SMAW立焊单面焊双面成形焊接技术探究
2020-12-23 02:00张远健
科学与信息化 2020年32期
关键词:焊接技术
张远健

摘 要 本文从焊前准备工作、焊接实施工作、焊后检验工作等方面,介绍了SMAW立焊单面焊双面成形焊接技术,并根据工作实践经验,总结了关于SMAW立焊单面焊双面成形的焊接规范和焊接技巧,对焊接出优质焊缝具有一定的指导作用。
关键词 SMAW;立焊单面焊双面成形;焊接技术
单面焊双面成型操作技术是采用普通焊条,以特殊的操作方法,在坡口背面没有任何辅助措施的条件下,在坡口的正面进行焊接,焊后保证坡口的正、反两面都能得到均匀、整齐,成形良好,符合焊接质量要求焊缝的操作方法。适用于无法从背面清除焊根并重新进行焊接的重要焊件。同时,单面焊双面成形技术是焊工技能考核的重要内容[1]。焊条电弧焊(Shielded Metal Arc Welding,SMAW)是一种明弧焊接方式,是用手工操纵焊条进行焊接的电弧焊方法。
立焊有两种方式,一种是向上立焊;另一种是向下立焊。由向下立焊,要有专用的焊条才能保证成形。目前生產中应用最广泛的仍是向上立焊。要想得到合格的焊缝外观,在装配时要留有合适的装配间隙,同时在操作时操作者要有正确的操作手法和技能。下面以 SMAW 焊板对接向上立焊为例,介绍 SMAW 立焊单面焊双面成形技术。
1焊前准备工作
1.1 焊接设备及焊材
(1)焊接设备:采用直流弧焊机,电源极性为直流反接。
(2)焊件材料:选用 Q235低碳钢板,尺寸为300mm×
100mm×12mm,坡口角度为30°±1°。焊接前需用角向磨光机、锉刀、敲渣锤、钢丝刷等工具,清理坡口两面20mm 范围内的铁锈、氧化皮等污物,直至露出金属光泽。
(3)焊接材料:采用 E5015 型号的焊条,焊条在使用前需置于烘干箱350~400 ℃烘干1~2h,焊条放置于保温筒内,焊接时随用随取。
1.2 装配与点固
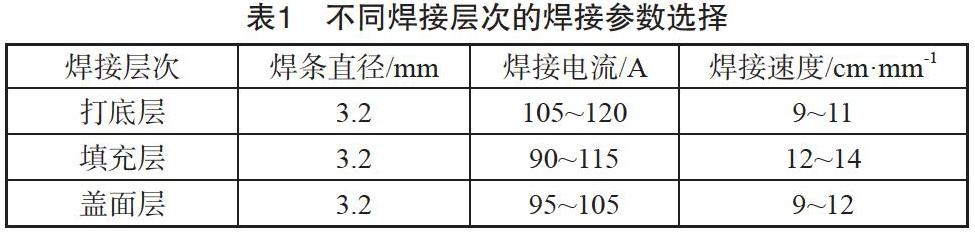
在试件两端进行定位焊,始焊端间隙控制在3~3.2mm范围内,终焊端为4~4.5mm 之间,钝边一般为0.5~1.5mm,错变量应小于1mm,预留反变形角度为3~5°。定位焊时电流应比正式焊接时稍大些,要求选用的焊条与正式焊接的焊条型号相同,定位焊缝长度为10~15mm,焊接要牢固,防止焊接过程中开裂、错边,或因热收缩造成终焊端坡口间隙变小而影响焊接质量,必须保证定位焊缝的长度和厚度。表1为不同焊接层次的焊接参数选择。
2焊接实施工作
2.1 打底层焊接
打底焊采用间断灭弧击穿法。焊条与左右试板之间的夹角为90°,与焊接方向的夹角为80°~85°。在焊件下端定位焊缝处引弧,随后将电弧拉到定位焊点的尾部预热,使电弧的2/3作用在熔池上,保持电弧的1/3部分在焊件背面燃烧,用于加热和击穿坡口根部钝边,形成新焊点,与此同时,电弧还要将坡口两侧钝边完全熔化并深入每侧母材0.5~1mm。当听到背面有电弧击穿声时立即灭弧,这时就形成明显的熔孔,保证每次灭弧时熔孔大小一致,灭弧频率控制在每分钟 50~60次。图1立焊打底操作图。
打底层是单面焊双面成形的关键层,打底层熔孔不易观察和控制,焊缝背面易造成未焊透或未熔合;在电弧吹力和熔化金属重力作用下,背面易产生焊瘤或焊缝超高等缺陷。打底层焊接操作要领:一看,熔池的形状和熔孔的大小,熔渣与液态金属分开;二听,电弧击穿焊件坡口根部发出“噗噗”声;三准,准确掌握好熔池的形状和尺寸。
2.2 填充层焊接
焊接前先将前道焊缝的熔渣清理干净,焊接时,焊条与工件垂直,并下倾5°~10°,采用月牙形或之字形运条,运条时焊缝中间稍快,坡口两侧稍作停顿,保证焊缝与坡口的良好熔合;焊缝接头起焊点在弧坑的上端10㎜处起弧,然后快速带至弧坑处,根据收弧形状的不同,做相应的摆动,沿弧坑形状将弧坑填满,保证接头到位,避免产生超高和脱节,在弧坑处摆动迅速离开弧坑后开始正常焊接。
2.3 盖面层焊接
盖面层焊接前也应彻底将填充层的熔渣、飞溅清除干净。与填充层的焊接基本相同,采用月牙形或之字形运条,注意摆动的幅度和间距要保持一致,中间摆动均匀,使铁水覆盖填充最后一层原始棱边每侧坡口1~1.5mm,并注意与坡口两侧的熔合,防止咬边和夹渣等缺陷,使焊缝外观成型良好。
3焊后检验工作
利用焊接检验工具对焊缝进行检测,评判是否合格。其中检验项目有:检查试件最后角变形,是否平整,一般不大于3°;检查焊缝是否有裂纹,表面气孔,夹渣,咬边等缺陷;检查焊缝整体直线度,焊缝宽度是否宽窄一致;检查焊缝整体余高是否高低一致;检查焊缝是否有接头不良,超高或脱节现象;检查焊缝背面是否熔透、未熔合、凹坑或焊瘤。
4结束语
采用SMAW方法进行立焊单面焊双面成形的焊接过程中,操作者需掌握正确的操作手法和选择合理的焊接规范,将理论知识和实际操作紧密结合在一起,在实践中要不断探索、思考和总结,练就扎实的焊接技能,做到精益求精,这样就能焊接出优质的焊缝。
参考文献
[1] 刘云龙,杜则裕,刘余然.焊接技师手册[M].北京:机械工业出版社,1998:43-44.
猜你喜欢
科技与创新(2016年21期)2017-02-14
建材发展导向(2016年6期)2017-01-17
都市家教·下半月(2016年11期)2016-12-29
中国科技纵横(2016年20期)2016-12-28
科学与财富(2016年29期)2016-12-27
科技创新导报(2016年21期)2016-12-17
科技视界(2016年5期)2016-02-22
中国高新技术企业(2015年28期)2015-07-21
中国高新技术企业(2015年23期)2015-06-24
中国高新技术企业(2015年3期)2015-03-26