
0#块段销接托架与焊接托架施工工艺对比
2020-10-20 06:28马龙,罗勇
筑路机械与施工机械化 2020年9期
马 龙,罗 勇
(中交第二公路工程局第三工程有限公司,陕西 西安 710016)
0 引 言
目前的桥梁悬臂施工中出现了较多的施工工艺,而三角托架在0#块段施工中应用广泛,主要是因为三角托架结构形式简单,受力性能较好,成本较低。同时三角托架在与墩身预埋件连接形式上也有不同,施工中较为普遍的有焊接托架及销接托架,这2种托架各具优缺点。本文依托于汉江流域的1座悬臂桥作为实例,从施工过程对比分析2种托架的施工工艺。
1 工程概况
陕西省安康市汉江流域上某悬臂桥是1座左右分离式桥梁,墩高较高,施工水域的水深较深,且受洪水水位影响不适合采用落地式支架浇筑0#块段,所以使用托架法施工工艺,在确定方案时将销接及焊接2种托架类型作为课题进行研究。本项目中主桥箱梁0#块箱梁中心高850 cm,顶板宽1 250 cm(横坡 2%),底板墩顶4 m段与墩身同宽800 cm、悬臂侧宽700 cm,根部底板高200 cm、端部底板高111.8 cm,根部腹板厚120 cm、端部腹板厚104 cm,根部顶板厚180 cm、端部顶板厚28 cm,横隔板厚135 cm,两侧装饰板高5.5 m、厚0.5 m。
2 0#号块段施工
连续刚构0#号块段的施工关系着整个桥梁的线型控制,而且0#号块段托架设计及施工过程中的各种缺陷往往是导致安全质量事故的重要原因。现有的托架形式多种多样,但是总体分为落地式托架及墩身预埋式,主要根据当地地形、桥梁结构特点、工程造价及墩身高度来选择。一般桥梁施工中采用墩身预埋悬空托架的居多,主要施工工艺为在墩身上预埋结构件,待墩身浇筑完成后安装托架并经过检查合格后进行预压,消除托架非弹性变形,验证弹性变形量后调整0#块段分配梁及砂筒的标高,开始0#号块段钢筋、模板及混凝土工序的施工。
2.1 托架施工
选取托架材料主要受0#号块段重量、结构形式影响,同时应考虑项目现有材料的利用率,尽量采用现有材料设计0#号块段托架。利用Midas软件计算结构稳定性后,通过标高计算托架预埋件的位置,并在预埋件位置处加强墩身钢筋安装,确保预埋件对墩身影响小。
现有的托架基本分为两种类型,一种是焊接式,即墩身上预埋钢板与托架焊接,并在墩身两侧设置对拉杆件让托架形成整体,增加托架水平拉力,减少焊缝承担的拉力。同时在托架下方设置钢棒来提高竖向受力性能和结构安全性;另一种是销接式,即在墩身上预埋销接构件,一般采用打孔厚钢板作为销接构件,便于在预埋时减少对墩身主筋钢筋的影响。
2.2 0#号块段混凝土浇注
0#号块段混凝土浇注方式可分为1次浇注或多次浇注成型,主要由0#块段尺寸确定,应充分考虑拌合站的生产能力及混凝土热胀冷缩等因素。一般高度超过8 m的0#号块需要多次浇注成型,不宜采用单次浇注,否则易产生收缩裂缝。在确定方案时应考虑浇注次数并根据浇注次数验算结构及变形量,还要根据浇注方案调整托架预压分级,并保证方案、计算与实际施工相符合。
3 不同托架施工对比
3.1 焊接对拉托架
0#块托架三角架由II40a双拼工字钢制成,三角架共5组,两侧腹板各2组,中心距为120 cm,底板中心1组,与两侧间距均为220 cm。每片三角架横杆设置2根对拉精轧螺纹钢筋用以消除0#块悬臂段产生的水平拉力。三角架横杆上设置4根II40a工字钢作承重横梁,中心间距为120 cm;承重梁上安设由I12.6工字钢焊拼的排架。焊接托架与墩身预埋钢板焊接,并在托架下方预埋承重锚杆作为主要承重构件。
3.2 销接对拉托架
销接对拉托架的基本数量及材料型号同焊接托架,区别是它的三角架通过70销钉与锚固于墩身的2 cm厚钢板预埋件销接。
4 不同托架分析
4.1 材料差别
由图1、2可知,销接托架相较于焊接托架形式更加简洁。焊接托架需要在加工场内整体焊接完成后方可转运吊运安装,如果不加竖向工字钢作为固定加固构件,极有可能会发生变形,导致安装后结构受力存在不利影响。同时,由于焊接施工时处于高空作业且为竖向及仰视焊接,不利于控制质量,所以需要在托架底部预埋钢棒作为承重构件。
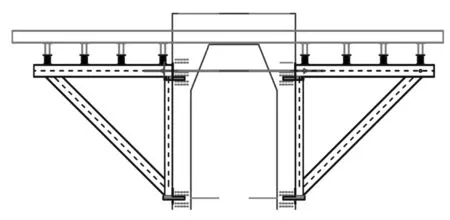
图1 焊接对拉托架
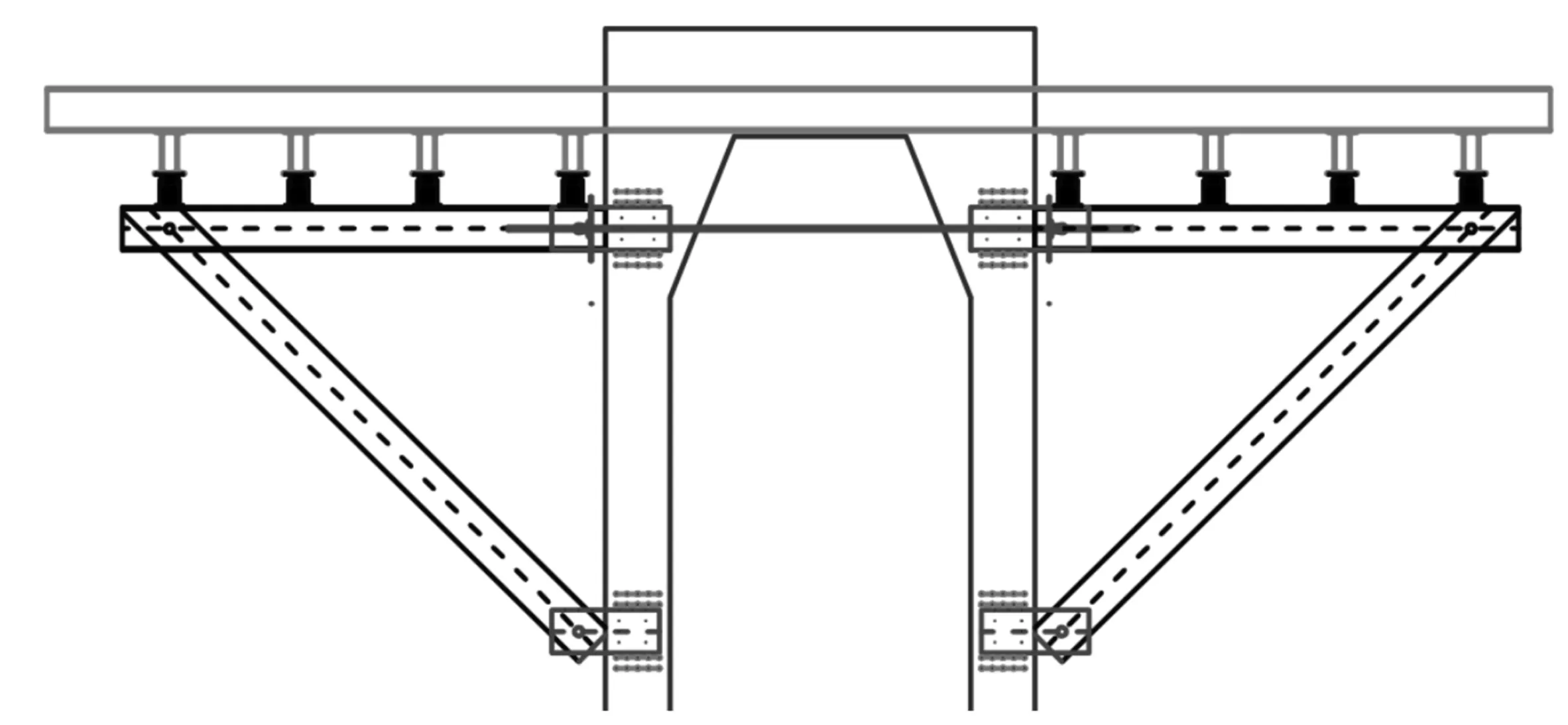
图2 销接对拉托架
4.2 工效差别
研究人员根据托架形式的不同在施工阶段对人工及时间进行统计,统计结果见表1。
由图3、4可知,在人工及时间方面,销接托架比焊接托架更加快捷省力,人工仅为焊接托架总数的60.66%,时间仅为焊接托架总数的62.5%。从安全方面来说,销接托架安装时间短,工人在高空作业的时间较少,仅需要1 d就能安装完,且安装过程简单,因此相对于焊接托架的安全性更高,更加方便。
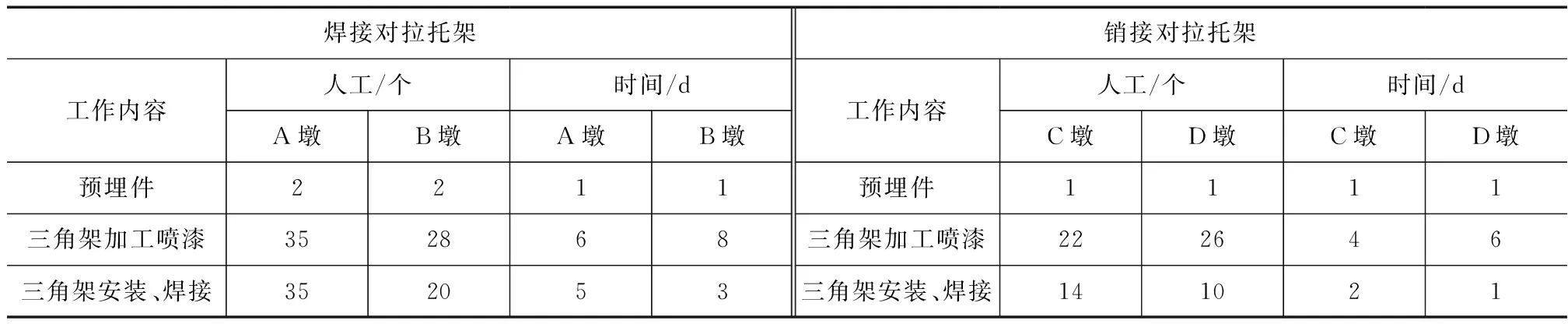
表1 人工、时间统计表
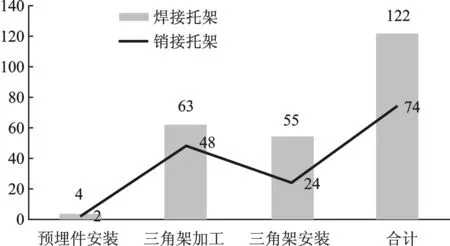
图3 人工对比表
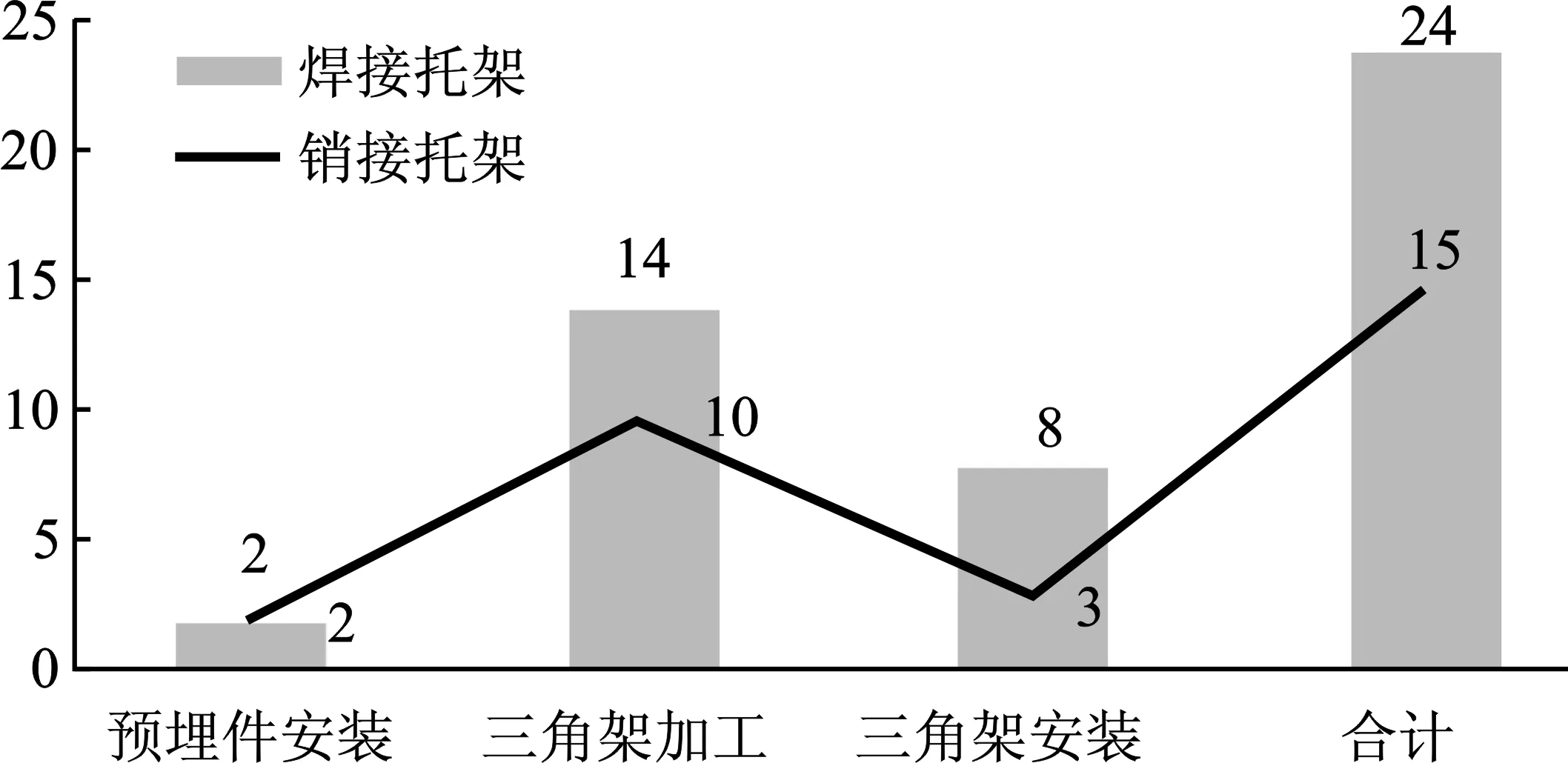
图4 时间对比表
同时,焊接托架一般需要在场地内将型钢焊接加工成整体后再吊运至安装位置,对焊接精度要求高,吊运时需要注意保护托架不变形不扭曲。而销接托架可以直接按照尺寸加工好后进行吊运安装,便于现场组织施工,工序上衔接更加顺畅,间接减少了机械、人工方面的使用成本。
4.3 成本差别
从图1、2中的托架形式及表2中的材料对比来看,销接托架使用的材料要少于焊接托架,直接成本较低。其次,销接托架拆除后还可以重复使用,也会减少成本,提高材料的利用率,每个项目仅需要预埋销接的钢板及加固钢筋即可。
4.4 质量控制差别
首先,在300 ℃的高温下,混凝土的抗压强度基本不变,但超过50 ℃时混凝土的抗拉强度就会明显下降。钢筋混凝土的强度在300 ℃~400 ℃时会迅速降低。普通钢筋混凝土和混凝土的耐热温度都不应超过80 ℃。而Q235钢材的焊接熔化温度约为1 400 ℃左右,焊接过程中可能会对周边混凝土的性能造成较大的影响,因此在焊接区域内的混凝土时常会出现裂缝等病害,对墩身质量有较大的影响。而销接托架则没有这方面的影响,在后续拆除过程中对预埋件进行防锈处理即可,同时应避免采用高温割除而采用低温割除,尽可能不割除。
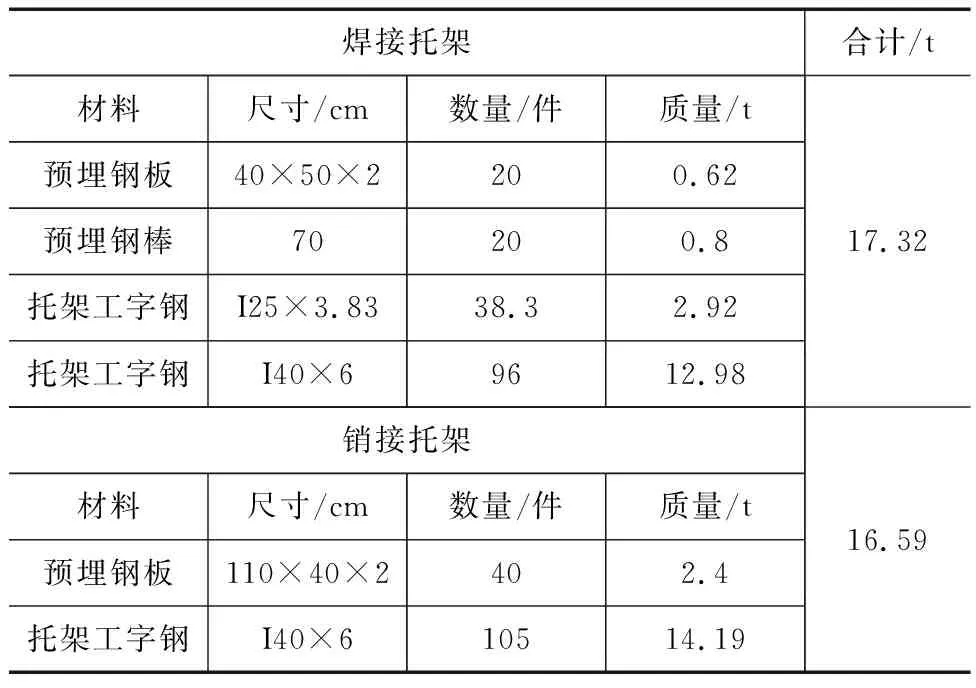
表2 托架不同之处材料对比表
其次,高空焊接的质量受现场实际施工情况影响较大,还会受焊工技术、焊接方式等因素影响。公路行业的焊工技术差异化较大,焊缝质量无法达到专业焊工的标准,以上各种因素都会对焊接质量产生不利影响。
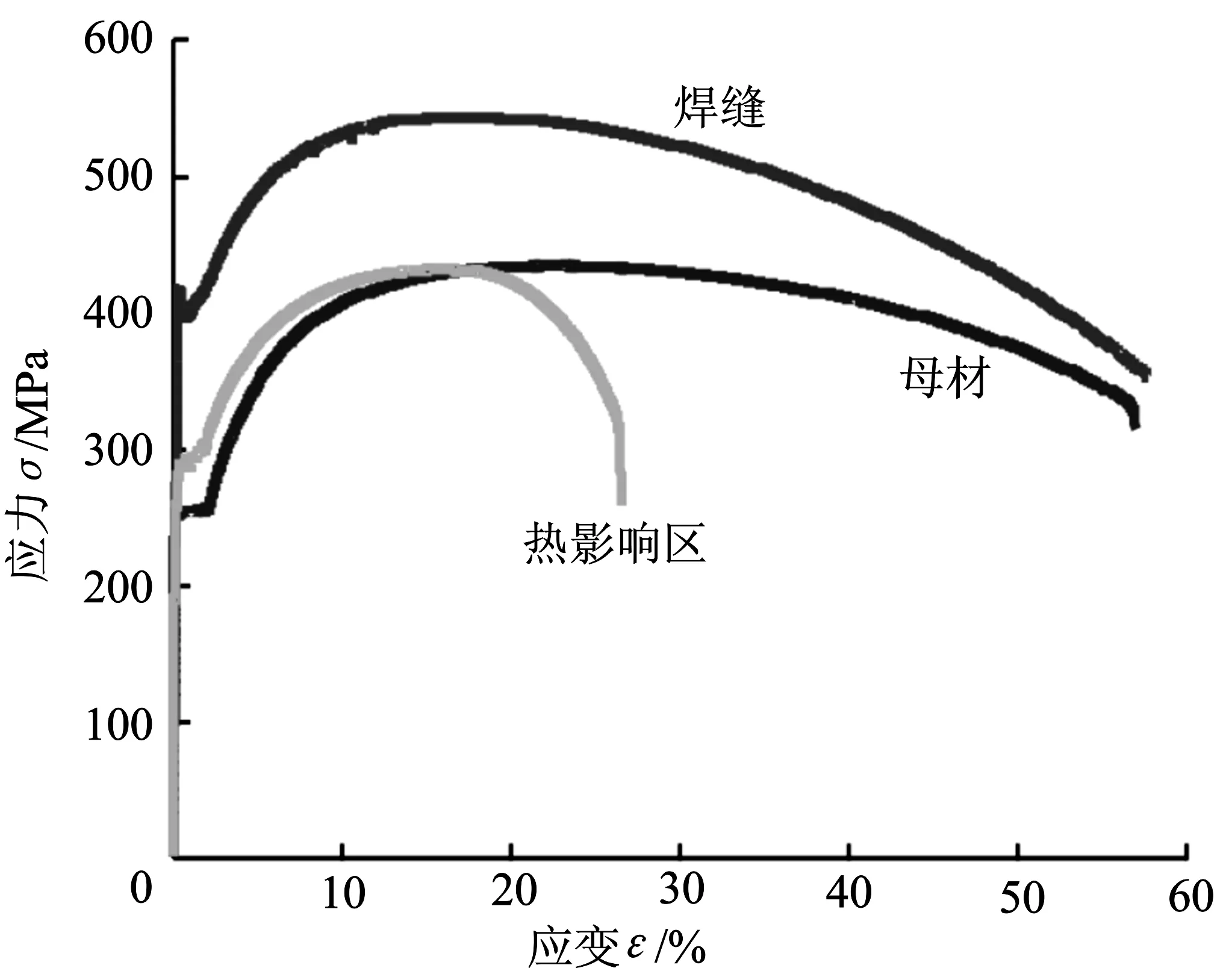
图5 钢材工程应力-应变曲线
最后,钢板在焊接过程中部分区域应力-应变产生变化,如图5所示。焊缝的应力-应变较母材强度更高,且变化趋势同母材一致,但是热影响区的应力-应变关系存在断裂现象。而焊接的热影响区无法消除,范围一般是板厚的30%,这就存在钢材受拉区域和热影响区重叠的情况,产生安全隐患。现场高空焊接多采用手弧焊,这种焊接方法对钢材的变形影响较大,对钢材的破坏更大,所以本项目在托架下方设置了钢板以减少焊接的不利影响。
4.5 施工安全差别
焊接托架在空中作业时间长,且需要仰焊、平焊等多种工序,对焊工技术要求较高。同时,工人需要在空中转换焊接位置,施工时间长,安全风险高。焊接托架需要在场地内整体焊接成型,提升安装时容易在空中翻转,不易固定。每片三角托架重量约3.5 t,安装时需要工人在空中固定焊接三角托架,容易产生伤害并有高空坠落风险。而销接的三角托架每片重约2.8 t,不需要整体吊装,可以吊装单根承重梁,每根承重梁重约1.6 t,安装时仅需要将插销安装固定即可,相对于焊接施工更加高效安全。
5 结 语
(1)销接托架和焊接托架均能满足施工需要,本文所提到的不足均能通过技术措施、质量控制措施等进行规避和减轻,如焊接托架对墩身混凝土的影响可以通过将预埋钢管伸出墩身表面混凝土5~10 cm,防止焊接时高温对混凝土的影响。
(2)销接托架相对于焊接托架更加省人工及时间,人工节省30%以上,效率也更高。
(3)销接托架安装过程更加方便快捷,可操作性高,不需要长时间的高空焊接作业,提高了施工安全性,大大的减少了安全事故发生的概率。
(4)销接托架避免了对墩身混凝土的高温影响,同时减少了焊缝对使用安全和质量的不利影响。
猜你喜欢
铁道建筑(2021年7期)2021-08-08
新疆有色金属(2020年1期)2020-06-08
世界有色金属(2018年23期)2018-02-28
山西交通科技(2017年4期)2017-10-29
北方交通(2016年12期)2017-01-15
浙江建筑(2016年8期)2016-09-03
西部探矿工程(2015年5期)2015-12-19
山西交通科技(2015年4期)2015-01-12
河南科技(2014年3期)2014-02-27
城市道桥与防洪(2014年5期)2014-02-27
