
螺旋水冷壁切角散管安装焊接施工工艺研究
2020-12-09 10:26刘江卫魏胜峰
中国电气工程学报 2020年8期
刘江卫 魏胜峰

摘要:改变以往单口处理工艺,将异型三通两道焊口同时热处理,并采用多点控温整体加热,达到两道焊口一次处理合格的效果。
关键词:螺旋水冷壁;切角;焊接;检验;对口
一、现状
我国超(超)临界机组的建设和运行日趋增多,焊接质量的好坏,直接关系到机组的安全、稳定运行。受种种原因影响,一些本应作为一个整体的管屏被分解成直管段和90°散管两部分,运抵施工现场后需重新组对焊接。水冷壁螺旋段切角90°散管和45°散管焊口数量众多,焊接位置困难,在供货状态无法改变的情况下,如何保证焊接施工质量就成了一项必须关注的重点。
二、施工工艺特点
1、对螺旋水冷壁标高找正方法及对切角散管组合工艺进行优化,保证钳工对口的方便,并最终消除散管对口错口问题。
2、分段同时施工,缩短施工工期。
3、优化焊接质量控制手段,提高焊缝质量,保证机组运行因焊接造成的爆管。
三、适用范围
火电发电机组螺旋水冷壁切角散管组对焊接。
四、工艺原理
1、组对时管屏标高找正:相邻管屏必须保持标高及前后尺寸精确。
2、在焊接前复查管屏位置尺寸,并对抽条铁工及焊接焊工进行岗前考试,持证上岗。
3、按上中下三个位置由上而下顺序同时组对焊接。
4、对切割后及焊接完的鳍片进行三级验收,并办理检查记录表。
五、施工工艺流程及操作要点
5.1、施工工艺流程
焊接前管排标高确定及焊接准备→组合焊接→无损检验→质量验收
5.2操作要点
1)首先要求锅炉队改变安装工艺来配合焊接,采用螺旋段和过渡段整体施工,冷灰斗单独安装,及螺旋段、过渡段地面组合到一起,分前后左右分别吊装,冷灰斗只有两片单独吊装。地面组合采用分段同时施工,缩短施工工期。
2)水冷壁设备组合时要把水冷壁鳍片切割、焊接质量做为质量控制的重点,在开工前要严格进行技术交底。
3)水冷壁切角空中组合时,结合图纸复查管屏的几何尺寸,尽量减少管屏组合与图纸偏差,减少在角部安装对口时的错口情况。
4)对螺旋水冷壁标高找正方法及对切角散管组合工艺进行优化,保证铁工对口的方便,并最终消除散管对口错口问题。对散管不规则所造成焊缝焊口的局部间隙过大时,应设法修整到规定尺寸,允许冷态修整,严禁热态修整,严禁在间隙内加填塞物,并做好记录,以便焊工施焊时特别关照。
5)焊件在组对时应将待焊件垫牢固和采取切实可行的防变形措施,以防止在焊接过程中产生附加应力和发生变形;焊件组对时应做到内壁齐平,对接单面焊局部错口值不得超过壁厚的10%,且不大于1mm;
6)焊口无损检测合格后,项目部应组织专业质检人员对所有切割开的鳍片及散管所加密封条,进行三级检查验收(并办理检查记录表),发现割伤、割透的管子,安排专业焊接人员对其进行补焊或换管处理,并再次由专业质检人员验收后再对鳍片焊接。
7)散管焊口焊接结束后,焊工自检合格后,再组织专业质检人员对缝进行检查(并办理检查记录表),是否有咬边焊伤管子、表面裂纹、麻坑、砂眼、气孔等问题。若发现问题再安排专业焊接人员处理。外观检查合格后,进行委托金属检测部门进行射线检测,不合格的及时返修,返修程序和正式施焊一样。
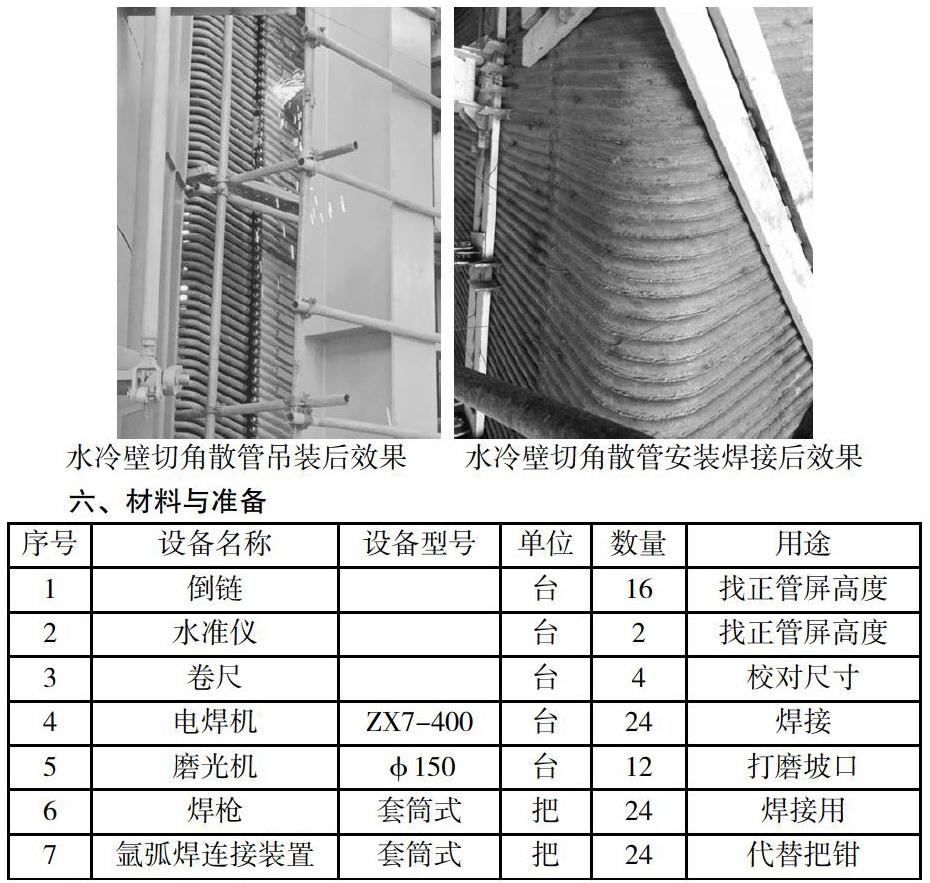
六、材料与准备
七、质量控制
执行《电力建设施工质量验收及评价规程》(锅炉机组)DL/T 5210-2009和《电力建设施工质量验收及评价规程》( 第7部分焊接)(DL/T5210.7---2010)、《火力发电厂焊接技术规程》(DL/T869---2012)规定。
八、安全及环保措施
开工前必须进行安全交底,班组长每天站班会应对施工人员进行针对性安全教育,焊接施工过程中,必须遵守安全、环保、防火等规程有关规定,进入现场要戴安全帽,高空作业要系安全带。施工所用工具尽可能放在工具包中,焊条头不准乱抛乱放,应集中回收。施工过程中,必须随时注意并检查作业点周围的工作地点安全情况,必须采取积极防护措施。对焊条头、焊丝头、等废弃物集中回收,减少固体粉尘污染。工作完毕,清理现场,做到“工完、料尽、场地清”。
九、结论
本工法将螺旋水冷壁切角散管安装焊接进行了上中下三层同时施工,且优化了组对方案,避免了对口产生的标高不一致造成的误工及对口应力,提高了生产效率和焊接质量,大大降低了机组因为切角焊接引起的爆管几率,为水冷壁切角组对焊接提供了可靠的决策依据和技术指标,新颖的工法技术将促进电力焊接施工技术进步,经济效益和社会效益明显。
十、结束语
赤峰经济开发区热电厂2×350MW超临界机组工程螺旋水冷壁切角管子材质为15CrMoG,规格为Ф38×7.3,全氩弧焊接工艺,采用该工艺后有效的解决了对口及焊接位置困难的问题,且工期缩短了17天,焊口及密封焊接外观工艺优良率达到100%,无损检测一次合格率99.95%,锅炉水压一次成功,得到了甲方和監理的一致认可,取得了良好的经济效益和社会效益。
十一、参考文献
《火力发电厂焊接技术规程》DL/T869-2012
《火力发电厂焊接热处理技术规程》DL/T819-2010
《电力建设施工质量验收及评价规程》(锅炉机组)DL/T 5210-2009
《电力建设施工质量验收及评价规程》( 第7部分焊接)(DL/T5210.7---2010)
猜你喜欢
中原商报·科教研究(2022年1期)2022-05-13
中国新闻周刊(2021年24期)2021-07-19
山西教育·招考(2021年2期)2021-03-04
山西教育·招考(2021年2期)2021-03-04
山西教育·招考(2021年2期)2021-03-04
山西教育·招考(2021年2期)2021-03-04
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
试题与研究·中考化学(2016年1期)2016-09-30
小天使·二年级语数英综合(2015年2期)2015-01-14
