
脉动式机车组装生产线探讨
2020-11-20 02:07程伟
装备维修技术 2020年7期
程伟
摘 要: 本文介绍了脉动式组装生产线在航空业的应用和推广,探讨将机车组装从“人动车不动”的工位节拍生产模式,调整为脉动式机车组装生产线的可行性。
关键词: 组装;脉动;工位;节拍
一、航空业脉动式组装线简介
飞机组装脉动生产线是介于固定站位装配与连续移动装配之间的一种装配生产线形式,其典型特征是产品移动时不进行装配作业,装配作业进行时产品不移动。因为这种生产线上不同工作区内的飞机都是按照统一的时间间隔完成工作后,移动到下一个工作区的,很像是人类血液的脉动,故而得名。最初由波音公司于2000年在阿帕奇直升机的制造中应用了脉动式组装线,2006年建成波音717的连续移动式组装配线。后来又在波音737的组装中应用,并且有了大量的经验总结和报道。
飞机组装脉动生产线,改变了传统飞机装配模式,借鉴了汽车工业先进高效的流水线作业方式,使飞机以固有的节拍移动,操作人员则在固定区域进行装配作业。通过对现有生产资源的合理规划和整合,它可以有效地提高飞机组装装配效率、改善产品装配质量,并能降低工人劳动强度、改善装配现场操作环境,实现飞机低成本、高质量和快速响应制造。目前组装脉动式生产线已经成为航空业组装的主要作业方式。以美国洛马公司为例,其生产的最新一代F35战斗机采用脉动组装线生产,在2018年生产了91架F35战斗机,相对2017年产量提升了40%,同时计划2019年产量再次提升40%。
二、机车组装工位制节拍化生产模式简介
中车集团大力推行精益制造思想,在作业中鼓励各公司按照工位制节拍化组织生产。工位制节拍化生产是以丰田拉动式生产为指导,以保证生产节拍为目标,通过运用精益生产的工具方法,达到提高效率、提升品质、稳定作业、有序生产的管理效果,具体含义是指以工位为作业组织单元,按照节拍化均衡生产的方式,以流水式作业组织生产。
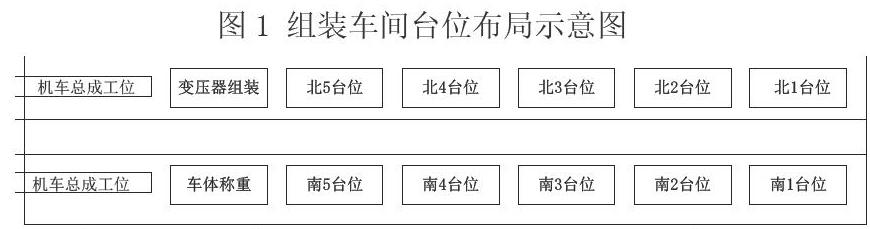
广机公司组装车间机共有10个组装台位分步在厂房南北两侧分布,南北侧2侧各5个台位东西向依次排开。每个台位采用4个支撑墩支撑机车车体,机车所有车上作业工作固定在台位上完成,台位布局示意见图1。因业务调整,南1台位用于和谐机车C6修专用台位,南2台位用作和谐机车C6修管排组装、物料缓存区,其余8个台位用于C5修组装作业。
广机公司结合精益生产思想,根据现场生产的实际状况,设计了工位节拍,在现场推行“人动车不动”工位节拍化生产,并组织进行物料配送。该生产模式下,机车车体从机车总成工位进入组装车间,先进行变压器组装台位安装变压器(如有),然后进入组装台位固定不动,作业人员、物料配送、生产管理以台位为核心不断流转。通过工位节拍划分,拉动上工序不断推进。相比于传统的多台位固定式站位组装生产模式,由于采用了精益生产拉动式管理理念,在生产资源配置上,以更少的人员、工艺装备实现了更高的产出。同时,由于划分了工位节拍化,工位交接时有质量卡控,通过产品组装过程质量的控制保证了产品的终端质量。但采用“人动车不动”工位节拍化生产模式,先对与产品流动的连续流水线来说,现场管理仍然存在以下困难:
1、目视化程度低
精益生产要求每个工位的生产六要素信息等各项表单均在在现场展示,由于固定式站位区域有限,无法将各工位的表单分开展示,不能第一时间找到需要的信息。
2、工艺装备配置难
由于工位作业人员作业区域不固定,工装工具不能在工位旁边定置,只能集中定置在班组休息区。每天作业时,作业人员需浪费时间取用工具。其次,工艺装备不能按照作业内容而是按照人员配置,增加了工艺装备的支出。采用自动化、智能化工艺装备时,不能每个台位配置,需带着装备从定置区到各台位作业。
3、物流配送困难
物流配送需根据每天作业内容,将每个工位的物料配送到各个台位,物流配送路线每天都在变化。
三、脉动式机车组装线的构建
国外的经验证明,在飞机等复杂装备的生产中,采用移动式(或脉动式)装配线是毋庸置疑的。但是从理论上说,传统的大规模生产过细分工的装配线是不适合复杂装备生产的。解决这一矛盾的主要方法是:采用精益制造原则和方法;将装配作业均衡地分解到适当规模的不多的几个站位上完成;采用柔性化和大规模定制生产方式和生产设备。这种生产模式一方面贴合组装车间实行的工位节拍化生产要求,另一方面又可实现“车流人不流”生产模式,便于降低现场管理难度,提高现场目视化率和标准化作业率,实现高效生产。
脉动式组装线同样是按照工位节拍化运行,在构建脉动线前,首先应设计工位节拍。工位节拍的设计应在满足客户需求的基础上,并考虑实际生产能力。以和谐机车C5修的组装作业为例,机车从组装到落车,物料齐全的情况下,组装周期为3天。广机公司组装车间有10个工作台位,可搭建3条脉动线,每天最多组装完成3台车,远远超出广机公司年度250台车的生产任务需求。同时考虑10个台位在厂房南北两侧东西向布置,机车应在一侧东西向移动,因此构建一条3工位的脉动线即可满足生产任务需求,另一侧5个台位用于异常时临时存车。
下面以组装厂房南侧3个台位为例,简述脉动线的运作与管理。
3.1 脉动式机车组装生产线的运作流程:
机车空车体进入组装厂房的工作流程如下:
机车总成台位→变压器安装台位(如有)→南3台位→南4台位→南5台位→机车总成工位落车
机车在南3台位完成组装工位1作业内容,在南4台位完成组装工位2作业内容,在南5台位完成组装工位3作业内容。
其中車体安装变压器、进入南3台位、从南5台位到机车总成工位落车使用天车吊运。车体在工位间的移动,可以采用地面敷设轨道配合工艺转向架方式或采用2台万向轮式液压升降车配合2个整体支撑墩方式。在机车脉动式组装先运行初期,可采用天车吊运的形式转运车体,进行脉动式组装线的验证。
3.2 脉动式机车组装生产线的管理
3.2.1脉动线上工艺管理
脉动式机车组装生产线节拍进行划分,节拍设计的基本原则如下:
1、各作业人员作业每个工位的作业时间不超过7小时(有效作业时间);
2、同工种作业尽量集中在一个工位并按照标准作业规范进行作业;
3、不同工种作业应尽量避免交叉作业,减少作业间的相互干扰。
工艺技术人员在完成节拍设计后,需根据实际运行情况,不断优化节拍设计,完善标准作业指导书,提高工位生产均衡性和节拍兑现率。
3.2.2脉动线上人员管理
车间作业人员的管理应确保脉动线作业人员基本固定,并能上能下。首先脉动线人员应为多能工,确保每个人的工作时间饱满、作业均衡;其次脉动线人员采用竞争上岗机制,每个考评周期强制淘汰末位员工,由具有多能工资质的非脉动线人员补充;非脉动线人员在其它台位完成小批量车型或新车试制。
3.2.3脉动线上工艺装备管理
机车在工位间流动,每个工位所需的工艺装备可明确定置在工位。按照员工作业内容配置齐全作业工具,并定置在多功能工具箱中。多功能工具箱采用智能管理,与作业内容绑定,只有接到生产派活的作业人员才可刷卡取用。由于作业内容的区域固定,可在工位配置各种辅助设备或者智能设备,保证关键特殊工序的作业质量。
3.2.4脉动线上物料配送
机车在工位间流动,每个工位所需的小部件物料可采用齐套化配送工装按照时间需求定点定时配送,避免员工各地取用物料,减小时间浪费。大部件采用AGV小车按时间需求定点定时配送,天车只需配合起吊安装,避免的天车长距离转运物料造成等待浪费和降低吊运风险。
3.2.5脉动线上质量管控
机车在工位间流动,工位间的转序需有上工位长提交完工清单机车方可转运,否则提请质量、技术部门介入判断是否转运,如不能转运应将机车吊运至备用台位。重要节点和关键特殊工序要设置专检项点或配置专检工具,如HXD1型(深度国产化)机车的二系簧座到法兰组件距离的专用测量工具,确保本工位作业质量可靠且可控。
四、总结
广机公司目前推行的“人动车不动”工位节拍化生产模式,相比传统固定式站位式组装生产线,在装配效率、装配质量、管理效率均有了较大提高。但是相对于“车动人不动”的工位节拍化生产模式,在三现方面做得不够好。通过航空业的脉动式组装生产线,给我们做的榜样和启发,结合广机公司目前的工位节拍化生产实际情况,本文对构建脉动式机车组装线提出了一个简单的方案,可显见的减少了等待天车、人员在走动、寻找物料的浪费和劳动强度的降低,同时通过智能设备的应用,可有效提高机车产品的可靠性和可追溯性。
参考文献:
1、《工程技术(文摘版)·建筑》2017年 第02月 05卷 | 罗星 谢恩强 中国中车唐山机车车辆有限公司,河北 唐山 063000 工位制节拍化生产方式
2、《数字化用户》2014年 第19期 | 王泉文 田慧 肖宪 天津北车轨道装备有限公司生产部,河北 唐山 063000 浅谈轨道车辆工位制节拍化生产
3、《航空制造技术》2016年第10期 | 李西宁 支劭伟 蒋博 王守川 飞机组装数字化脉动生产线技术
4、《精益管理指導:中国广告贴装备“智”造的管理基石》刘化龙 奚国华主编——北京:清华大学出版社,2017版ISBN 978-7-302-45976-7
猜你喜欢
初中生世界·七年级(2021年3期)2021-05-14
新传奇(2020年48期)2020-12-28
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
河北工业大学学报(2019年5期)2019-09-10
食品界(2019年5期)2019-05-23
汉语世界(The World of Chinese)(2019年2期)2019-04-19
阅读(低年级)(2018年5期)2018-05-14
现代畜牧科技(2015年11期)2015-10-21
企业导报(2015年6期)2015-04-27
