
浅谈一种提升陶瓷砖表面防滑性能的工艺方法
2020-11-20 02:00罗宏龙海仁周燕招伟培黄帅余修亮
佛山陶瓷 2020年10期
罗宏 龙海仁 周燕 招伟培 黄帅 余修亮

摘 要:由于地面湿滑,公共场合意外滑倒的事件频繁发生。地面意外滑倒成为了公众较为关注的公共安全事件。通过提升地面陶瓷砖的防滑性能,可以很好地降低意外滑倒造成的伤害事件的发生概率,所以本文通过工艺开发,用一种较容易实现的工艺方法,提升了陶瓷砖表面的防滑性能,工艺简单,易于应用,具有较好的推广价值。
关键词:地板砖;防滑;公共场所;意外伤害
1 前 言
随着建筑装饰的档次不断提高,豪华高档的公共建筑(酒店、写字楼、商厦,高档公寓等)的地面,大量采用光面的石材、陶瓷砖等板材做饰面。在美化了环境的同时,却也带来了日益突出的地面滑倒的安全隐患问题。目前国内公共场所由于地面湿滑而导致滑倒,甚至致伤、致残的事件不断上升。据国外相关报道,公共场合的滑倒、跌倒导致的意外伤害事件数量占全年伤害事件数量的比例最大,所以公众在装修中针对提升地面防滑性能的要求越来越普遍。地板陶瓷砖作为地面装饰最为普遍的建筑材料,改善其防滑性能,可以很好的避免意外滑倒、摔倒的概率。 尤其是老人、小孩频繁活动的场所和区域,提升防滑性能的必要性尤为突出。目前市面上的地板砖为了追求光泽感像抛光砖,全抛釉等产品,砖面的防滑程度十分让人堪忧。防滑性能好的釉面砖,根据UKSRG推荐的检测方法,防滑指数PTV(刻度盘上指针的读数,简称摆值)在30以内,防滑风险等级定义为中等级别,检测的摆值满足25以上的,我们可以认为这是一款满足防滑要求的砖。
2 工艺方案
本文介绍了一种提高表面防滑性能的釉面砖的制备方法,包括以下步骤:
(1)制备粗糙釉。
(2)产品的制备及烧成:在砖坯表面布施防污底釉,然后施步骤A得到的粗糙釉。
2.1工艺流程
压机成型——>砖坯干燥——>施底釉/面釉——>图案装饰——>施粗糙釉——>窑炉烧成——>磨边——>包装入库。
2.2 关键工艺描述
上述整个工艺流程适用于一般平面或模具面的釉面磚生产,其中关键工艺为粗糙釉的制备。粗糙釉的制备尽量满足三个工艺性能,首先是釉料必须高温,釉料的高温可以很好的实现粗糙的手感,其次就是釉料有较好的防污性能,也就是粗糙釉的使用不能影响成品的易清洁性。最后就是粗糙釉的膨胀系数,要与坯体、窑炉、面底釉匹配,在使用过程中尽量减少对砖型的影响,提升粗糙釉的适用范围。
2.3工艺参数
为了实现防滑效果,底釉或面釉工艺建议选择刀式喷釉,刀式喷釉的砖面效果较淋釉凹凸感更强。且喷釉比淋釉的釉量少很多,成本相对也较低。底釉或面釉的施釉比重建议控制在1.45~55g/cm3之间,釉量建议控制在每平方米500~600g水釉之间。
图案装饰工艺可以是喷墨打印、丝网、滚筒中的一种或几种叠加,建议以图案装饰为主。尽量减少工艺复杂度,例如凸釉、功能墨水、干粒工艺等,避免粗糙釉的覆盖会对特殊工艺的设计效果产生影响。
粗糙釉的施釉工艺建议选择喷釉或甩釉,比重建议控制在1.2~1.4g/cm3之间,釉量建议控制在每平方米200~400g水釉之间,釉量越多表面粗糙度越高,对砖面颜色影响越大,反之亦然,所以可以在一定程度上通过控制粗糙釉的釉量,调节砖面的粗糙程度。
3 釉料配方的选择
3.1底釉和面釉的配方选择
面、底釉的配方选择,除了釉面效果、发色、及防污性能的考量外,更需要关注与坯体的膨胀系数的匹配度,做到坯釉结合,建议釉料的膨胀系数略小于坯体,整砖变形处于一个微拱背的状态,有利于铺贴使用。根据本厂的实际使用情况,面、底釉配方优选方案为:钾长石38%,钠长石6%,石灰石12%,烧滑石8%,煅烧高岭土6%,氧化锌5%,白云石7%,氧化铝15%,碳酸钡3%。
3.2粗糙釉的配方选择
制备粗糙釉,粗糙釉的配方(wt%)高温透明熔块粉60-100,煅烧高岭土25-35,氧化铝1~2,将以上原料加水球磨后制成釉浆,高温透明熔块粉的细度为200目筛余小于4%。化学组成(wt%):
SiO2 45~50,Al2O3 20~25,Fe2O3 0.1~0.4,TiO2 0.1~0.2,CaO10~13,MgO 2~3,K2O 0.5~1,Na2 O 1~2,IL 2~3;
3.2.1高温透明熔块粉的选择
根据本厂的实际窑炉烧成温度,通过刮板窑烧进行肉眼观察,确定高温熔块粉配方,A、B熔块方案为优选方案,根据高温透明熔块粉的化学成分如下表1所示。
A方案与B方案熔块相比,B熔块透度更高,烧结程度更好,最终选择B方案为较好的高温熔块粉方案。
3.2.2粗糙釉配方的调试
粗糙釉的配方按(wt%)B高温透明熔块粉60~100,煅烧高岭土25~35,氧化铝1~2,通过正交试验,检测防污性能,筛选最优方案。防污检测项目包括:红、蓝墨水,红、蓝、黑油性笔,干湿水泥、干湿填缝剂,胶锤锤击。试验方案如下表所示:
通过上述试验结果可知,A粗糙釉方案防污效果最好,最终选择A粗糙釉配方确定为最优配方。
4 防滑检测方法[1]
4.1检测设备介绍
(1)检测设备名称:便携式、数字化钟摆式湿滑性能英国 MUNRO测试仪,见图1。
(2)检测设备结构:主要由机架、摆锤和摆锤杆、橡胶滑块、指针和刻度盘组成。陶瓷砖测试利用 4S(96)橡胶滑块,国际硬度值为 96±2 IRHD。
(3)检测设备操作:释放锁定开关,将具有一定势能的摆锤摆动划过试件表面规定的距离后摆向另一侧,指针被摆锤上的指针推动环带动,随摆锤一起摆动到另一侧后停留并显示出摆锤的最高位置。
4.2参考标准
设备符合国际标准BS 7976- 2:2002 Pendulumtesters- Part 2:Method ofoperation,BS EN13036- 4 等 26 个不同国际细节标准。广泛被健康安全顾问公司、地板和瓷砖厂商、材料测试实验室、公路代表处、当地理事会、休闲场所、专家证人、建筑维修专家等使用。
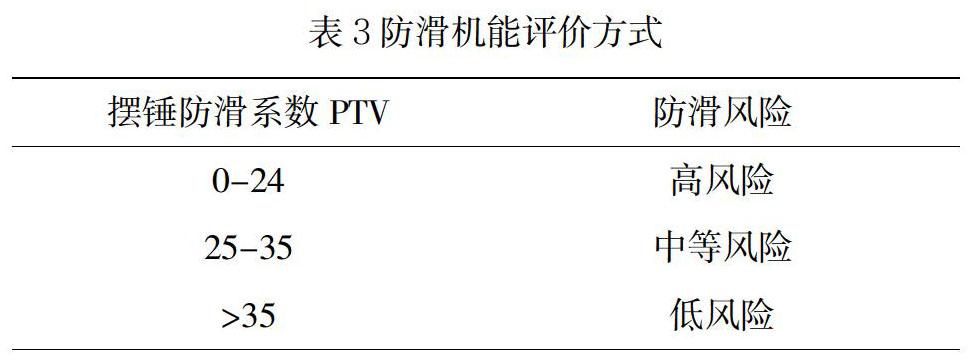
4.3防滑等级要求
英国 UK Slip Resistance Group 在 UKSRG 2005 运用的防滑机能评价方式见下表。
5 试验数据抽检
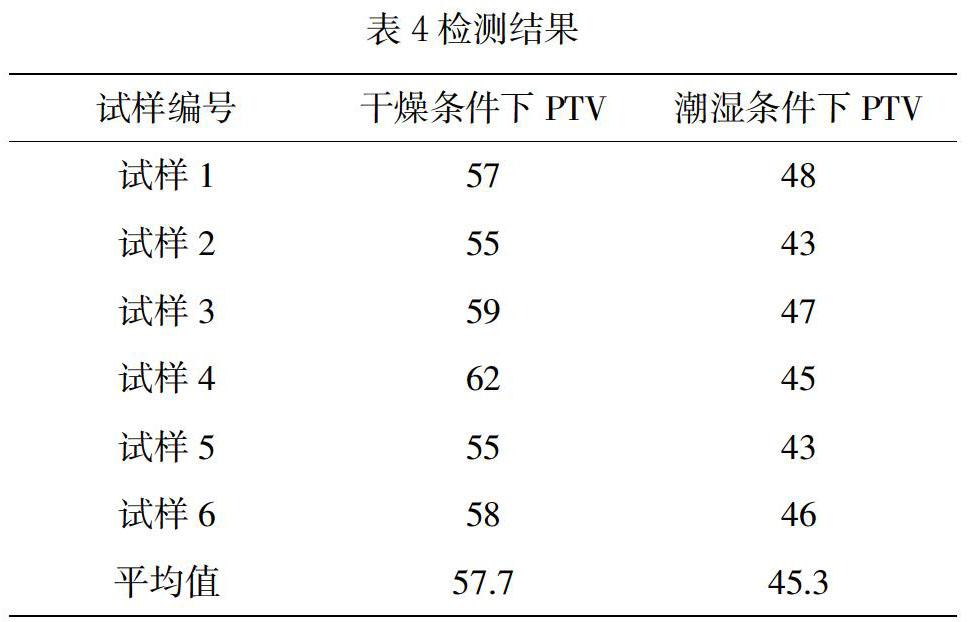
试验内容:将上述确定的1#粗糙釉方案,应用制备600mm×600mm规格陶瓷砖,随机取6片作为试样。将6件试样按照规范操作,分别检测干燥条件下和潮湿条件下的摩擦系数,检测结果如下表所示。
根据试验结果,通过该方法制得的防滑砖,试验得出的砖干燥条件下的摆值平均值为57.7,潮湿条件下的摆值平均值为45.3,PTV值远高于低风险的要求。
6 结 语
本文在普通砖坯上布施两道釉,第一道底釉或面釉为防污釉,建议选择亚光釉,有利于防滑性能的提高,第二道粗糙釉,加入的高温透明熔块细粉,增加砖面的粗糙度,起到防滑作用。通过两种釉料的性能结合,使产品的防滑系数上稳定在一个较高的数值上,达到提高防滑性能、且兼具防污性能的目的。
本文描述的工艺方案,实施简单,可以在不影响原有产品的工艺配方的前提下,通过增加一道粗糙釉提升防滑性能,具有较好的推广价值。
参考文献
[1]陶瓷砖防滑性能检测原理初探.盛正强,.佛山陶瓷 2019(279)10:35-40.
猜你喜欢
发明与创新(2022年24期)2022-06-14
发明与创新·小学生(2022年8期)2022-06-13
商品与质量(2021年20期)2021-11-23
动漫界·幼教365(中班)(2021年6期)2021-07-21
读与写·教育教学版(2016年12期)2016-12-23
现代塑料加工应用(2016年4期)2016-09-20
中国陶瓷工业(2014年2期)2014-04-18
中国陶瓷工业(2011年5期)2011-03-11
