动车组轴箱转臂检修管控信息化系统设计及应用
2020-10-13 09:44盛超陈小真晏红卫
现代城市轨道交通 2020年9期
盛超 陈小真 晏红卫

摘 要:动车组轴箱转臂是影响行车安全的重要走行部件。文章通过对某型动车组轴箱转臂的检修管控过程进行分析和研究,设计基于信息化的管控系统,较好地解决轴箱转臂检修管控项点多、主观判断项点比例大、管控过程主观判断标准不一致等问题,使轴箱转臂检修过程得到有效管控。
关键词:动车组;轴箱转臂;检修;管控;信息化系统
中图分类号:U279.2
动车组检修有明确的检修规程和规范,轴箱转臂作为动车组走行部重要悬挂部件,其检修过程的管控尤为重要。本文以某型动车组轴箱转臂为研究对象,设计基于信息化的管控系统,使轴箱转臂检修过程得到有效管控。
1 轴箱转臂检修分析
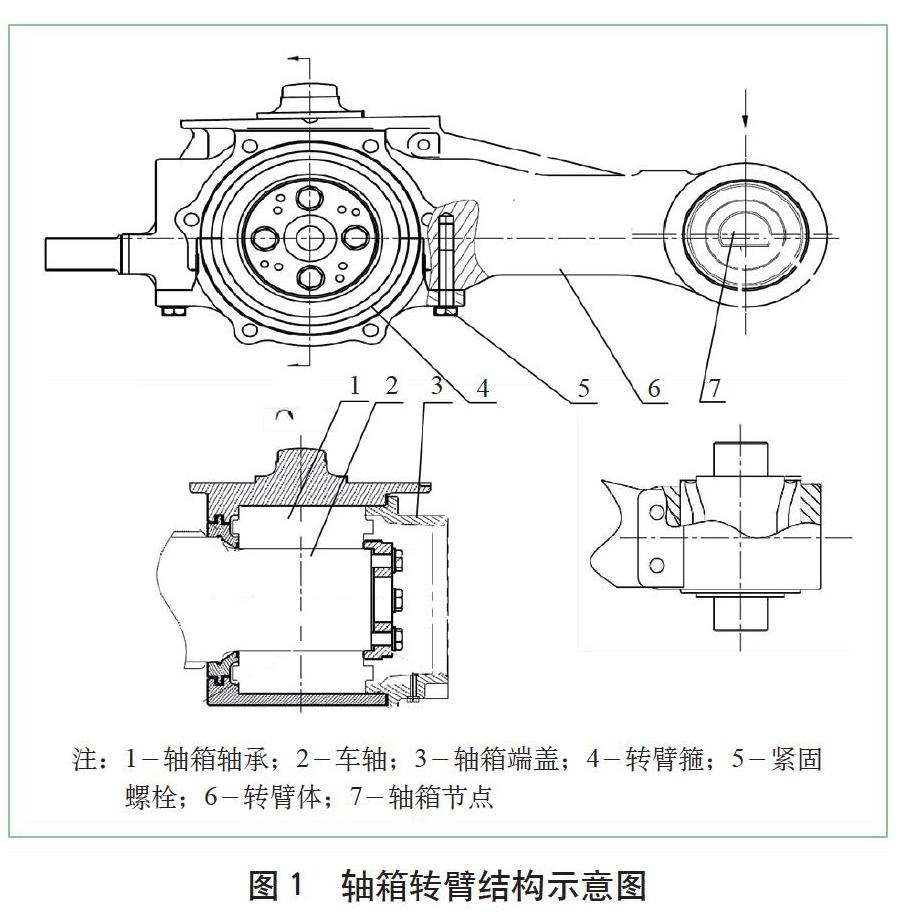
1.1 轴箱转臂结构
某型动车组轴箱转臂采用转臂式结构,由转臂体、转臂箍、轴箱节点等部件组成[1],具体如图1所示。
1.2 检修要求
国内动车组检修采用计划预防性维护为主、事后维修为辅的维保体系,维保周期以走行公里周期为主、时间周期为辅。动车组计划预防修分为五级修程。一、二级检修为运用修,主要负责动车组列车的检查测试和保养维护工作,以保证动车组日常的安全运营和高效运输。三、四、五级修为高级修,其中三级检修主要对转向架进行分解检修[2]。动车组轴箱转臂三级修是整车走行120±10万km或运营3年(以先到为准)时开展的计划性预防修[3]。
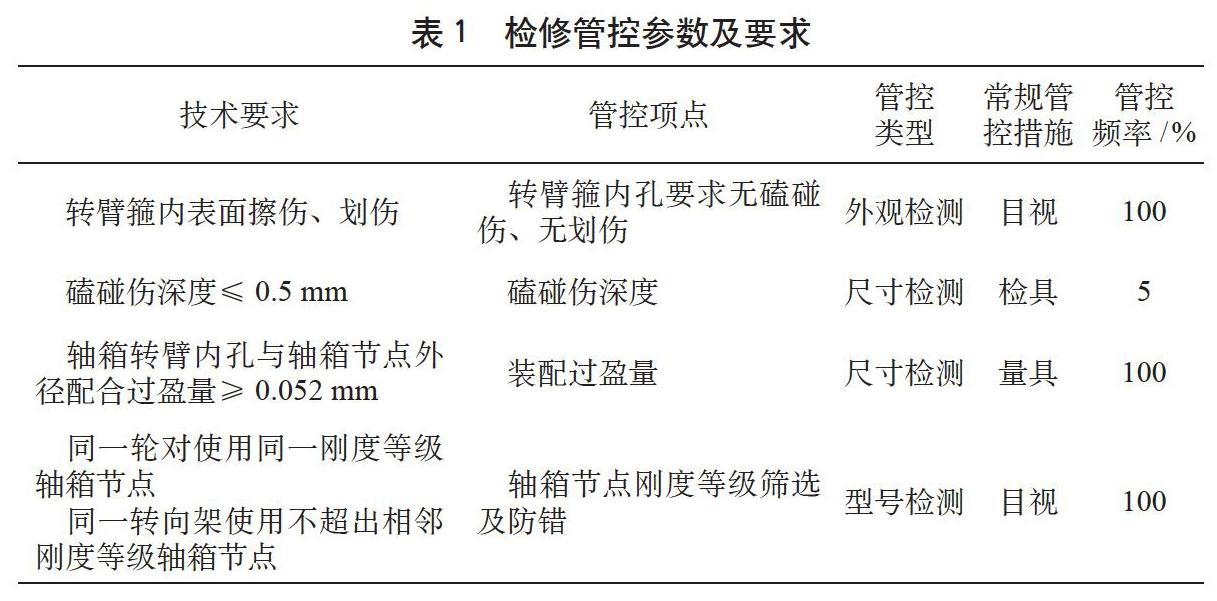
根据动车组检修规程,对轴箱转臂检修的主要技术要求及管控参数如表1所示。
1.3 检修工艺流程
根据轴箱转臂的技术要求,制定相应的检修工艺流程如下:部件分解及清洁→轴箱转臂体内孔清理及检查→轴箱节点退卸及内孔检查→组装轴箱节点→轴箱转臂金属部位防锈及补漆→交付成品[4]。
2 存在问题
通过对检修管控要求分析可知,轴箱转臂的检修管控存在如下问题[5]。
(1)外觀、尺寸、型号的常规管控措施主要为目视化检测,部分辅助量具检测,管控措施主观项点判断比例大且检测比例均为100%,存在人为判断失误或疲劳作业的可能性,导致质量管控失效[6]。
(2)主观管控项点受人为主观因素影响,判断标准存在波动差异的可能性。
(3)根据修程,轴箱转臂为分解修,所有管控项点均要求100%记录,管控项点记录量大,且涉及到大量数据,信息录入错误概率高,追溯困难[7]。
3 管控信息化系统设计
为解决动车组轴箱转臂检修管控过程中存在的问题,并提升检修管控水平,从信息化角度入手,研究设计了管控信息化系统,使轴箱转臂检修过程得到有效管控[8]。
3.1 功能设计
3.1.1 原始信息采集功能
将待检修轴箱转臂的序列号、状态等检修信息采用随行电子设备录入,并上传至服务器,生成唯一的二维码与待检修的轴箱转臂绑定,确保后续通过扫描二维码即可识别对应的轴箱转臂。
3.1.2 过程信息采集功能
由于检修工序分布的区域范围相对较大,在扫描对应的轴箱转臂二维码后,需配置手持数字终端(PDA)或现场工控机,在检修现场适时录入其他尺寸、操作等信息,并将录入的参数适时传输至服务器,便于其他工序调用及信息的追溯[9]。
对于检修过程中外观检查及判断的管控项点,对其涉及的管控部位拍照或对重点工序录像,通过识别绑定的二维码,将照片或影像上传至服务器[10]。
3.1.3 设备参数采集功能
将轴箱转臂内孔与轴箱节点外径配合过盈量的管控要求转变为量化监控,即将过盈量参数转化为压装力参数,如图2所示。在压装设备上加装压力传感器,将压力值转化为电信号,通过网络传输至服务器。当压力值不能满足监控量化值时,则在设备上启动声光报警,提示该件轴箱转臂压装时过盈量不能满足要求,及时终止不合格的压装过程。
通过计算,在压装轴箱节点时,过盈量不小于0.052 mm,对应的压装力为50~200 kN。如压装力小于50 kN,则判断过盈量偏小,原因可能为轴箱节点外径偏小或轴箱转臂内孔损耗偏大;如压装力大于200kN,则判断过盈量偏大,原因可能为轴箱节点外径偏大或轴箱转臂孔存在不光滑的金属镏痕等。压装不合格,均不能继续下道工序[11]。
3.1.4 资源配置及计划功能
为轴箱转臂的检修创建具体的工序订单,设定单件轴箱转臂检修的起始、完成时间及车号等信息。在具体检修过程中,所更换的配件及其数量直接在系统中体现,并最终通过服务器反馈至企业资源系统(ERP)中,当配件超出安全库存时,提醒及时下达配件订单,并补充发运至检修现场,确保配件的及时供应[12]。
3.1.5 检查及追溯功能
在完成全部检修工序后,生成轴箱转臂完整的检修管控履历表,包含原始信息、过程图像、过程参数、尺寸记录等必要的全部信息,便于管控检查及后期相关信息的追溯。
3.1.6 管控配置功能
根据轴箱转臂检修的管控项点及其工艺要求,配置管控信息的采集工序及数值范围、设备信息、人员信息等,并固化为相应的轴箱转臂管控表格,将检修过程中采集的信息从服务器后台自动抓取至管控表格中,并根据管控需求,生成类似质量分析报表、配件需求报表等 [13]。
3.2 系统构建
管控信息化系统包括资源配置及计划模块、通信及采集模块、检查及追溯模块、管控配置模块,并通过开发软件系统在电脑端及手机端实现上文所述功能,系统具体构建如图3所示[14]。
在检修管控现场区域,配置有服务器、工控机及终端采集等硬件装置。其中服务器与资源配置及计划模块、通信及采集模块、检查及追溯模块、管控配置模块保持实时数据交换。通信及采集模块与现场的工控机及PDA采集装置连通,检查及追溯模块、管控配置模块可选择配置打印机、显示屏及在手机端通过手机应用程序(APP)显示[15]。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
中国应急管理科学(2022年1期)2022-04-18
信息技术时代·上旬刊(2020年1期)2020-09-10
伙伴(2020年1期)2020-02-14
环球时报(2018-10-19)2018-10-19
校园英语·中旬(2017年16期)2018-01-27
商情(2012年48期)2017-11-08
青年时代(2016年19期)2016-12-30
发明与创新·大科技(2016年12期)2016-12-14