PASSIM卷烟机水松纸切刀自动润滑清洁装置
2020-11-18 15:58刘志超
中国电气工程学报 2020年14期
刘志超


摘要:简要回顾卷烟厂目前PASSIM 卷烟机水松纸切刀的清洁方式。说明目前的控制清洁方式在设备故障、人力浪费,产品缺陷等方面存在的问题。着重阐述设计研究水松纸切刀自动润滑装置的方法来源,控制系统的介绍及其功能优势。
关键词:水松纸切刀自动润滑装置 清洁 智能控制 节约人力 减少产品缺陷
1引言
现有各烟厂卷烟生产中,水松纸在切断前已涂胶并加热,在切断过程中已加热的胶会不断地黏粘在水松纸切刀的刀刃上,如果黏粘的胶过多就会影响到切纸效果。为解决这一现象,在现各烟厂运用了单个毛刷清洁切刀刃纸屑与胶点,由于胶的粘性,大量的胶块牢固地粘在刀刃上,使毛刷的清洁效果并不十分显著。
2水松纸切刀清洁润滑方式及目前存在问题
2.1水松纸切刀清洁润滑方式
在实际操作过程中,挡车工用毛刷加油的办法使刀刃上沾上一层油膜,每隔一段时间挡车工重复此类工作,从而降低胶块在刀刃上的粘附力,使毛刷能更好地清洁刀刃。
2.2目前存在问题
毛刷加油现阶段全部运用了人工加油的方法。人工加油的無持续性与不定量性是困扰各烟厂生产操作中最大的问题。一、无持续性:采用人工加油的时间间隔以挡车工的经验判断,有可能挡车工忙于其他事情而忘记加油时间。二、不定量性:采用人工加油的方法是挡车工在毛刷的表面涂抺一层油膜。而涂抺的量不能有效的控制,如果加油量大会出现刚开始的烟支污染现象;如果加油量小则必须加大加油的频率来解决。这种加油量的大小全凭挡车工的经验来控制,具有不确定性。三、不安全性:在高速运转工作的烟支卷接设备中拿下高速运转的毛刷,加过油后再手工安装到高速运转的机器中,本身就不符合安全操作规程,里面孕藏了极大的风险。四、增加操作工的劳动强度:每10-15分钟的一次操作,使毛刷加油成了挡车工工作的很重要的一个组成部分。
3水松纸切刀自动润滑装置
3.1结构组成及工作原理(如图1)
水松纸切刀自动润滑装置在结构上由装置启动单元、数据处理单元、执行单元三部分组成。
3.1.1装置启动信号单元
继电器是一种自动电器,当输入量达到某一定值时,继电器动作而带动其触点接通或切断它所控制的电路[1]。数据采集单元由卷烟机水松纸离合器信号350,558[2]传到该装置继电器K1的线圈上,线圈得电吸合。系统开始启动。系统取卷烟机350 558的信号连接到继电器K1的线圈上,线圈得电后吸合,常开点变成常闭点供给I0.1信号,系统开始启动。
3.1.2数据处理单元
通过触摸屏对毛刷加油量及加油间隔进行设定,设定值输入到PLC进而对毛刷旋转及加油间隔进行控制。其中PLC选用德国西门子公司S7-200微型PLC具有以下优点;可靠性高,抗干扰能力强配套齐全,功能完善;实用性强控制系统的设计、安装工作量小;维修方便,容易改造;体积小,重量轻,能耗低[3]。到位传感器负责接收的信号分别为:毛刷组升到位检测、毛刷组降到位检测、毛刷组旋转到位检测。数据采集单元自动识别信号种类,收集有效信号,为执行单元提供数据支持。
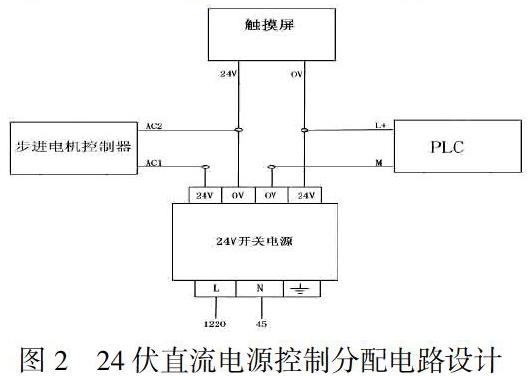
一、24伏直流电源控制分配电路设计(如图2所示)
开关电源为触摸屏、PLC、步进电机控制器提供24伏直流工作电源。L N取烟机上的电源1220 和 45。
二、检测系统电路的设计(如图3所示)
3.1.3执行单元
执行单元由电磁阀、气缸、同步电机组成,控制信号由中间继电器输出给执行单元,水松纸切刀自动清洁润滑系统共有3处需要压缩空气:第一处是释放油雾和油路管道清洁。当加油条件达到时PLC发出指令控制电磁阀动作,压缩空气释放到雾化装置产生油雾,对切刀进行润滑,润滑过后电磁阀失电油路管道开始清洁;第二处是毛刷组平台的升降。当有启动信号时PLC系统开始工作发出指令,控制电磁阀动作,压缩空气推动气缸使毛刷组系统开始下降工作。当毛刷组需要换位或停机时电磁阀失电毛刷平台上升;第三处是旋转平台的锁定和释放。当毛刷组换位时PLC控制电磁阀动作,压缩气体推动气缸使旋转锁芯抽出,释放旋转平台。步进电机通过PlC发出的指令经过步进电机控制器动作,当毛刷旋转到下一个工位时电磁阀失电锁芯推进锁定旋转平台。
一、步进电机控制电路的设计(如图4所示)
步进电机是一种能将电脉冲信号变换为机械转角或转速的电动机[4]。通过24V电源供电.由PLC发出脉冲信号到CP脉冲信号输入端,控制步进电机旋转到相应步距角。COM为输入信号的公共端。A+ A- 接电机A相,B+ B-接电机B相。
二、电磁阀电路控制(如图5所示)
PLC根据程序的设定处理后对相应的电磁阀做出相应的控制。Q0.1控制清洁润滑电磁阀;Q0.4控制升降电磁阀;Q0.5控制旋转锁定电磁阀。
3.2水松纸切刀自动润滑装置的功能
当卷烟机启动时,继电器吸合。继电器常开点变成常闭点,系统开始启动,升降平台放下,在参数上设置的加油时间满足时系统开始加油润滑。毛刷组工位转换时升降平台上升,润滑位的毛刷旋转到工作位,工作位的毛刷旋转到清洁位,清洁位的毛刷旋转润滑位,开始新的一轮循环。触摸屏实现人机数据交换,可以调节系统工作时的参数。
参考文献
[1]叶挺秀、张伯尧,电工电子学【M】.电子工业出版社,2006.
[2]孙志强、韩李利,ZJ19型卷接设备电器维修【M】.河南科学技术出版社,2014.
[3]梅丽凤,电气控制与PLC应用技术【M】.机械工业出版社,2007.
[4]吕如良、沈汉昌、陆慧君、郭文华,电工手册【M】.上海科学技术出版社,2004.
猜你喜欢
人民论坛·学术前沿(2016年23期)2017-01-18
中国绿色画报(2016年7期)2016-12-26
电子技术与软件工程(2016年20期)2016-12-21
电子技术与软件工程(2016年20期)2016-12-21
计算机教育(2016年10期)2016-12-19
求知导刊(2016年30期)2016-12-03
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
北方文学·中旬(2016年5期)2016-06-30
科技视界(2016年9期)2016-04-26