
制氢转化炉下尾管开裂原因分析及对策
2020-12-17 03:27赵玉柱
当代化工 2020年11期
赵玉柱

摘 要: 中石油抚顺石化公司制氢转化炉的锥形管与下尾管焊缝处发生了断裂,影响了设备的有效运行。为了查明原因,避免失效的再次发生,通过宏观及低倍检验、化学成分分析、金相组织检验、电镜及能谱分析等手段,对失效样品进行了一系列实验室检测分析。结果表明:高温氧化和高温蠕变是造成下尾管处断裂的主要原因。锥形管小头管壁断裂失效过程为:晶界、晶内析出碳化物—晶界氧化、蠕变—晶界开裂—管壁断裂。为了保障转化炉的正常运行,建议对炉管下尾管与锥形管小头焊缝处进行重点的排查,并采用金相和力学检测等手段,对炉管的劣化程度进行评估。同时,严格控制炉管的出口温度和转化气的成分,进而延长炉管的使用寿命。
关 键 词:制氢;转化炉;高温蠕变;高温氧化
中图分类号:TQ116 文献标识码: A 文章编号: 1671-0460(2020)11-2579-05
Cause Analysis and Countermeasures for Cracking of Lower
Tail Pipe of Hydrogen Production Plant Reformer
ZHAO Yu-zhu
(PetroChina Fushun Petrochemical Company, Fushun 113001, China)
Abstract: The welding between the conical tube and the pigtail tube of hydrogen reformer in CNPC Fushun Petrochemical Company had broken, which had affected the effective operation of the equipment. In order to find out the cause and avoid the recurrence of the failure, a series of laboratory tests were carried out on the failed samples by means of macroscopic and low-power test, chemical composition analysis, metallographic examination, electron microscope and energy spectrum analysis. The results showed that high temperature oxidation and high temperature creep were the main reasons. The results showed that the fracture failure process of the tapered tube wall was as follows: carbide precipitates within the grain, boundary oxidation, creep of the grain, boundary cracking and pipe wall fracture. In order to ensure the normal operation of the reformer, it was suggested that the similar weld position should be investigated, and the deterioration degree of the furnace tube should be evaluated by means of metallographic and mechanical testing. At the same time, the outlet temperature of the furnace tube and the composition of the transformed gas should be strictly controlled so as to extend the service life of the furnace tube.
Key words: Hydrogen production plant; Reformer; High temperature creep; High temperature oxidation
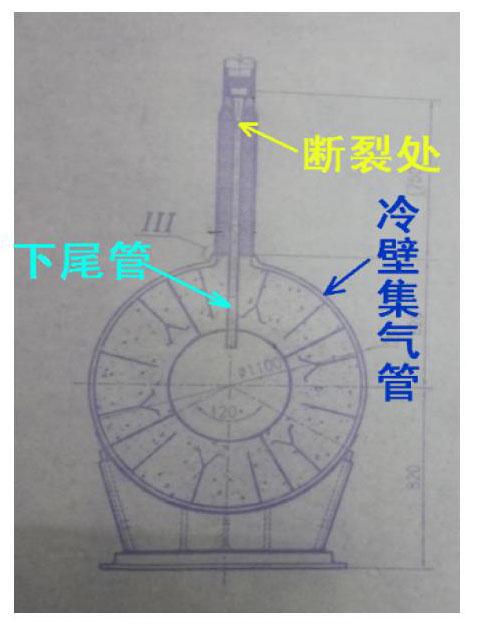
中國石油抚顺石化公司石油二厂60 000 m3·h-1制氢装置于2012年6月投入使用。制氢转化炉共有200余根炉管。炉管材质记载为ZG40Cr25Ni35Nb,规格为ф127×12 mm。2020年8月,转化炉中的一根炉管在其出口锥形管(小头侧)与下尾管连接焊缝处发生了断裂,如图1所示。炉管之间连接采用氩弧焊(GTAW)。炉管内介质为转化气(H2+CO+CO2+CH4+H2O),温度780 ℃,压力 2.5 MPa。为了分析下尾管断裂的原因,并进一步确定炉管的服役状态,进行了一系列的检测分析。
1 检测与分析
1.1 宏观及低倍形貌分析
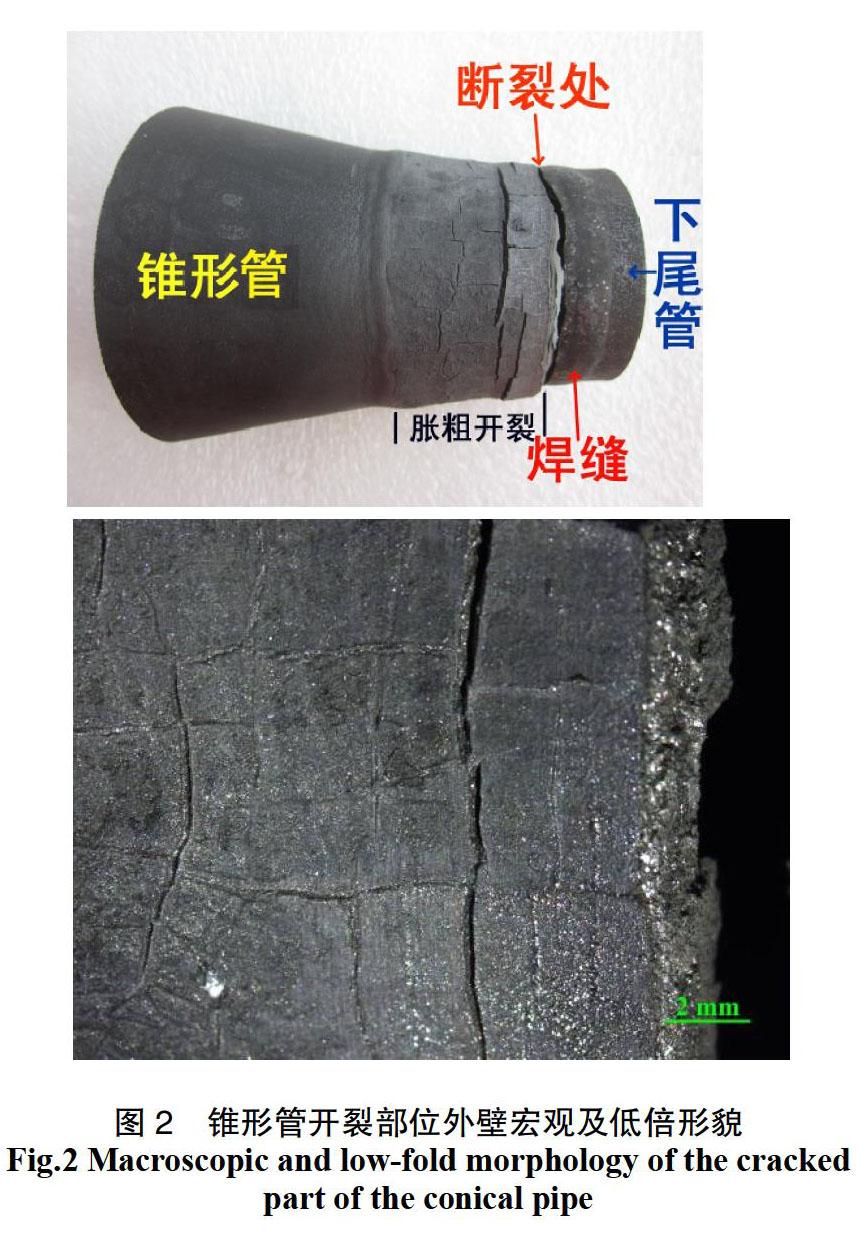
锥形管断裂在其小头与下尾管的焊缝处附近,即锥形管小头侧的焊接热影响区;锥形管小头端的断口与下尾管焊缝端的断口,两者无法很好地匹配对合,表明锥形管小头端断裂处有缺失;还有锥形管小头端从其断裂处向大头端方向有大约30 mm的环形区域出现了大量的网状裂纹,裂纹的开裂严重程度为环向(横向)裂纹大于轴向(纵向),而且在锥形管小头端,即距离断口越近处,裂纹深而宽;随着距离断口的渐远,裂纹变得浅而窄;同时,在锥形管小头的管壁(有网状裂纹区域)发生了明显地胀粗,如图2所示。在锥形管上没有胀粗、开裂区域,即在锥形管的外表面,仍然可见锥形管外表面机加工后留下的环形刀痕,而在锥形管上已经发生胀粗、开裂区域,则就很难看到机加工环形刀痕的存在。
另外,由于转化炉管上的锥形管、焊缝、下尾管等都是由Fe、Cr、Ni等元素构成的奥氏体组织,为顺磁性,但当在对锥形管小头胀粗、开裂部分进行磁铁检测时,确认该区域已经为铁磁性,而在锥形管未胀粗开裂部分则仍为顺磁性。锥形管小头端断口处没有明显的塑性变形,裂纹大多是起源于锥形管小头端外壁的环向(横向)裂纹处,断口呈灰黑色,为脆性断裂,如图3所示。
1.2 化学成分分析
分别从锥形管和下尾管切取相关部位的块状样品,依据标准,利用直读光谱仪对其材质进行化学成分分析,检测结果如表1所示。所检元素符合HG/T 2601—2011中ZG50Ni39Cr19的化学元素要求,故判定下尾管与锥形管的材质为ZG50Ni39Cr19。
1.3 金相组织检验分析
采用蔡司金相显微镜,通过对失效样件进行金相取样,磨制、抛光、浸蚀等处理后,金相组织观察结果如下:在锥形管小头断口及内、外壁边缘的裂纹区域,管壁金相组织为灰黑色氧化物与白色金属交织分布,其中还有大量的裂纹及孔洞,如图4(a)所示。
在錐形管小头氧化区与金属基体分界线附近,有一个过渡区(也在锥形管的内、外壁表面),金相组织为晶界上有大量析出物,晶内有大量的块状、针状的析出物(主要是Cr、Fe的碳化物),如图4(b)所示。
锥形管大头外壁有很薄的氧化层,金相组织为单相奥氏体,锥形管管壁中心金相组织为单相奥氏体,晶界和晶内未见明显的析出物,见图5(a);锥形管内壁有大约300 μm厚度的氧化层,氧化层中有裂纹和孔洞存在;由氧化层向内为过渡层,该区域晶界有大量的析出物,晶内也有块状、针状析出物,见图5(b)。
断裂发生在锥形管小头与焊缝之间的焊接热影响区,断口处金相组织灰黑色氧化物与白色金属交织分布,其中还有大量的裂纹及孔洞,与其紧邻焊缝区的晶界、晶内有大量的析出物存在,见图6(a);焊缝金相组织为奥氏体,晶粒相对粗大,与锥形管小头和下尾管熔合良好,见图6(b);下尾管金相组织为奥氏体,晶界、晶内有析出物,存在一定的敏化倾向,见图6(c)。
1.4 电镜与能谱分析
利用扫描电子显微镜以及能谱分析仪,对断口的宏观形貌及表面成分进行了分析。锥形管小头断口处没有明显的塑性变形,为沿晶脆性断裂,断口表面有氧化腐蚀产物附着,还有蠕变孔洞和纵向裂纹存在。能谱分析表明,断口表面有C、O、Al、Si、S、Cr、Mn、Fe、Ni等元素,其中C、O、S等来自转化气中,其余元素来自锥形管,断口表面产物主要为Cr、Fe的氧化物,如图7所示。
2 结果与讨论
影响锥形管小头与下尾管焊缝及附近使用状况的主要因素:炉管材质、应力状况、环境条件 等[1-4]。
2.1 材质劣化
制氢转化炉出口处使用的管材通常为Fe-Cr-Ni合金,此类管材在750~800 ℃(超温时可达900 ℃)下长期服役过程中,其材质容易发生碳化物析出现象(晶内出现块状、针状析出物;晶界析出物成网状)。当有碳化物(Cr23C6)沿晶界析出时,势必导致晶界附近出现贫Cr。而Cr是抗晶间腐蚀的重要元素,它的减少必然引起耐蚀性能下降,最终造成沿晶界的腐蚀发生(高温下腐蚀形式表现为氧化),造成炉管的脆化。
锥形管小头断口处管壁氧化十分严重,导致发生断裂。
2.2 应力作用
锥形管小头与下尾管焊接接头部位的局部应力状态复杂,使得锥形管小头上存在不同方向的裂纹,即网状裂纹,而且环向裂纹大于轴向裂纹,故断裂为环(横)向断裂。裂纹的起裂和扩展与结构应力和焊接应力密切相关,应力造成了锥形管小头管壁蠕变裂纹和蠕变孔洞的产生。同时,由于转化炉管系统中压力、气流等的变化,也存在一定的振动交变载荷,也会对裂纹的发生发展产生一定的影响。
锥形管小头的断裂,主要的裂纹扩展是由锥形管小头外壁向内进行的,这种状态的产生可能与该根炉管中的锥形管小头与下尾管的焊接质量有关。据炉管生产厂家提供的资料,炉管出口部位的连接均为手工氩弧焊,焊接后对各条焊缝都进行了探伤检查,对于锥形管小头与下尾管的焊缝没有进行探伤检查(可能是由于该焊缝外边还有外套管,而无法进行探伤的缘故)。因此,不能排除该根炉管的锥形管小头与下尾管焊接处存在着原始焊接缺陷(微裂纹、气孔等)。如果存在原始焊接缺陷,在炉管的长期高温运行过程中,就容易在焊接缺陷处产生裂纹,一旦裂纹出现,就会促进该根炉管氧化、蠕变和断裂失效。
2.3 高温过热
由于下尾管服役环境中存在水蒸气等氧化性介质,在高温下裂纹出现的地方会被迅速氧化,而晶界是较容易发生氧化的区域因而首先氧化,氧化物在晶界的增多导致晶界脆化,脆化的晶界对裂纹扩展的抗力下降,加快了裂纹在晶界处的扩展。而一旦出现超温时,晶界的氧化将更为迅速,晶界蠕变裂纹和孔洞更易形成,加速锥形管小头的断裂。
3 结论及建议
1)经检验,锥形管和下尾管材质ZG50Ni39Cr19。
2)下尾管与锥形管小头焊缝处发生了断裂,断口在锥形管小头侧的焊接热影响区,为脆性断裂。锥形管小头处管壁氧化腐蚀严重,出现胀粗变形和网状开裂。下尾管与锥形管小头焊缝处的断裂,应该与该管的自身因素有关,不能代表其他炉管目前的使用状况。
3)转化炉管在高温下长期运行,炉管出口处的锥形管小头与下尾管的焊接区域成为相对薄弱处。该处结构复杂、应力集中,在高温氧化、高温蠕变的作用,锥形管小头管壁断裂失效过程为:晶界、晶内析出碳化物—晶界氧化、蠕变—晶界开裂—管壁断裂。
根据以上失效原因,提出建议如下:
1)通过对下尾管处的断裂失效分析确认了高温氧化和高温蠕变是造成下尾管处断裂的主要原因,而下尾管与锥形管小头焊缝质量可能是重要的因素,应该是炉管长期使用后出现的正常状态。
2)为保证制氢转化炉的安全运行,应该对炉管下尾管与锥形管小头焊缝处进行重点的排查,如发现胀粗、变形现象,则应及时地予以更换。
3)参照相关标准[5],对炉管(转化炉管)进行金相检验和常温、高温力学试验,如转化炉管的金相组织和力学性能未见出现明显的变化,则可继续使用。
4)在装置运行时要严格地控制炉管的出口温度和转化气的成分,减少炉管劣化进程的发展,延长炉管的使用寿命。
参考文献:
[1] 丁宇奇,戴希明,刘巨保,等.制氢转化炉关键连接部位应力集中与开裂预防方法研究[J].化工机械,2017,44(3):284-291.
[2] 潘超.制氢装置转化炉下猪尾管开裂失效分析[D].武汉:武汉工程大学,2018.
[3] 王强.制氢装置转化炉炉管短节开裂原因分析[J].石油化工设备,2016,45(增刊1):48-52.
[4]肖将楚,张麦仓,彭以超,等. Incoloy800H合金管材服役过程的开裂机制[J].材料热处理学报,2015,36(4):121-125.
[5] HG/T 2601—2011,高温承压用离心铸造合金炉管[S].
猜你喜欢
阅读(科学探秘)(2021年8期)2021-09-01
疯狂英语·读写版(2020年10期)2020-11-06
百科探秘·海底世界(2019年9期)2019-09-25
科学与财富(2018年22期)2018-08-18
山东工业技术(2017年11期)2017-06-13
科技视界(2015年25期)2015-09-01
时尚内衣(2013年1期)2013-07-31
电气世界(2009年7期)2009-08-28
网络与信息(2009年8期)2009-05-10
