
YB65硬条包装机胶缸的改进
2020-12-24 12:42杨海啸夏禄彪饶玉师
装备维修技术 2020年16期
杨海啸 夏禄彪 饶玉师
摘要 针对YB65硬条包装机生产过程中存在的涂胶不均匀、涂胶量不易调整、易造成条包散包、溢胶等质量缺陷,通过对生产现场进行分析,找出其质量问题产生的原因,经过对刮胶片结构进行了分体式改进设计,从而达到了各胶辊的上胶量自由调节、极大地降低了胶辊无胶或胶量过大现象的发生,减少了条包散包、溢胶的质量缺陷,解决了涂胶量调整难的问题,降低了生产成本。
关键词 YB65包装机 胶缸部件 刮胶片 分体式 改进
前言:在行业内得到了广泛应用的YB65硬条包装机是ZB45包装机组中的重要组成部分,其主要功能是将来自上游机的裹有透明纸的烟包,按五包平列上下两层的形式,用硬盒纸包成条盒。但在日常生产中发现,YB65硬条包装机条盒商标纸上胶装置存在着涂胶不均匀、涂胶量不易调整、易造成条包散包、溢胶的质量缺陷等问题,对设备效率和产品质量等都带来影响,有必要做一些相应的改进。
1 YB65硬条包装机条盒纸胶缸工作原理
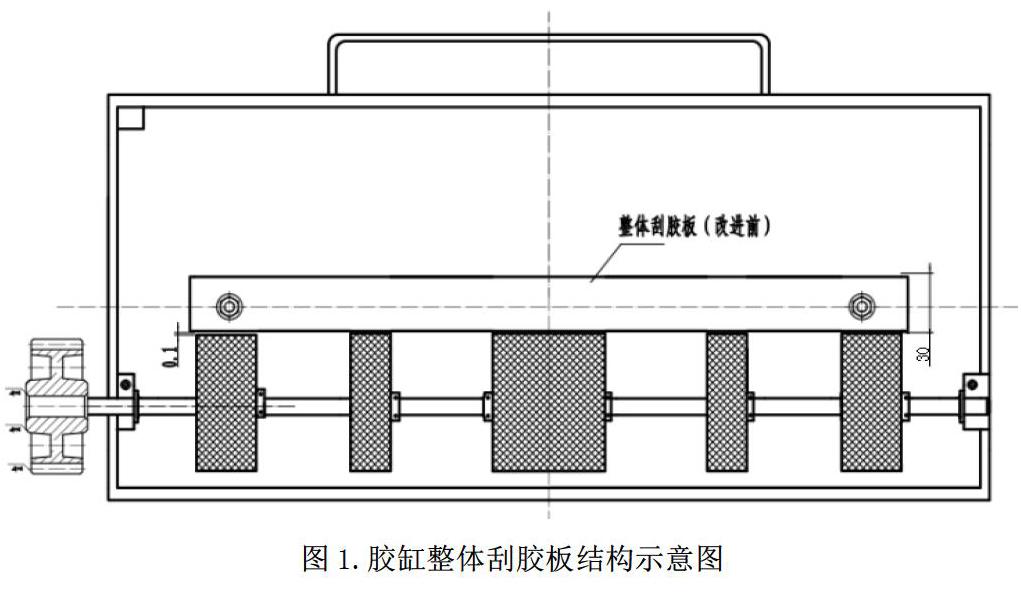
YB65硬条包装机的条盒胶缸系统主要功用是对条盒纸的长折边及两短边进行涂胶。胶桶内的胶液通过胶管送入胶缸内,在胶缸内有五个胶缸滚轮,其外圆表面呈网纹状,并半浸在胶缸胶液内,在齿轮的带动下产生转动,使胶液涂满于胶缸滚轮的外圆表面。当上胶器旋转至与胶缸滚轮相切的工作位置时,上胶器便从胶缸滚轮上沾得胶液。刮胶板与胶缸滚轮的轴向保持平行安装,刮胶板与胶缸滚轮之间的间隙要求是0.1mm,而上胶器与胶缸滚轮相切时保持约0.05mm的间隙,因此上胶器将沾有厚度0.05mm薄薄一层胶液。五个上胶器分别固定在传动系统的轴上,其在工作时是连续转动,当其转至与输送的条盒商标纸相切时,则对条盒商标纸涂胶。
2 存在问题和原因分析
2.1 存在问题
YB65硬条包装机在生产过程中,容易出现对条盒的上胶量不易控制,各上胶辊轮上的胶液厚薄不一致,条盒各涂胶位置上胶不均匀。从而引起条盒粘贴不牢或上胶过多胶水溢出等质量问题,造成对上胶装置经常进行调整,费时费力而且效果不理想,不仅影响了硬条包装机正常工作和整个机组的运行,产品质量也不能保证,造成配件费用的增加。由于设备上无在线条盒上胶不良检测的设计,当硬条完成全部包装工序形成透明纸成品条盒后,机组操作工只有在质量自检时才会发现产品涂胶质量问题,此时的质量返工就造成了一系列材料、人工等的浪费。
2.2 原因分析
2.2.1 刮胶板结构对涂胶量的影响分析
条盒胶缸的刮胶板是一个整体式的刮胶板,可通过紧固螺丝调节其与滚轮之间的间隙(一般要求是0.1㎜)来控制与上胶器相对的胶缸滚轮表面的乳胶层的厚度,以保证条盒纸上得到适当的胶点,而多余的乳胶会被刮胶板刮回胶缸中。在实际的生产中,特别是运转到一定时间后的设备,这种整体式的刮胶板很难确保与其相对的5个胶缸滚轮之间的间隙都是0.1㎜,更加不能根据需求单独调整其中一个滚轮的乳胶厚度。
2.2.2 胶液对刮胶量控制的影响分析
由于乳胶有一定的腐蚀作用,长时间工作造成胶缸滚轮和刮胶板不同程度的腐蚀,这样滚轮和刮胶板的相对位置就更难以保证。如果这样就更换滚轮和刮胶板,无形中增加备件的费用。
2.2.3 日常保养工作对涂胶的影响分析
有时保养不到位或运转中某一个滚轮粘上结皮的乳胶在转动,这样会造成滚轮或刮胶板在运转中有不同程度的磨损,导致胶缸滚轮与刮胶板的间隙进一步加大。由于刮胶板是整体式的,因此在调整某一个滚轮的胶量时也会影响到其它滚轮的上胶量,不利于局部胶点的控制。
3 改进方案的确定
条盒商标纸涂胶不均或涂胶太多带来的原辅材料损耗和产品质量隐患同时对设备有效运行率造成影响。正因为原来条盒胶缸的刮胶板是一个整体式的刮胶板结构,很难保证与其相对的5个胶缸滚轮之间的间隙都在标准值内,更加不能按需求调整某一个滚轮的乳胶厚度。为此,改进整体式刮胶板结构为分体式结构,并保证每个刮胶片与滚轮的间隙都在标准值内,就能避免条盒商标纸涂胶不均或涂胶太多的现象发生。
3.1改进设想
要确保胶缸各滚轮乳胶厚度一致,就必须保证各滚轮对应的刮胶板可以单独调整。以原有的刮胶板为基座在对于的胶缸滚轮的位置上分别加装一块可前后调节的刮胶片,这样就能够有足够的调节位置,从而达到了各个滚轮的乳胶厚度可根据需求分开调节,这样即增加调节的灵活性也延长了胶缸滚轮和刮胶片的使用寿命,降低备件费用。
3.2方案确定
经测量胶盘的规格如图1所示,整体刮胶板厚度为5mm;宽度为30mm,胶辊宽度为两个30mm、两个50mm,一个70mm,故考虑选用一长40mm,宽为相对应胶辊的宽度,厚度为2-5mm的板材制作活动刮胶板,并在活动刮胶板中间铣一宽6mm,长22mm的调节槽,再在整体刮胶板与胶辊相对应的中间位置钻孔攻牙用6mm内六角螺母锁紧分体活动刮胶板,为了确保使改造后刮胶位置保持不变,现把原刮胶板下面的隔套磨掉一定(加装的活动刮胶板厚度)的厚度,这样就可根据实际的需要分别调整各个刮胶片与滚轮的间隙。
4 改进方案的实施
4.1活动刮胶板的选材
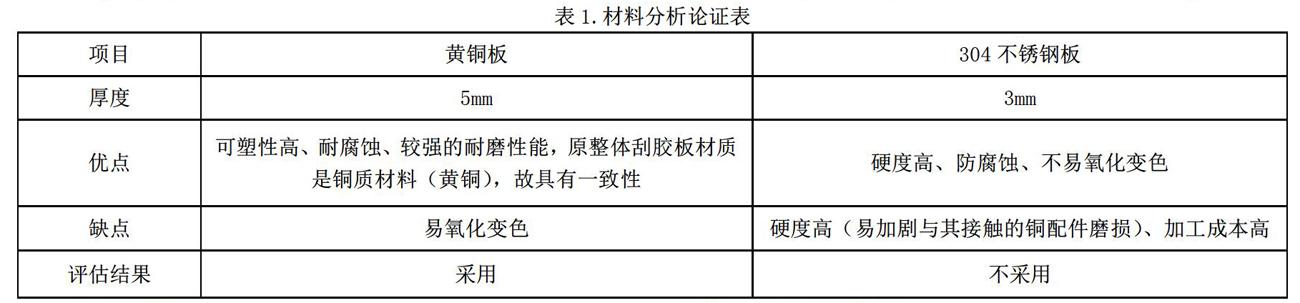
由于YB65硬条包装设备上所用粘合剂为水性乳胶,它属于酸性液体,对普通金属材料有腐蚀性,同时胶缸每天需要用水清洗,所以选用铜质或不锈钢的板材相对来说比较适合,根据5mm厚的黄铜板材和3mm厚的304不锈钢板进行论证分析,通过以上两种材料性能对比,可以看出黄铜材质更符合实际应用条件,改进过程中决定选用5mm黄铜板加工活动刮胶板,如表1所示。各对应胶辊宽度的活动刮胶板长度为40mm,宽度为两个30mm、两个50mm,一个70mm,中间铣一宽6mm,长22mm的调节槽。
4.2安装验证
在整体刮胶板与胶辊的相对应中间位置,用5.1mm的钻头钻一孔并攻牙,同时用M6的不锈钢沉头螺钉将分体活动刮胶板安装在整体刮胶板正面,并利用塞尺调整各活动刮胶板与胶辊之间间隙。
5 改进效果
改進后在包装设备上进行实施,并对其改进后的效果进行运行验证,经过三个月的验证,结果表明YB65硬条包装机胶缸通过加装分体活动刮胶片的改进后,条盒胶缸的胶辊上胶量可以得到灵活的控制,胶缸滚轮和刮胶片的使用寿命也得到很大的提高、运行稳定,性能可靠,达到提质降耗的目的,改进后关于YB65硬条包装常因为涂胶不均匀、涂胶量不易调整而造成条包散包、溢胶的质量缺陷等问题得到解决,提高了生产效率,降低了操作工劳动强度并减少原辅材料的损耗,同时减少了因缺胶烟条挤榨而引起的设备故障。
6 结束语
通过对YB65硬条包装机胶缸刮胶板的改进,有效解决了胶缸涂胶不均匀、涂胶量不易调整现象,使条包散包、溢胶的质量缺陷烟条数量得到大幅度的减少,原辅材料消耗指标稳中有降,产品质量进一步得以提升。虽然该装置的改进取得了一定的效果,但该装置的改进还存在着不足,有待今后进一步提高。
参考文献
[1] 《ZB45包装机组》 全国烟草行业统编培训教材
[2] 《烟机设备修理工(包装)专业知识》 全国烟草行业统编培训教材
[3] 《机械基础》 中国劳动出版社第二版
[4] 《烟机设备修理工》 (基础知识)
猜你喜欢
装备维修技术(2022年26期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
今日自动化(2021年4期)2021-07-21
人人健康(2019年1期)2019-01-10
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
