
薄壁深孔拉镗加工技术
2020-11-20 21:33杨建锋解宏梅倪娜
装备维修技术 2020年6期
关键词:薄壁
杨建锋 解宏梅 倪娜
摘 要 文章对薄壁长筒类零件内孔镗削方法进行了分析,并设计了一种简易的、适用于小孔径薄壁深孔拉镗加工方式的刀具系统,解决了型号薄壁长筒零件深孔加工的难题,在实践中获得了满意的使用效果。关键词 薄壁;深孔;拉镗
引言
军工、航空航天领域用到许多薄壁套筒类零件,这类零件内孔长径比一般大于10,属于深孔加工,加工难度高,加工精度难以保证。深孔加工的难点在于:
1) 深孔加工在封闭和半封闭状态进行,润滑、冷却都很困难,切削散热难。工艺系统热变形将严重影响孔加工精度;
2) 深孔长径比大,刀杆受孔径限制,直径小、长度大,刚性不足,切削时会出现让刀及振刀的现象,使孔的尺寸精度、位置精度及表面粗糙度都难以保证;
3) 切削长度较大,排屑空间狭窄,切屑排出很困难,容易与孔壁摩擦,孔壁加工表面出现螺旋沟,也易于发生切削阻塞,刀具容易磨损、崩刀;
4) 由于零件壁薄,加工时易发生切削变形和装夹变形,从而影响加工表面的几何精度和位置精度。
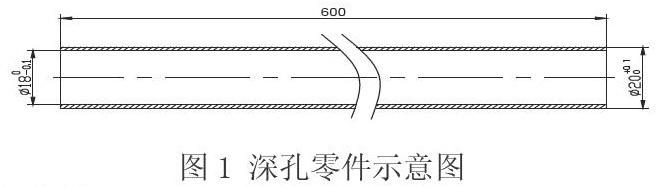
某型号卫星天线产品中涉及一种弯管零件,弯管前零件内孔孔径φ18 mm,外径φ20 mm,长度600mm零件,零件表面粗糙度要求为Ra1.6-Ra3.2,材料为铝合金(2A12 H112),见图1。
1 工艺性分析
图1可以看出,零件尺寸精度、表面粗糙度要求并不十分严格,但是考虑到后期弯管零件的制作,产品壁厚必须均匀一致,否则在弯管过程中,很容易出现产品褶皱、开裂等缺陷,同时,由于其壁厚仅有1mm,超出了国家标准铝合金管材的规格范围,也超出了市场上一般使用规格,即使材料厂家制作也有一定的难度,由于产品属于典型小批量零件,专门定制管材折弯成本过高(起订量高达1.5t)。另外,其内孔长径比达到33以上,属于典型的深孔加工,加工过程极易变形。
传统加工方法是先利用深孔钻加工内孔,在利用心轴加强内孔后,加工外圆,其缺点如下:
1) 深孔钻要求零件外圆留量较大,也就是说深孔钻之前,零件外圆大部分余量无法去除;
2) 用于加强产品内孔的心轴配合难度较大,配合间隙过小产品外圆大留量去除后,心轴很难取出,配合间隙过大就失去了心轴的作用;
3) 心轴直径φ18,长度大于700,心轴刚度难以保证。
由于以上缺点,传统方法加工效果较差。
2 工艺方案
该零件使用的毛坯是市场上现有的的铝合金管材(外径20mm,壁厚2mm),只需要对内孔进行加工。目前深孔镗削的运动形式主要有:1)工件固定、刀具旋轉并进给。一般用于加工不方便旋转、孔径精度要求较高的工件,缺点是加工的孔直线性较差;2)工件旋转、刀具进给并旋转。加工效率高,但采用内排屑时,在镗杆中间形成了离心力,不易排屑;3)工件旋转、刀具只进给。一般用于加工圆柱棒料类的工件,可以加工出直线度和圆度都较好的孔。经过实际分析,确定该零件加工采用第三种运动方式加工。
考虑产品内孔长径比大、孔壁薄的特点,采用常规推镗法加工,镗杆直径小,刚性不足,很容易产生让刀及振刀的现象,甚至将工件薄壁镗穿;镗杆直径大,排屑空间狭窄,切屑排出很困难,容易与孔壁摩擦,孔壁加工表面出现螺旋沟,也易于发生切削阻塞,刀具容易磨损、崩刀,因此,选择拉镗方式进行加工,分粗镗+精镗两次完成。
3 刀具系统设计
薄壁深孔刀具系统设计时主要考虑自导性、排屑、润滑、经济性等因素,本文介绍的镗刀系统结构简单、自导性强、排屑及润滑良好、经济性尤为突出,是单件小批量产品十分适用的一种解决方案。
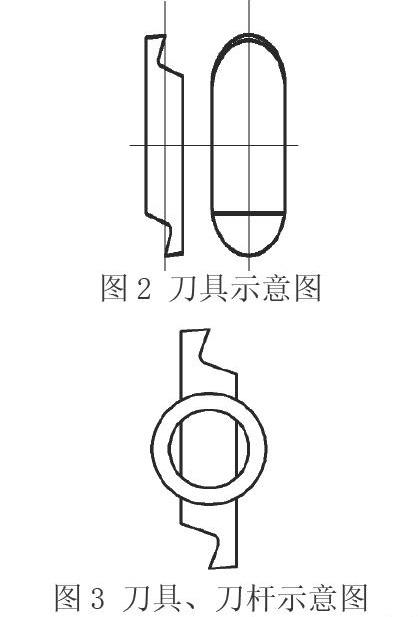
刀具结构见图2,采用硬质合金材料,线切割+刃磨成型,刀具前角10-15°、后角3-6°。
刀杆采用中空钢制圆管制作,长度根据零件长度选择,圆管内部穿入切削液软管,对刀具切削刃进行冷却,圆管端部根据刀具尺寸加工方槽,将刀具嵌入方槽中,控制方槽及刀身表面粗糙度,保证刀具可以在方槽中自由移动。
加工时,将刀具、刀杆部分与机床刀架连接,工件旋转,刀杆随刀架做直线运动,通过刀具在刀杆方槽中的自由运动起到自动调节切削中心的效果,同时刀具在切削方向的圆弧设计能够有效避免加工过程刀具自身走偏卡滞的问题,为了防止刀具震动,一般转速不超过100r/min,尾座运动速度不超过0.1mm/r。
4 应用效果
通过实际零件的加工表明,刀具结构合理,加工过程平稳,加工质量稳定,很好地解决了薄壁深孔的加工难题,满足了型号研制的需求。同时,由于刀具结构简单、便于更换,经济性尤为突出。
结束语
本文提供了一种简易的薄壁深孔拉镗加工工艺方法,虽然系统本身较为简单,但应用效果良好,也正因此特点,其经济性尤为突出,更加适用于单件小批量产品的加工。
参考文献
[1] 苗晓鹏.程建安.薄壁长筒零件深孔镗削工艺与数控组合机床设计.组合机床与自动化加工技术.2013年05月.第5期:118-119.
[2] 肖继明.李言.郑建明.袁启龙.李淑娟.薄壁深孔镗头的设计与应用. 组合机床与自动化加工技术. 2004年06月. 第6期:80-81.
[3] 庞俊忠.赵荣.吴伏家.彭小明.超长精密内深孔加工.机械设计. 2013年01月. 第1期:81-84.
作者简介
杨建锋,男,1985年,工程师,毕业于燕山大学,机械设计及理论专业硕士研究生,目前从事精密机械加工工艺工作。
猜你喜欢
科技研究·理论版(2022年9期)2022-07-13
中国新技术新产品(2018年3期)2018-02-01
科技创新与应用(2017年28期)2017-09-22
科技创新导报(2017年9期)2017-08-02
东方教育(2016年9期)2017-01-17
科学与财富(2016年15期)2016-11-24
科技资讯(2015年8期)2015-07-02
中国高新技术企业(2015年13期)2015-04-30
