
运用涡流检测法检测紧固螺栓的研究
2020-10-03 11:26石昕江西省锅炉压力容器检验检测研究院江西南昌330029
化工管理 2020年16期
石昕(江西省锅炉压力容器检验检测研究院,江西 南昌 330029)
0 引言
螺栓螺母广泛应用于风电机组设备、娱乐设施设备、核电厂动力设备、发电厂动力设备等机械部件的连接,并且长期处于高温、高应力状态下工作。由于预紧力过高等原因,螺栓部件容易产生裂纹,尤其是气缸、主汽门、调速汽门等紧固螺栓,在运行检修过程中经常发现有断裂的现象。一直以来火电厂都将高温紧固螺栓作为重点监视部件,要求严格检测并尽早发现小裂纹或损伤。本文通过采用专用扫查设备对大型螺栓(M≥60mm)进行涡流检测。相比常规超声检测或磁粉渗透检测,本文实现对大型螺栓的方便快捷现场检测,提高了对近表面缺陷有效检出率,降低了人工成本。
1 紧固螺栓检测现状
目前国内仅电力行业的DLT 694 《高温紧固螺栓超声检测技术导则》[1]、DLT439《火电发电厂高温紧固技术导则》[2]技术规范对螺栓进行常规超声检测或表面检测[3-5]。部分检测研究机构对螺栓螺母进行试验研究,中广核检测、国核运行以及武汉105 所三家单位引进国外核电螺栓螺母涡流检测技术,并自主研发涡流检测装置,专门用于大型螺栓螺母涡流检测[6]。北京英超利达电子有限公司针对娱乐设施高强度紧固螺采用小角度纵波探伤[7],通过在螺栓对比试样制作10mm 人工裂纹,试验表明1mm 深裂纹以下,裂纹反射回波与螺纹反射回波无法区分,探测1mm 以上深裂纹时,裂纹反射回波与螺纹反射回波可明显区分。
本文选取火电厂典型规格的螺栓螺母部件,采用涡流检测方法,探究适用于大型螺栓螺母螺纹区涡流检测技术,从而解决发电厂设备、风电等典型大型螺栓螺母螺纹区表面检测。
2 螺栓涡流检测
涡流检测技术的最大优势在于其自动化程度高,因此,本次研究中对大型螺栓涡流检测采用自动扫查专用装置,通过自动化实时同步控制,调节涡流检测仪对螺栓检测数据的采集,并经过软件系统对数据进行采集和分析。
2.1 专用扫查装置
通过设计自动化的大型螺栓专用扫查装置,实现快速有效的螺栓涡流自动化检测。扫查装置主要由支撑装置、动力传动机构和通过垂直支架固定的扫查臂组成,重心靠近支撑座,通过连接支撑腿保证整个装置水平稳定。
根据国内螺栓规格及需求,按设计方案制作出的专用扫查装置主要包含四个部分:底盘和固定腿、铝合金垂直支架、螺栓和螺母的检查臂、底座以及尾架(对中装置)。
2.2 涡流传感器
本系统采用的涡流探头为带螺纹的楔形放置式探头,能较好的适应螺纹区的形状。根据工件(螺栓)的特性及检验实施的便捷性,主要选择以放置式线圈为主,在尽可能满足检查灵敏度和分辨力的情况下,我们采取将高能磁芯放置于线圈内部以获得高的磁通密度,提高检测深度。同时考虑到螺栓常见缺陷为点状和线状缺陷,采取自比差动式线圈在获得高的检测灵敏度时也可以更好的抑制电平噪声,一定程度上消除螺栓与探头啮合相对运动时的震动产生的水平噪声对缺陷信号的干扰。对于差动式线圈,采取了两种设计方式,一种为平面点式自比差分线圈,一种为正交+线圈。
2.3 涡流检测系统应用
选用型号为西班牙TEDDY+多频/多通涡流仪,通过西班牙TECNATOM 开发的TEDDY-GEN 软件对数据进行据采集和分析。检测对象为1Cr11MoNiW1bN-IV 低合金钢螺栓,螺栓直径M=100mm,长度为900mm,机加工人工缺陷深度分别为0.5mm、1.0mm、2.0mm 的裂纹(由于螺栓为退役螺栓,已经使用过8 年,根部的螺纹都已经变形)。采样率根据探头与被检螺栓/螺母的相对运动速度而定,但至少应满足每毫米大于2 个采样点的要求,频率设置为300kHz。
2.3.1 系统设备连接
将螺栓/螺母安装在专用装置并进行对中和固定,然后连接设备及执行数据采集分析软件TEDDY-GEN。连接线包括:编码器线缆(驱动上下编码器上下运动控制)、控制线缆(控制箱控制上下运动的速度)、涡流数据线(涡流信号传输)以及交叉网线(涡流仪连接XP 电脑)。
2.3.2 系统标定
利用标定螺栓按照经验公式对信号标定要求对涡流检验系统进行初始标定。信号调整后,0.5mm 伤信号幅度为满屏的20%,噪声水平,且应能够明显区分标定螺栓/螺母上的0.5mm人工伤深信号显示与本底噪声信号显示。
2.3.3 检测结果分析
连接涡流仪及控制系统,采用自动化装置扫查螺栓螺纹区,进行涡流数据采集,采集后通过分析软件打开采集的数据对检测结果进行分析。
初始结果如图1 所示,左边图形为李萨如图(采集的数据为由上至下,最上面部分为2mm 深度的裂纹,中间的为1mm 深度的裂纹,最低端是0.5mm 深度的裂纹),右边为涡流C 扫图(采集的数据为至下而上)。可以根据显示自由调节角度,将裂纹方向的缺陷调至90°(向右),以便所有的缺陷方向都向右,便于观察。
将采集数据保存,并用分析软件打开刚保存的涡流数据。在分析软件中设定每米2000 个采样点,并读取涡流检测系统标定螺栓的标定数据,标定为2mm 裂纹深度的涡流幅值电压为8V,通过调节电压调节C 扫对比度,观察能够显示缺陷最佳对比度,结果如图1 所示。
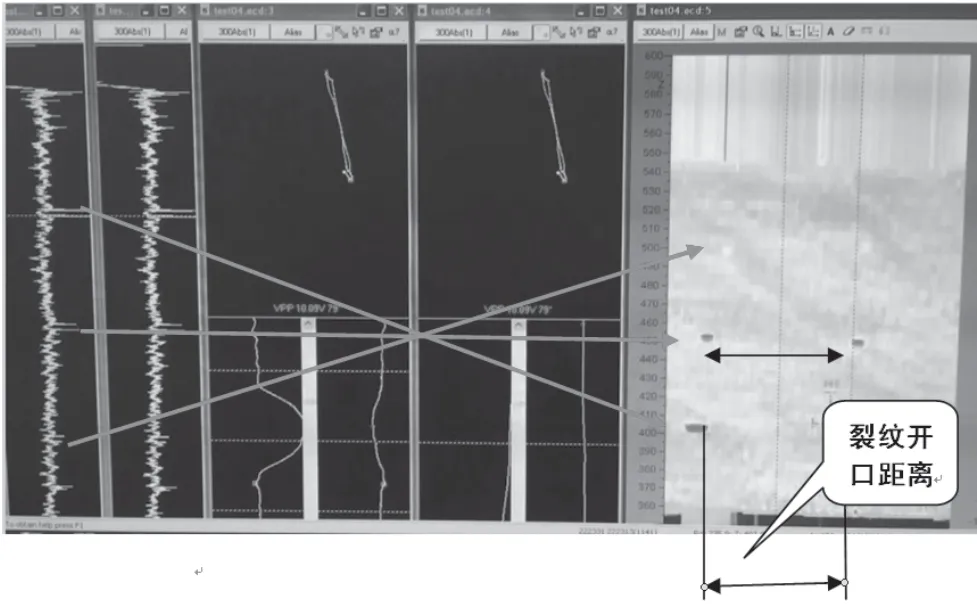
图1 软件分析结果示意图
结果分析:
(1)根据检测数据分析,深度为2mm 裂纹的电压幅值为10.21V,深度为1.0mm 裂纹的电压幅值为6.82V,深度为0.5mm裂纹的电压幅值为0.81V。
(2)采用300kHz 频率进行涡流检测,在螺栓螺纹不规则情况下,能够分辨0.5mm 深度的裂纹。
(3)由于螺栓螺纹区螺纹有变形,导致检测信号噪声较大,最大噪声为0.72V,对于小于0.5mm 以下裂纹有影响。
3 结语
传统的无损检测难以满足螺栓检测对高效率、高可靠性的要求,通过对大型螺栓进行自动化涡流检测试验研究,实现对螺栓快速、准确的检测,提高近表面缺陷有效检出率,为螺栓螺母检测技术和方向提供参考。
猜你喜欢
核安全(2022年3期)2022-06-29
南方农机(2022年10期)2022-05-14
军民两用技术与产品(2021年4期)2021-07-28
今日健康(2021年1期)2021-03-17
无损检测(2020年7期)2020-08-04
科技视界(2020年19期)2020-07-30
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
中学生数理化·高三版(2017年3期)2017-04-21
科技视界(2014年4期)2014-12-26
