交流异步电动机电磁噪音的分析及控制
2020-12-19 09:15司扣华徐大业许文兰曾文志
日用电器 2020年11期
司扣华 徐大业 许文兰 曾文志 李 庆
(珠海格力电器股份有限公司 珠海 519100)
引言
噪音会干扰人们的谈话,降低人的思维能力,使人疲劳,并影响睡眠、休息和工作。长期生活在噪声大的环境中,不仅可使耳朵有痛感,还使人的听觉受到损害,甚至会发生昏厥和引起神经系统疾病。在家用电器中,电机作为驱动元件,电机振动和噪声控制显得越来越重要。在交流电机的开发设计中,电磁噪音控制被列入重点管控对象,如何快速有效的规避可能存在的噪音,对电机开发尤为重要。因此,本文结合工作中遇到的难题对电磁噪音进行分析,为大家提供一些开发设计中的注意事项和经验。
1 电磁噪声的产生及分类
电机中,主磁通大致上沿径向进入气隙,电磁力作用在定、转子间的气隙中,产生旋转力波或脉动力波,从而引起电磁振动和噪音,这类噪音被称为电磁噪音[1]。而电磁噪音在空调器上由电机作为激振源的主要有三种:电源倍频噪音、齿谐波噪音、滑差噪音。
交流异步电动机正常工作时,定、转子会存在以电源频率f0基频整倍数的频率周期性径向磁力波作用(f0为电源频率,n为力波次数,一般取1~5,常见取2或4),一般kf0力波激振作用幅值大,往外辐射明显,会产生较大幅值的力波并往外辐射,特别当电机偏心(转子轴线与定子轴线偏离)或转轴受迫振动或变弯时,此力波作用会更加激烈,由此而产生的噪音为电源倍频噪音。
齿谐波噪音主要是由于电机工作时转子产生较大转子电流,转子电流在转子斜槽上产生额外谐波电流,该电流产生附加磁场随电机周期性转动作用的结果。
异步电机转子实际转速比同步旋转磁场落后,当转子转动到磁密大的地方时,定、转子会受一个频率为ksf0的力波作用,一般ksf0力波往外辐射效率低,但当转差率较小时,该力波时域上分布在kf0两边叠加作用产生附加转矩,这样会产生较大幅值的力波并往外辐射,从而产生滑差噪音。
2 噪音分析
2.1 电源倍频噪音
该类噪音在生产线及售后时有发生,是一直困扰生产的老大难质量问题,主要存在于柜机室内机、风管机和窗机,柜机室内机一般多数频谱反映是100 Hz(50 Hz电源)和120 Hz(60 Hz电源)峰值噪音,窗机一般反映的是200 Hz或240 Hz峰值噪音。影响电源倍频噪音的因素有以下几点:
2.1.1 风叶刚度影响
一般情况下因铁芯刚性大,电机本身振动产生的噪音能量低,因此不会直接辐射产生噪音,但对于窗机系列,离心风叶刚度会对窗机共振放大产生影响。因离心风叶高速运转时叶片发生连续弹性变形,这样其动态下固有频率会变化。叶片除圆周切线方向受力外,离心方向同样存在径向受力,该径向力反作用于转轴与电机磁力波形成共振。
比如,某款用于5匹柜机室外机在生产线上存在大比例异响,通过多种方案调整均无法解决该问题。后通过分析发现同一批次的风叶对噪音影响有差异,因此通过调整风叶玻纤含量,由20 %下调到15 %,问题得到解决。
因此,调整离心风叶刚度(玻纤含量)是解决倍频电磁噪音的有效方法之一。
2.1.2 电机使用的电源影响
有些倍频噪音与电机本身无太大关系,是由于电源正弦波形不平滑引起。比如我司有一款盘管机,双机配套使用,在加调速板测试的情况下存在300 Hz倍频噪音(如图1)。
用示波器观察发现由调速板所输波形不及电源未经变频前的波形光滑,而在去掉调速板之后,对电机直接通电,通过调整电源电压的方式来进行调速,此时再次测试整机噪音,300 Hz峰值噪音消除(如图2)。
因此,电源输出不平滑,受到干扰的情况下,也会产生倍频噪音。
2.1.3 减震机构(胶圈)硬度影响
因减振胶圈硬度过硬,振动传递效率增大,电磁脉动还是会经减振胶圈传递到整机而放大噪音,过软则把胶圈完全压变形,胶圈没有弹性的情况下,振动传递效率同样过高,引起噪音偏大。
比如,我司收到售后投诉消费者使用客户柜机有令人头晕噪音,经确诊是100 Hz低频“嗡嗡”音(如图3),现场采取各种方式对整机及电机进行处理,噪音问题均未能解决。
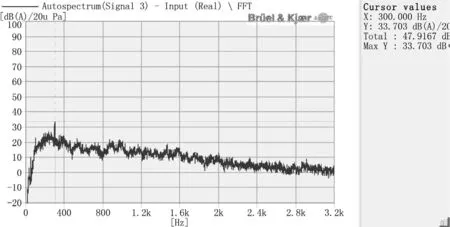
图1 加调速板测试噪音频谱
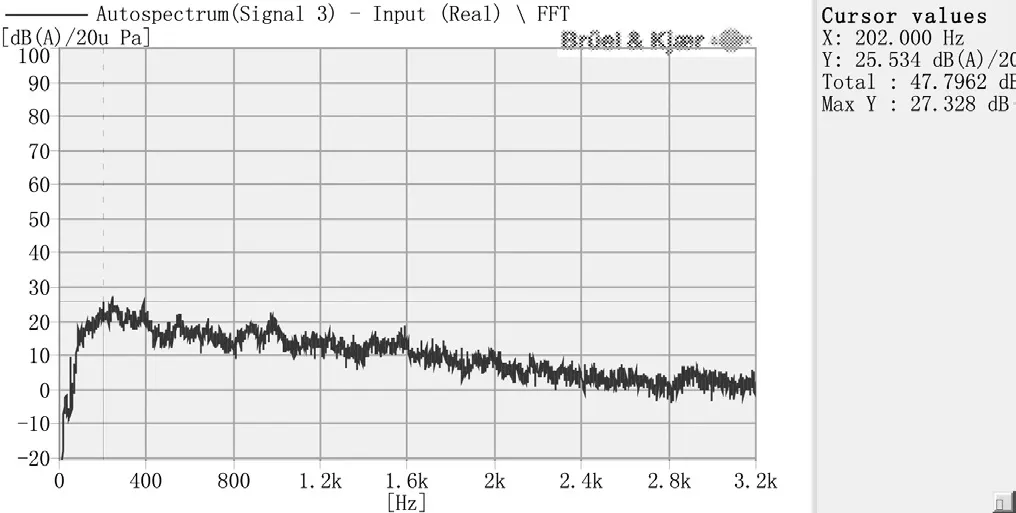
图2 不加调速板测试噪音频谱
后更换电机胶圈硬度,由60度降为53度,整机噪音得以消除(如图4)。
因此,合理设计胶圈硬度对有减震结构的电机有很好的降噪作用。
2.1.4 负载整机后板或隔板强度影响
低频倍频噪音往往与整机相关安装板的机械强度有关,当安装板的板材厚时,机械强度大,电机电磁脉动往往不足以引起共振,不会产生噪音。反之则会引起整机共振,产生整机噪音,此情况往往可考虑改变固有频率降低或消除共振点。
比如,前期我司供货的某窗机,在制热过程中出现240 Hz倍频噪音,通过调整电磁方案及减震结构均无法消除此噪音,更改电机安装脚厚度后,噪音问题得以解决。
因此,改变整机固有频率可降低或消除共振点,消除该类噪音。
2.2 齿谐波噪音
2.2.1 齿谐波噪音的成因
齿谐波噪音中,转子齿谐波噪音和定、转子相互作用齿谐波磁场噪音和激振源频率符合以下公式:

式中:
K—音阶或力波次数,在齿谐波中可取±1、±2、±3,其余取1、2、3;
f0—电源频率;
Z2—电机转子槽数;
s—转差率,s=(N-n)/N,N为旋转磁场同步转速;
n—电机实际转速;
P—电机极对数。
电机定子或转子变形,定子铁芯与端盖偏心,定、转子之间偏心或槽配合不合理(一般S1-S2=±1,±2,±(p±1),±(p±2) 时,定、转子相互作用会产生齿谐波噪音,p为极对数,S1、S2为定转子的斜槽数)。齿谐波噪音的测试频率是随电机转速的变化而发生变化,通常情况下转速升高,频率会增大,反之则会下降。
例如:某款窗机开发初期使用槽配合为定子24槽、转子26槽,在生产过程中整机曾出现齿谐波噪音,如图5。
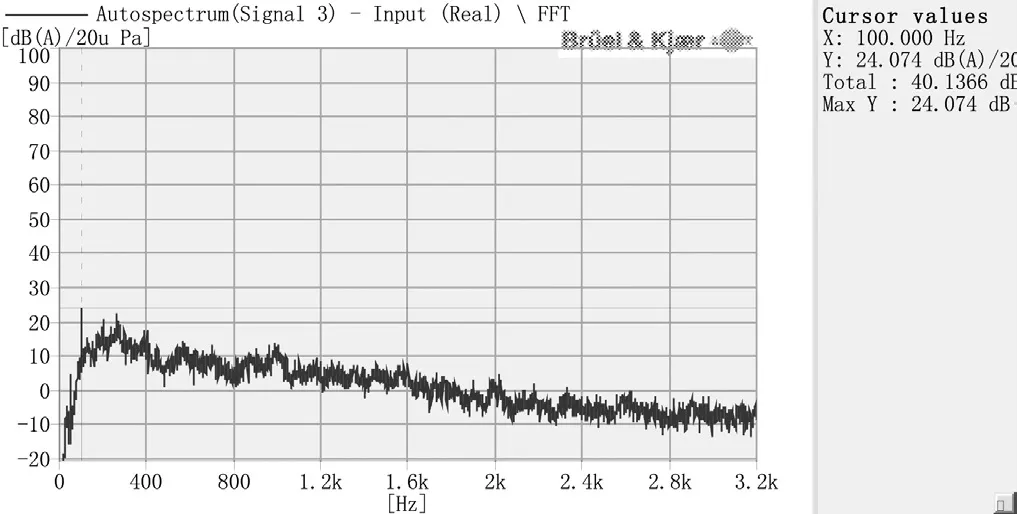
图3 售后投诉低频噪音频谱
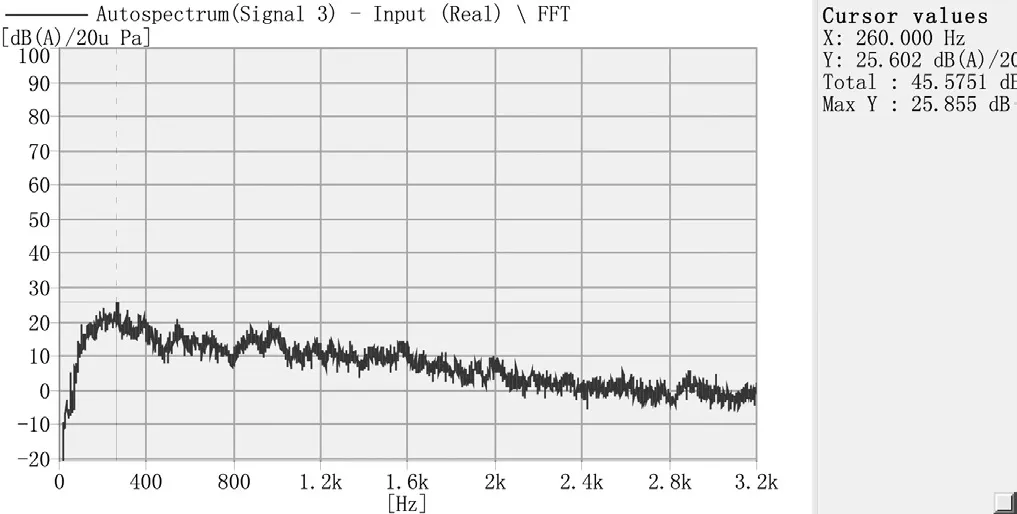
图4 降低胶圈硬度后的噪音频谱
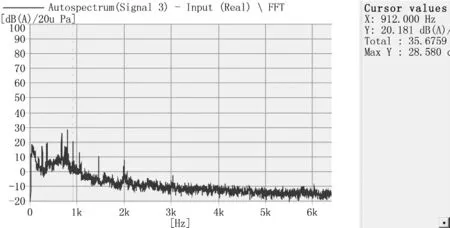
图5 某窗机齿谐波噪音图
实际测得电机中档转速为974 r/min,P为3,同步转速为1 200 r/min,而噪音频率为912 Hz,当K取值为1时,根据f=|1+K*Z2*(1-S)/P|*2f0,f计算值为 911 Hz,与实测值912 Hz基本吻合(转速测试时,测试手法,测试方位,测试时间均会导致转速存在一定偏差),因此判定此噪音为齿谐波噪音。
2.2.2 改善措施
对定、转子槽配合进行调整,将转子槽数改为34槽,避开齿谐波噪音点,复测噪音发现整机噪音明显改善,如图6。
另外,通过提高电机端盖,定、转子加工精度,保证电机定子铁芯,定、转子配合精度,增大电机转子斜槽斜率,改进电机绕组绕线方案,使磁场分布更加均匀,都可以改善齿谐波噪音,但很难完全消除齿谐波噪音。
2.3 滑差噪音
2.3.1 滑差噪音的成因
滑差噪音一般由转差引起,转差在基波磁场上形成谐波,可根据公式判定:

滑差噪音的测试频率是随电机转速的变化而发生变化,通常情况下转速升高频率会增大,反之则会下降。
早期某窗机电机在生产线使用过程中出现220 Hz,258 Hz噪音,该电机使用电源是60 Hz,极数6极,同步转速为1 200 r/min,整机运转时转速1 100 r/min左右,258 Hz、220 Hz峰值的激振源分析是ksf0叠加在kf0上形成谐波力矩作用结果,符合f=4f0±4 sf0关系。
例如:
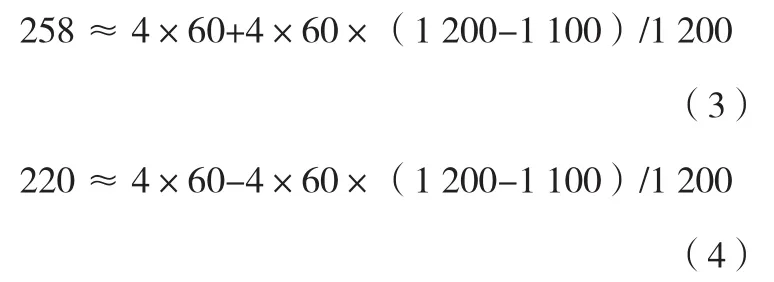
频谱如图7。
通过对该窗机进行大量分析发现,噪音为整机运转过程中转子的磁脉动与离心风叶共振通过电机端盖传递到隔板辐射的结果,而共振点在风叶嵌套与之接合的轴之间。
2.3.2 改善措施
因此针对以上噪音采取了如下措施:改变嵌套孔及电机几何形状,同时在轴向改螺母打紧(整改前风叶是通过径向螺钉与电机轴固定,接触面积较小,两者的间隙较大),这样一方面改变结构和质量分布来错开固有频率,缩小嵌套与轴间间隙,同时增加风叶嵌套与轴配合机械强度,降低风叶运转时反振动作用,达到消除噪音的目的。
3 结语
电磁噪音的产生不是单因素的,而是多因素的结果,要保证作为振动激励源的电机通电情况下处于低振动状态,关键在于控制电机电磁振动与削弱机械振动,因此在方案和结构设计时,应考虑以下几个因素,减少电磁噪音的出现:
负载整机设计:
1)合理选择风叶刚度和电机转速设定,避免固频噪音和倍频噪音的干涉;
2)合理设计整机减震结构,减少共振噪音的产生;
图6 改善后频谱
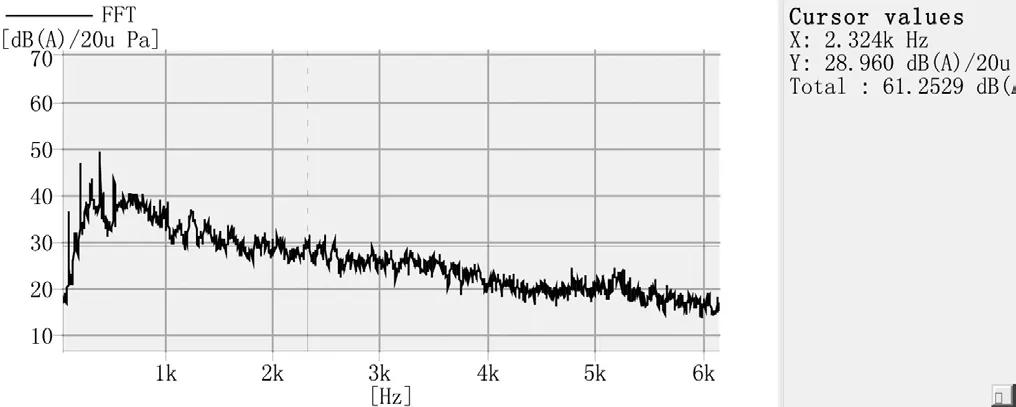
图7 滑差噪音
3)整机和电机设计提前考虑电源谐波干扰,扩大产品使用范围。
电机设计:
1)合理选择定转子槽数,避开S1-S2=±1,±2,±(p±1),±(p±2)设计;
2)规范电机端盖,定、转子加工精度,保证电机定子铁芯,定、转子配合精度;
3)合理选择减震胶圈硬度和尺寸,降低电源倍频噪音的产生。
猜你喜欢
消费电子(2022年6期)2022-08-25
云南电力技术(2021年6期)2022-01-18
资源信息与工程(2021年5期)2022-01-15
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
雷达学报(2021年2期)2021-05-12
军民两用技术与产品(2021年9期)2021-03-09
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
数字技术与应用(2016年9期)2016-11-09
湖南师范大学学报·自然科学版(2014年3期)2014-10-24
计算机应用文摘·触控(2009年15期)2009-09-27