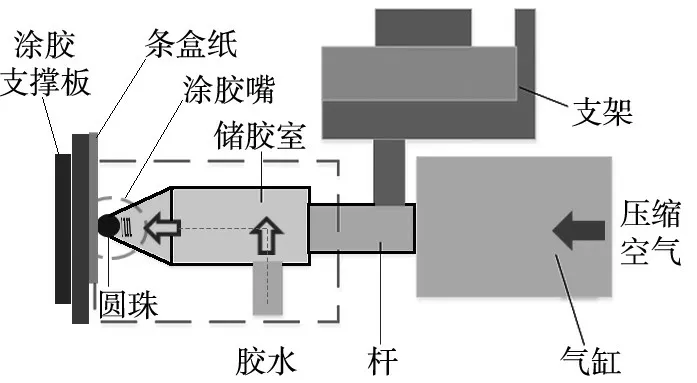
图2 涂抹式上胶装置原理
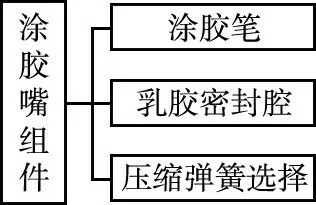
图3 涂胶嘴组件组成部分
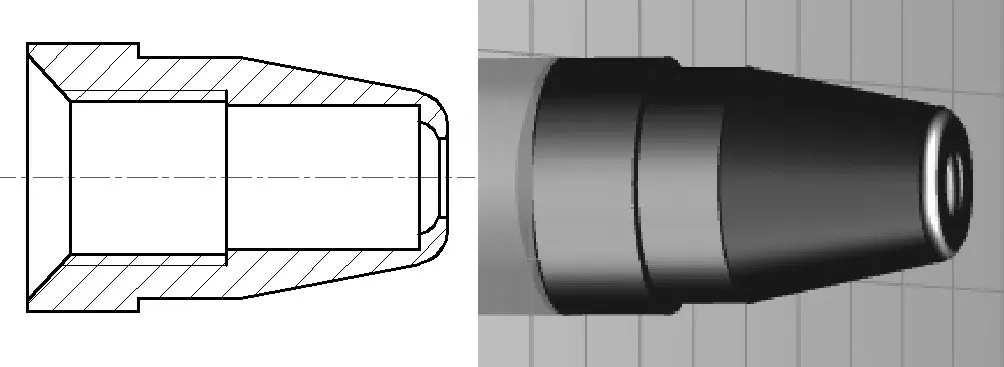
图4 乳胶密封腔设计
2.1.3 压缩弹簧选择
压缩弹簧作为复位动作的执行件,要使乳胶涂抹在条盒纸上后陶瓷珠能自动快速回位,且保证乳胶不外溢,根据其工作原理及工艺要求,具体步骤如下:
步骤1:确定弹簧所受载荷
设备胶水压力为0.2 MPa 转换为2 N/cm2,氮化硅陶瓷珠的尺寸为4 mm,陶瓷珠受力面积为其投影面积=0.42=0.5024 cm2,则陶瓷珠受到的压力:
为保证非工作状态下乳胶不外溢,所需最小弹簧力应大于陶瓷珠所受到的力1 N。
步骤2:确定弹簧材料和直径
根据实际情况预设计弹簧压缩量约为5 mm,压缩后弹簧高度为20 mm,弹簧自由高度则为20 mm+5 mm,弹力取陶瓷珠所受到的力为1 N,估算

取标准值确定簧丝直径D=0.4 mm。
步骤3:确定弹簧节距

考虑估算弹簧刚度为0.2 N/mm,根据资料取有效圈数n=12 圈,则弹簧总刚度:

上述预设计弹簧自由高度为25 mm,通过计算不满足弹簧所需力1 N,故取自由高度为25.8 mm,则节距:
确定选择锥形弹簧直径为0.4 mm、自由长度25.8 mm、节距2 mm、有效圈数12,如图5 所示。

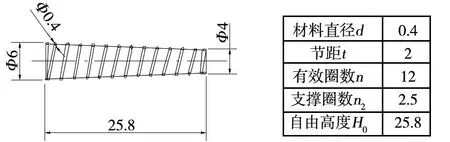
图5 压缩弹簧设计
2.2 涂胶支撑板设计
为了满足涂胶笔涂抹工作条件,须设计支撑板,当涂胶笔向条盒纸涂抹乳胶时,在支撑板触压下陶瓷珠后退,乳胶从陶瓷珠与涂胶嘴的间隙之间挤出,并涂抹到条盒纸上。根据其机械性能、硬度、耐磨性和成本等因素,材料选择1Cr18Ni9Ti;测量涂胶嘴具体安装位置尺寸,涂胶支撑板图纸设计,如图6 所示。
2.3 气缸选型
(1)确定气缸类型。根据涂胶需要,涂胶笔需动作准确、复位迅速,故选用无缓冲单作用气缸。
(2)确定气缸行程。为避免涂胶笔拖胶现象,涂胶笔复位后与条盒纸之间的距离应3 mm,故选定气缸行程为5 mm。
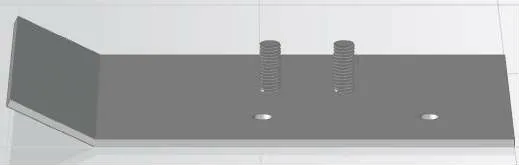
图6 涂胶支撑板
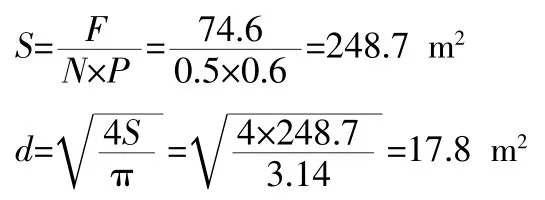
(3)确定缸径。经测力计测量,气缸所需输出力F 应大于74.6 N;压缩空气的压强P 为0.6 MPa;查阅资料安全系数N 水平气缸取0.5,垂直气缸取0.2,故设定安全系数N=0.5。
气缸缸径的计算为:

式中 F——气缸输出力;N
N——安全系数;MPa
P——系统压力
S——活塞面积;m2
(4)气缸型号选择。根据气缸的类型、行程、缸径,最终选择气缸型号为:AEVC-20-5-I-P。
2.4 涂胶嘴支架设计
涂胶嘴支架的设计需满足安装和拆卸方便的要求,同时能够实现涂胶嘴与条盒纸距离的调整,结合设备实际测量,涂胶嘴支架设计如图7 所示:涂胶嘴与调整支座2 用螺母定位进行柔性连接,定位滑轨与支座实现整套涂胶组件与设备的安装定位,螺钉对涂胶组件进行定位,调节螺母可以实现其位置的细微调整。底座支架材料选用45#钢发黑加工处理。
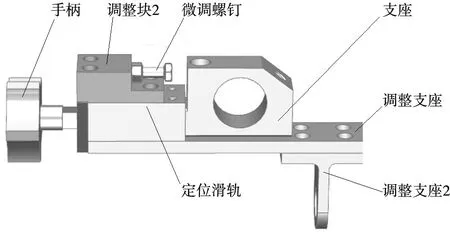
图7 支架结构
(1)调整块设计。调整块实现对涂胶装置前后位置的调节,如图8 所示。
(2)调整支座设计。调整支座实现涂胶装置的定位及调节,如图9、图10、图11 所示。
2.5 电气控制系统
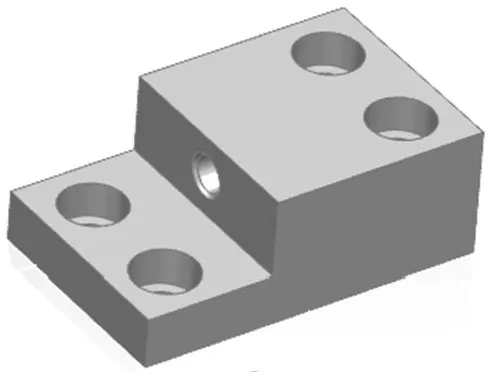
图8 调整块

图9 调整支座1
为保证涂胶的稳定性、可靠性,电气控制系统使用原FOCKE408 条盒纸喷胶电气控制原理,在设备正常运行时,PLC 控制系统中烟包移位寄存器第2 位为高电平、电子凸轮运行到相应度数时,压缩空气打开,控制左、右涂胶电磁阀对条盒纸左、右侧各进行2次涂抹乳胶。当电子凸轮运行到相应度数时或者设备停止及未在自动运行状态时,涂胶电磁阀使压缩空气断开并停止涂胶。为保障实现2 点快速涂胶,考虑成本因素,电磁阀选用:2 位3 通高速电磁阀。气缸控制系统,如图12 所示。
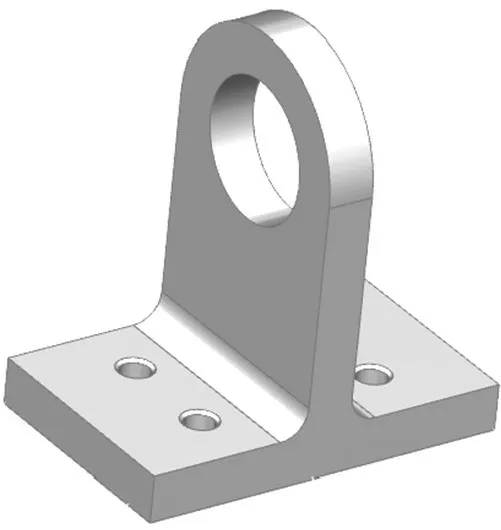
图10 调整支座2
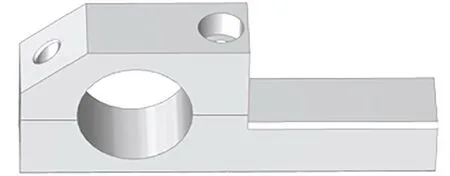
图11 调整支座3
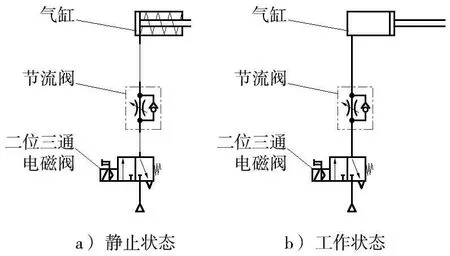
图12 气缸控制
FOCKE408 控制系统为PLC 系统控制,当PLC 控制系统输出信号时,电磁阀通过端子接线,接收到此信号,电磁阀打开,通过气管使气缸通气,涂胶嘴前移,当信号断开时,电磁阀关闭,气缸断气,气缸通过自身的复位弹簧使涂胶嘴后退复位,如图13 所示。
2.6 电磁阀底座设计
为了安装2 位3 通高速电磁阀,须对其安装底座进行设计。根据实际测量,安装底座如图14 所示,材料选择45#钢发黑处理。
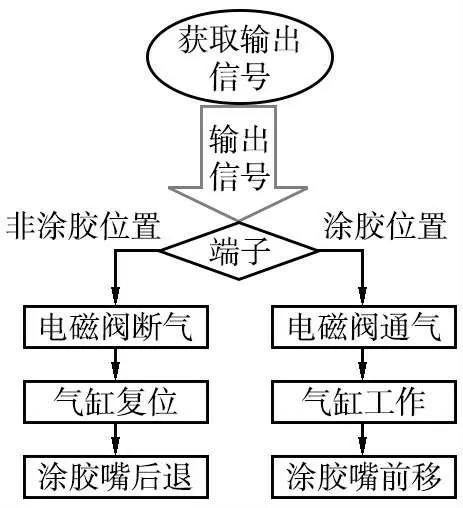
图13 涂胶嘴前移及后退控制流程
3 涂胶装置工作原理及过程
经过设计组装,乳胶涂抹装置及其组件装配示意图,如图15所示。
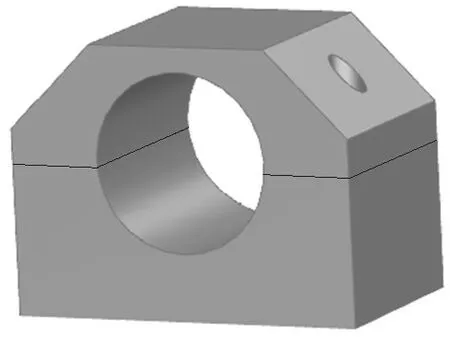
图14 电磁阀安装底座
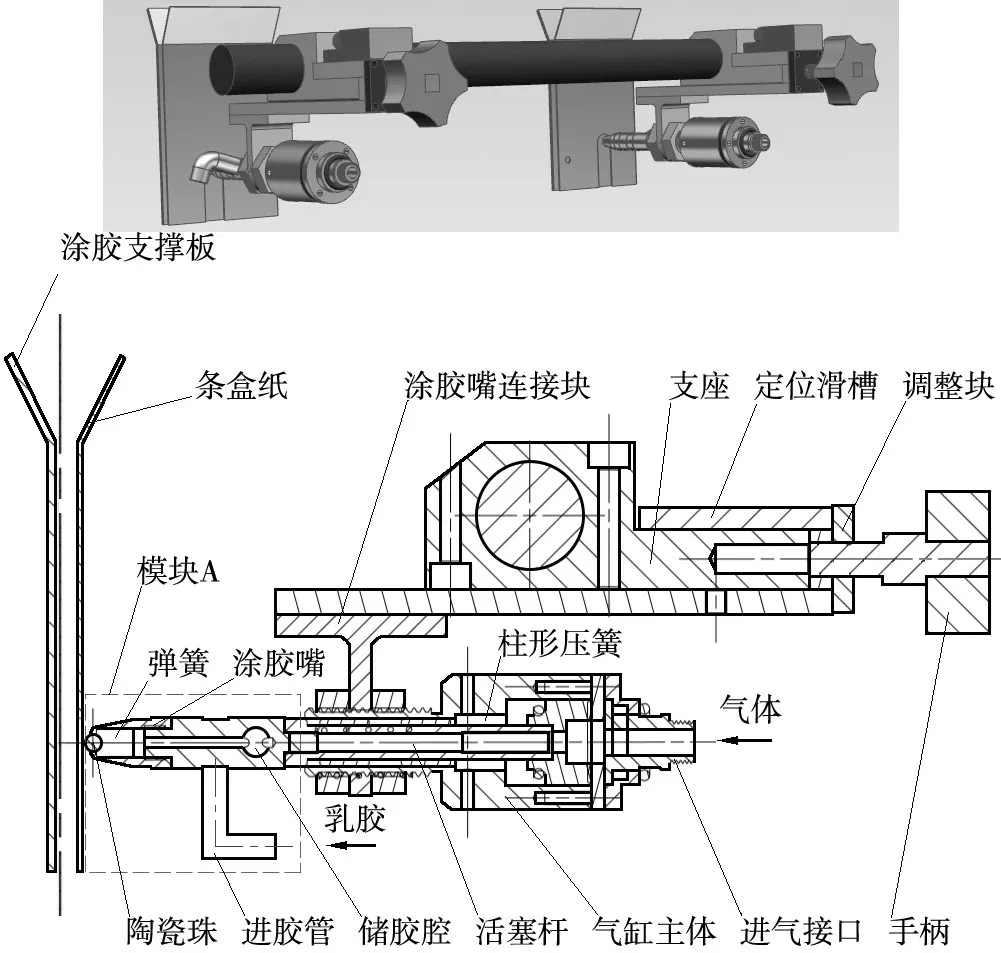
图15 涂胶装置及其组件装配
涂胶嘴工作原理及过程:涂胶装置由涂胶嘴连接块、支座、定位滑槽、调整块进行联接固定在机器上,通过微调螺钉调节涂胶嘴与条盒的距离,当手柄松开时即可取下涂胶装置。在工作状态下,当条盒纸检测器检测到条盒纸到达涂胶位置时,电磁阀打开,气体通过进气口进入气缸,气体推动活塞杆压缩柱形弹簧,推动模块A 向前运动接触条盒纸,在涂胶支撑板的作用下,陶瓷珠往后按压弹簧,乳胶在压缩空气作用下从陶瓷珠与储胶腔之间间隙挤出,并涂抹在条盒纸上胶位置。当条盒纸检测器检测到条盒纸离开涂胶位置时候,电磁阀关闭,压缩空气断开,在柱形弹簧的作用力下活塞杆自动快速复位、模块A 复位,陶瓷珠在弹簧作用下复位,储胶腔形成密闭空间,停止乳胶涂抹。
乳胶由压缩空气通过进胶管压入储胶腔,正常涂胶后立即对储胶腔补充胶液,当处于不涂胶状态时,储胶腔通过密封圈和涂胶笔形成密闭空间,防止乳胶流出。
安装调试后,涂胶嘴实物如图16 所示。
4 改进效果
首先对硬包5#机组进行改装试用,经过1 年多的实际运行验证,收到显著的效果,并推广应用到车间所有FOCKE350S 包装设备。通过对其运行情况详细的跟踪统计,具体效果如下:
4.1 降低清洁频次

图16 涂胶装置及其组件实物
由于上胶方式由原来的喷射式改为涂抹式,涂胶更稳定,无溢胶、散喷现象,而陶瓷珠不容易粘胶,涂胶笔及周边部件清洁频次降低。
4.2 降低维修成本
改进后涂胶装置使用寿命长,成本为4820 元/套(原装置成本200 00 元/套),各零件均可单独更换,唯有压缩弹簧(成本2元/件)为易损件,且更换简便、快速,大大节约维修成本和维修时间;2016 年9 月~2017 年3 月FOCKE408 涂胶装置更换情况统计见表2。
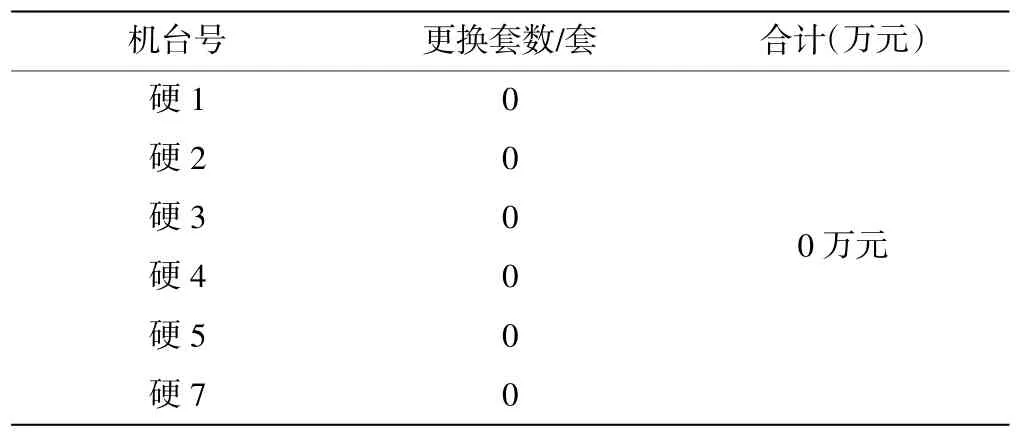
表2 2016 年9 月至2017 年3 月FOCKE408 涂胶装置更换统计
4.3 降低原辅材料消耗、提高设备运行效率
原喷胶嘴喷胶不稳定,导致条盒纸阻塞,原辅材料消耗较大、设备效率降低。改进后涂胶稳定,条盒纸阻塞次数减少,降低了原辅材料消耗,保养和维修次数降低,提高了设备运行效率。
5 结论
通过对硬包FOCKE350S 机组进行条盒纸涂胶装置改进设计,弥补了原条盒上胶装置的诸多不足,提高了条盒纸包装质量和设备运行效率,有效降低了卷烟物耗。根据测算卷包车间共有7 组FOCKE350 包装机组,则每年可为工厂节约配件费用约56万元。
猜你喜欢
今日农业(2022年14期)2022-09-15
石油和化工设备(2022年4期)2022-07-13
保健与生活(2022年11期)2022-06-09
老年博览·上半月(2021年6期)2021-07-01
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
装备制造技术(2020年1期)2020-12-25
航空制造技术(2020年14期)2020-09-06
知识就是力量(2016年6期)2016-05-31
中国工程咨询(2016年4期)2016-02-14