
浅析某款车型分体式车门夹具形式及焊接控制
2020-12-09 05:40杨焱李艳鹏郭松亮张鹏
汽车实用技术 2020年21期
杨焱 李艳鹏 郭松亮 张鹏
摘 要:分体式车门现在已经被普遍的应用于汽车车门制造中。文章对影响分体式车门焊接的主要因素进行了深入的分析,讨论了分体式上段单件尺寸控制要素、夹具设计控制要素对车门上下部焊接的影响,为分体式车门焊接控制提供参考。
关键詞:分体式上段;控制要素;夹具设计
中图分类号:U466 文献标识码:B 文章编号:1671-7988(2020)21-186-02
Abstract: Split-type doors are now commonly used in automotive door manufacturing. In this paper, the main factors affecting the split door welding are analyzed in depth. The influence of the single-piece size control element and the fixture design control element on the upper and lower welding of the door is discussed, which provides a reference for the split door welding control.
Keywords: Split upper section; Control element; Fixture design
CLC NO.: U466 Document Code: B Article ID: 1671-7988(2020)21-186-02
1 引言
随着汽车行业发展,车身车门的设计也需适应汽车市场的激烈竞争,必须引进先进设备及工艺技术来提高焊接的精度,不断缩短车型变换周期提高车门冲压整体材料利用率。汽车车门等一系列开闭件作为车身上相对独立的系统总成,与车身组成一个封闭的车整体。车门设计分为许多种类,最常见的为一体式车门、分体式车门。分体式车门以其钣金件面积小及材料利用率高等独特的优点,在汽车行业广泛应用。
2 设计方案
2.1 分体式上段总成组成部分
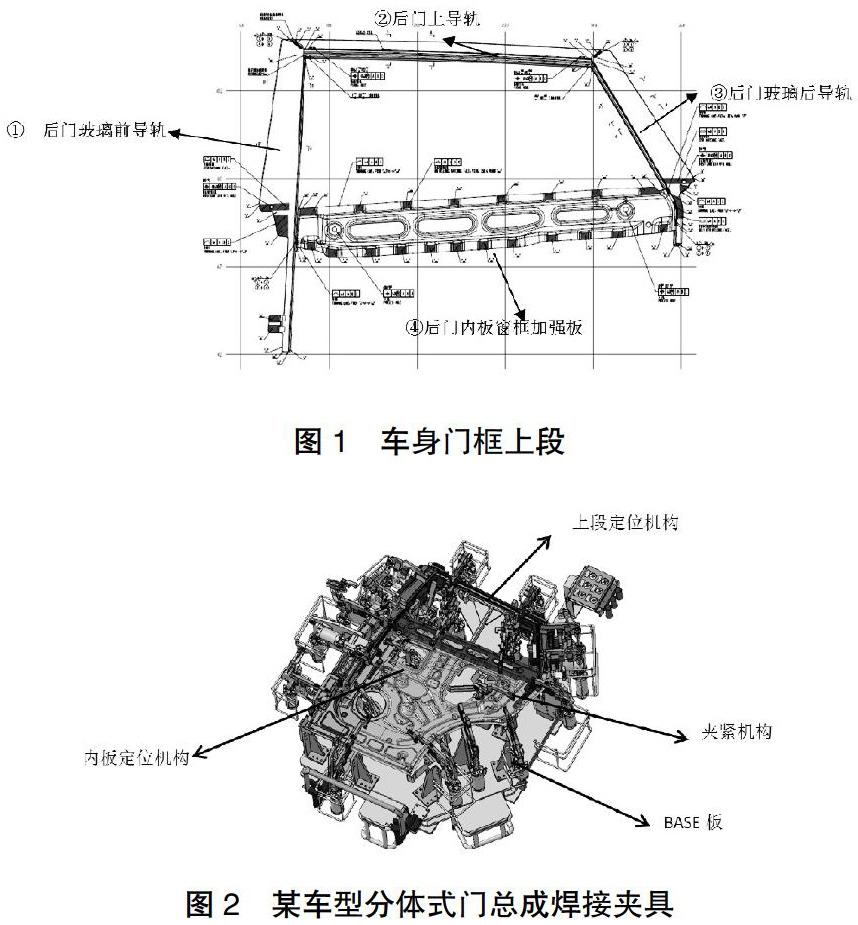
车身门框主要由后门玻璃前导轨、后门上导轨、后门玻璃后导轨及后门内板窗框加强板四部门组成,上段的主要拼接结构:后门玻璃前导轨/后门玻璃后导轨与后门上导轨之间辊压一体成型后,上部拐角位置采用CO2焊接形式,下部前后导轨之间采用窗框加强梁焊接连接。(具体组成部分如图示1)
2.2 分体式上段总成焊接夹具介绍
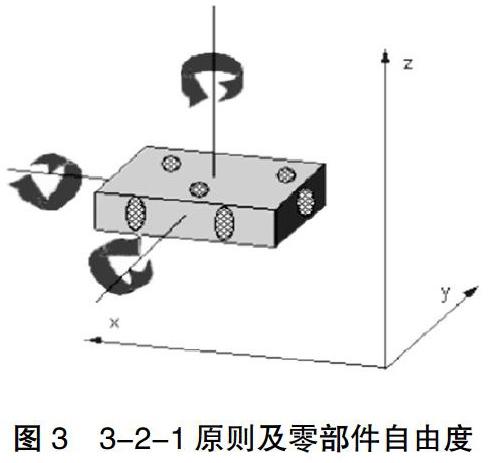
分体式上段以其在车身上匹配的复杂程度来看,尺寸的控制在车身上起着至关重要的作用,针对分体式上段焊接夹具起着重要的作用,以某车型分体式门总成焊接夹具为例,其夹具主要由夹具BASE板、上段定位装置,门内板定位装置、夹紧装置四部分组成。
BASE板是焊接夹具的基本组成部分,在夹具设计及检测过程中,BASE板作为自身夹具的测量基准,上段及门内板定位机构利用BASE板平面度参照基准设计,并通过对夹具定位机构夹紧保证焊接过程中一致性[3]。
2.3 RPS 3-2-1原则
一个零部件的平行和转动存在6个方向自由度。限制其6个自由度,才能保证零部件定位一致性,其中3个定位在Z方向,2个定位点在Y方向,1个定位点在X方向,由此便是零部件定位的3-2-1原则,而保持零部件平衡的6个定位点也就叫做RPS系统定位点,简称RPS点[3]。
2.4 分体式车门焊接控制要求
从车门的整体外观及周边配合状态分析,顾客主要关注点在于门缝与门缝之间的间隙及平度要求,为保证白车身外观美观度,对门内板及上段总成焊接夹具的稳定性及一致性提出了更高要求,合理的选取上段及内板定位尤其重要。
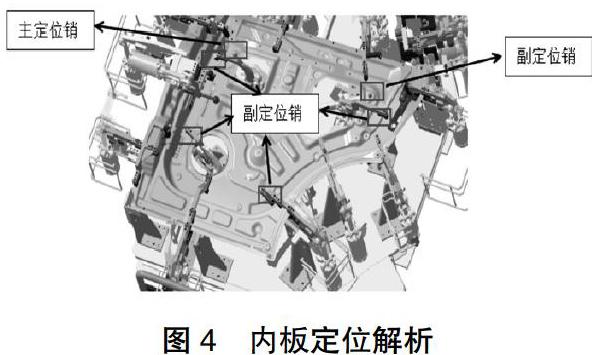
内板定位采用两销四面形式开展定位(图4),焊接前需对内板在夹具状态进行确认,上段为整体框架式自焊接件,过程转运及焊接过程中易产生变形,夹具设计为保证后门上段与前门上段之间的间隙平度,上段定位采用轮廓过限位定位方式(图5)。
主要优点:①保障门上段总成一致性,即转运中上段易出现变形,焊接夹具采用过限位方式设计,模拟检具功能,提前将不合格件识别隔离,规避不合格件上线;②保证门缝位置焊接一致性,即前门上段与后门上段主要以上段外轮廓边配合,上段定位方式采用面轮廓定位,将后续装配过程敏感位置作为基准,保证关联位置焊接一致性。
3 结语
本文从分体式上段组成部分、分体式上段焊接夹具介绍、定位的3-2-1原则及分体式上段定位方式四个部分对分体式门总成焊接进行介绍,为业界同事了解分体式车身焊接过程提供有利参考。分体式车门的引用整体对材料利用率提升,这项技术的运用与进一步发展需要行业内工程师不断地学习与交流。
参考文献
[1] 尹亚雷,张东强.RPS系统在白车身定位中的应用[J].汽车工艺与材料.2015(7):18-20.
[2] 卢宇宏,李春霞.RPS系统在汽车白车身焊装定位中的应用[J].机械工程师.2014(8):183-184.
[3] 吴绍富.基于RPS的车身总拼焊装夹具设计[J].现代制造技术与装备.2015(3):16-18.
