
浓硫酸销售装车自动控制系统开发与应用
2020-11-20 22:36吴长品吴长普
装备维修技术 2020年7期
关键词:PLC控制系统
吴长品 吴长普


摘要:本文主要讲述使用浙大中控 GCS-G3系列PLC控制系统对冶炼烟气成品浓硫酸销售装车实现自动控制,重点讲述对现有传统操作工艺进行改造,并根据控制系统特点做硬件和软件的组态编程和设计,通过人机界面的操作通讯实现控制功能。
关键词:PLC控制系统 冶炼烟气成品酸装酸 阀位开度PID调节 瞬时流量累计
Abstract:This paper mainly describes the application of GCS-G3 SERIES PLC control system in the automatic control of the sale and loading of concentrated sulphuric acid from smelter flue gas, according to the characteristics of the control system, the hardware and software configuration programming and design, through the man-machine Interface Operation Communication to achieve control functions.
Keywords:PLC control system Acid charging of smelter off-gas PID Control of valve opening
Instantaneous flow accumulation
1、引言
浓硫酸(98%)作为冶炼烟气制酸工艺的成品,具有强腐蚀性,在装载过程中形成酸雾对人体呼吸道具有强烈的刺激性,危害人员健康。酸库是成品浓硫酸的储存及装载的尾工序,主要工作任务是将生产岗位产出的成品酸经取样分析合格后,装入硫酸运输槽车内进行销售。在售酸装车过程中,操作工手动装酸存在实际装酸量与酸车核载量之间计量误差大的现象。当实际装酸量大于酸车核载量时需返回将超载部份的酸放回地下槽,需重复过磅,超载过多时曾经出现冒顶情况,造成地面泼洒污染等安全环保隐患;当实际装酸量小于酸车核载量时,运输酸车空损加大,导致运输成本增加,损害客户利益。因此,有必要对售酸工艺进行改造,通过PLC控制系统进行控制逻辑的编写,实现装酸的自动控制。
GCS-G3又称分布式RTU控制系统,主要面向面向分布式远程装置,即点数规模小于100点的控制对象,具有网络特性强大、安装结构灵活、环境适应性强等特征。此外,该系列产品还具有优先级功能的分时多任务控制策略,可以实现5ms完成重要设备的联锁响应,并能适用于有防腐和宽温要求的应用场合,在-40℃~75℃的环境中仍能正常运行。
2、系统硬件结构
GCS-G3控制系列产品作为一套面向设备的分布式控制产品,模块高度集成了控制、通信和数据采集功能,为用户提供一个一体化就地的控制方案;同时其强大的网络功能和快速的数据采集能力,也为用户提供了网络化的数据采集方案。GCS-G3控制系列产品可广泛用于石化行业的油气传输、罐区监控工程,节能减排工程,环境监测、水处理工程,能源计量管理工程以及新能源如风力发电等测控点数分布较广的领域。GCS-G3控制系列产品针对现场严酷环境进行了专门设计,能够运行在更为宽广的温度范围,并符合ANSI/ISA标准G3、IEC和EMC标准3A,从而使其非常适合腐蚀性或强电磁干扰的极端现场环境。作为集成WebField GCS控制平台的一部分,GCS-G3控制系列产品与GCS-G5控制系列产品使用相同的编程软件、网络协议和信息功能,从而有助于节省集成成本。GCS-G3控制系列产品采用柔性以太网技术,能够根据现场装置和设备的分布,灵活的变换网络拓扑结构,可根据用户方便性和安全性的需求构成星形、菊花链、树状、环网等多种网络拓扑,对于需要就地控制的装置或设备,可通过G3系列一体化控制模块实现就地控制、快速响应;对于需要就地监视的装置或设备,可通过网桥连接器GW313方便的连接触摸屏、就地监视站;对于遠程相对集中的采集信号,可通过机架式 I/O接入,最低成本的实现快速采集。GCS-G3控制系列产品提供强大的网络诊断能力,所有网络节点均能够通过设备管理软件进行在线管理维护构成可视化工厂,所有设备的运行状态一目了然。
冶炼烟气成品酸装酸自动控制系统由GCS-G3控制站、操作站节点及系统网络等构成,整个自动装酸控制系统由1台工程师站/操作员站及相应的过程控制网络等组成,系统结构网络框架见图1。
工程师站/操作员站是为专业工程技术人员设计的,机内装有相应的组态平台和系统维护工具,可通过系统组态及编程生成适合于生产工艺要求的应用系统,并提供给操作人员完成过程监控管理任务的环境 ,机内装有经工程师站组态、编程,编译无误后传送过来的流程图、应用软件等,有多窗口画面显示功能,十分方便地实现生产过程信息集中显示、集中操作和集中管理。现场控制站是系统直接与现场设备交换信息的I/O处理单元,完成整个系统在实时运行过程中的信息采集、控制输出、现场仪表24VDC电源供给等任务。
3、实施现场工艺开发与应用改造
3.1现场工艺改造
我公司酸库是冶炼烟气成品浓硫酸的储存及销售酸车装载的尾工序,主要由成品酸泵将浓硫酸罐进行储存,放酸装载点位于储酸罐下方,装载时通过自流方式流至放酸点,由酸车进入放酸点进行装载,工艺示意见图2。
改造方面包括:新增一套PLC及上位机,将每个放酸点开关型电动阀后面的手动阀更换为调节型电动阀,并在总管加装测温点,在每个放酸点增加电磁流量计,在每个售酸点现场增加当前酸车装酸量显示仪表,在每个售酸点加装液位开关。
改造前装酸操作简述:酸车就位具备装酸条件后,打开酸罐手动放酸阀、打开放酸平台对应放酸点电动开关阀及前后手动放酸阀,远程打开酸罐电动调节阀进行装酸作业,见图3。
改造后装酸操作简述:PLC通过检测流量计体积流量,流量计流量经酸温、酸浓补偿计算后转换成质量,并在控制系统中进行累计,控制系统通过对给定放酸量及累计量进行比较,当放酸量接近给定放酸量时,通过现场实际压力、流量,自动进行调节阀开度的调整,当自动放酸结束后,电动开关阀自动关闭,见图4。
3.2仪表选型
3.2.1电动调节阀
电动调节阀采用对夹式衬氟蝶阀,由于该阀内腔及蝶板均采用高压注塑工艺衬有耐腐蚀、耐老化的氟塑料FEP(简称F46)或PTFE(简称F4),故具有可靠的耐腐蚀性和密封性。衬氟调节蝶阀能广泛适用于化工、石油、冶金、医药、电力等工业部门,实现对生产过程中酸、碱等强腐蚀介质的调节或切断,控制精度选用1%,可精准根据4-20mA给定信号控制阀位开度,主要选型规格参数如下:
公称通径:DN100
公称压力:PN16
阀体材质:WCB
连接方式:法兰连接
3.2.2电磁流量计
采用法兰式电磁流量计传感器,流量计内衬四氟,流量计精度决定着装载精度,这里选用流量计精度为0.2%,4-20mA标准信号输出,220VAC电源,LCD显示,主要选型规格参数如下:
公称通径:DN100
公称压力:PN16
量程:流量0-100m3/h
连接方式:法兰连接
4、系统控制软件设计和人机界面通讯
在Windows2007操作系统平台下安装GCSContrix、VxSCADA 软件软件包,进入授GCSContrix对系统进行下位机变量及控制逻辑程序的编写(包括图形化编程和SCLang语言编程)。通过进入VxSCADA系统组态软件完成对系统的组态、流程图制作、报表制作、二次计算组态经保存编译后下载到控制站运行,实现对测控点分散的过程或设备进行本地或远程监视和控制,实现数据采集、设备控制、测量、参数调节以及各类信号报警等各项功能,并为安全生产、调度、管理、优化和故障诊断提供必要和完整的数据及技术支持等。
4.1人机界面操作通讯
通过工程师站/操作员站可以对系统进行实时的监控操作,酸车在放酸点就绪后,操作人员根据酸车驾驶员需要的装载量输入系统,控制系统通过装载量打开电动阀及电动调节阀进行放酸,当达到装载量后自动关闭阀门停止放酸作业。也可以结合操作人员的实际操作情况,可选择手动控制和自动控制模式对装酸进行控制,人机界面见图5。
4.2 控制系统对酸车装载控制程序的软件设计
4.2.1酸车定量(质量)自动放酸
PLC检测流量计体积流量,流量计流量经酸温、酸浓补偿计算后转换成质量,并在系统中进行累计,酸装载量与给定装载量的比较及流量的大小反馈给调节阀,实现电动调节阀开度的PID 算法控制,当装载量达到给定装载量(质量)时,电动开关阀关闭,调节阀开度输出为零,程序见图6。
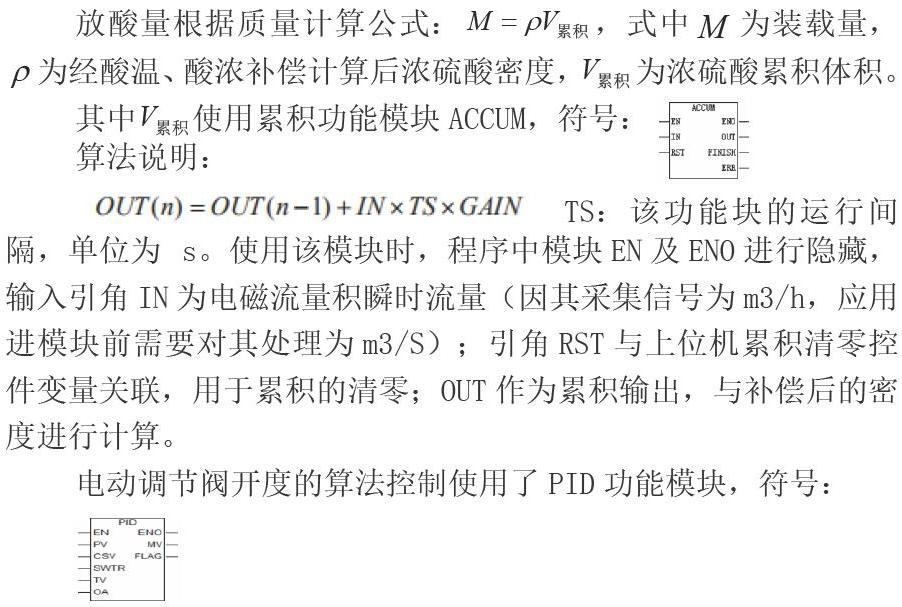
放酸量根据质量计算公式:,式中为装载量,为经酸温、酸浓补偿计算后浓硫酸密度,为浓硫酸累积体积。
其中使用累积功能模块ACCUM,符号:
算法说明:
TS:该功能块的运行间隔,单位为 s。使用该模块时,程序中模块EN及ENO进行隐藏,输入引角IN为电磁流量积瞬时流量(因其采集信号为m3/h,应用进模块前需要对其处理为m3/S);引角RST与上位机累积清零控件变量关联,用于累积的清零;OUT作为累积输出,与补偿后的密度进行计算。
电动调节阀开度的算法控制使用了PID功能模块,符号:
算法说明:
当 SWTR = ON 时,功能块处于跟踪模式,输出等于跟踪输入值 TV。 跟踪状态时,输出 MV 仍具有限幅作用,若 TV 值超出限幅范围则被强制在限幅值。当 SWTR = OFF,SWAM = OFF 时,功能块处于手动模式,输出跟踪手动值。当 SWTR = OFF,SWAM = ON,SWSV = OFF 时功能块处于自动模式时。由 PV 和 SV 值得到偏差,从而得到最终输出值。当 SWTR = OFF,SWAM = ON,SWSV = ON 时功能块处于串级模式时。由 PV 和 CSV 值得到偏差,从而得到最终输出值。所以功能块的模式优先级为:跟踪>手动>自动>串级。在使用该模块时,程序中模块EN及ENO进行隐藏,SWTR引角与浮子液位开关、上位机上自动/手动投切控件连接;TV引脚酸装载量与给定装载量的比较及流量大小阀位调节连接;MV输出给电动调节阀作为阀门的给定信号。
4.2.2酸车液位控制
放酸量给定后,PLC检测酸车液位到达上限后,电动开关阀自动关闭,电动调节阀开度自动为零。确保电动放酸阀出现故障时,装酸量不超载,降低放酸阀故障时风险及安全隐患。
4.2.3故障报警
出现以下任一情况,触发电铃进行报警提醒岗位人员检查处置:放酸阀关到位,超过延时时间后但流量计仍有流量输出;装酸量达给定值后超过正常阀门关闭所需时间,流量计仍有流量输出;无论是质量还是液位,只要其中一个超出设定值,控制系统输出报警。
4.2.4联锁保护
当岗位人员通过现场检查,放酸管位置及酸车雷达液位计摆放无误后,将现场检查开关打到准备就緒方可放酸;当放酸量达到给定放酸量时或当酸车雷达液位计检测液位大于或等于酸车高限液位时,电动开关阀自动关闭,电动调节阀开度自动为零。
4.2.5程序算法优化
根据硫酸在不同温度理论密度,构建计量硫酸质量温度补偿算法的数学模型,将检测的酸浓从上位机输入,将酸温信号引入PLC,比对系统计量放酸质量与实际过磅质量,调整补偿算法,通过控制系统采集的数据,完善修改程序算法,计量结果与过磅质量对比验证,使控制系统计量精度达0.15%。
4.2.6手动控制程序
在监控画面流程图点手动控制,在调节阀调节控制中在MV中直接输入阀门开度,程序中调节阀门控直接将MV值作为控制输出量输出到调节阀,调节阀门开度;电动开关阀直接根据需要手动选择开/关阀没,从而改变装酸的流量。
5、 结语
本文所介绍的自动控制系统自2018年11月投用以来运行稳定,检测仪表及控制仪表测量准确、运行平稳。该系统的实施采用关联现场放酸点酸浓、酸温、酸压等外在影响因数对浓硫酸密度的影响,完善程序算法在PLC内进行编程组态,使控制系统计量精度在0.15%内。同时,电磁流量计的累计及电动调节阀调节控制回路的PID参数的设定也是至关重要,找到最佳的参数设定值是浓硫酸销售装车实现自动控制的关键。
参考文献
[1]SUPCON GCSContrix系统使用手册
[2]SUPCONVxSCADA系统使用手册
[3]历玉鸣.化工仪表及自动化.第三版.北京:化学工业出版社,1997
[4]郑凤翼,郑丹丹.PLC 控制系统梯形图和语句表.人民邮电出版社,2006
作者简介:
吴长品 (1982-10)男 汉族 籍贯:云南省昭通市镇雄县 省市:云南省楚雄彝族自治州 研究方向:仪表控制 单位名称:楚雄滇中有色金属有限责任公司。
吴长普(1989-05)男 汉族 籍贯:云南省昭通市镇雄县 省市:云南省楚雄彝族自治州 研究方向:仪表控制 单位名称:楚雄滇中有色金属有限责任公司。
猜你喜欢
教育教学论坛(2017年3期)2017-02-10
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年28期)2016-10-14
电脑知识与技术(2016年5期)2016-04-14
中国高新技术企业(2015年35期)2016-03-05
科技与创新(2015年23期)2015-12-08
科技与创新(2015年22期)2015-12-02
中国高新技术企业(2015年30期)2015-08-11
电子技术与软件工程(2015年6期)2015-04-20
电子技术与软件工程(2015年6期)2015-04-20
