基于长丝展丝与分劈的复合结构纺纱技术进展
2021-01-06 03:41曹吉强于伟东杜赵群
毛纺科技 2020年6期
曹吉强,于伟东,杜赵群
(1.东华大学 纺织学院,上海 201620; 2.新疆大学 纺织与服装学院,新疆 乌鲁木齐 830046;3.东华大学 纺织面料技术教育部重点实验室,上海 201620)
将复丝平铺展开成间隔均匀、平行排列的单丝层状网,称为展丝。对展丝也可称为展纱、扩纤等,但都要求其长丝束本身是无捻或低捻的,本文统称为展丝。
早在20世纪30年代就通过使用多个固定的辊(杆)将纤维分散均匀,纤维通过多道固定辊采用弯曲的路径展平,得到扁平的纤维带。1935年,Joseph[1]改进纱线,使其具有不同厚度且可间隔排列,不同颜色的纱线可组合。随后展丝技术和复合纺纱技术相继发展,20世纪50—60年代出现了机械展丝、静电展丝、气吹展丝等方式,也有了长丝与短纤维复合纺技术;结构纺纱技术在20世纪70—80年代开始发展,为复合结构纺纱技术的诞生奠定了基础[2]。展丝技术在纺纱领域中的应用及创新成为可能,东华大学纺织材料与技术和纤维软物质(Textile Materials and Technology & Fibrous Soft-Matter,TMT-SFM)团队创造性地将展丝与分劈技术应用于复合结构纺纱技术[3-5],并取得了一定成果。本文研究分析在环锭纺纱中融入展平、展丝和分劈技术,对复合结构纺纱技术进行专门化机构的研制,即呵护式的纺纱,包括纱线表面的柔软、呈色、光洁化等加工,复合结构纺纱技术的应用与创新等,为现代纺纱技术提供范例及启迪创新思维。
1 展丝基本对象和基本方式
展丝在早期出现的时候,是将较厚的纤维网直接还原成相对较薄的平幅纤维网[6],进而展成平行单纤维网,前者称为“展平”,后者为狭义上的“展丝”。
1.1 展丝和展平的对象与方式
展丝的对象为长丝束,长丝束一般分为细丝束和粗丝束。实际生产中以碳纤维、玻璃纤维、芳纶、氨纶、涤纶等为对象,即高强度、高刚性、表面光滑的纤维。国内外为生产的方便和高效,基本为大卷装粗丝束的长丝,其不适用于高支纱的纺制,采用展丝和丝束分劈就显得较为重要。对短纤维来说,连续展丝意义不大,其只需经撕扯、梳理,便可分离,但展平较有意义,可用于包芯、包缠纺纱。
长丝分为有捻、低捻和无捻长丝,适用于展丝展平的为无捻长丝,而有捻长丝须先退捻加工。短纤维须条因存在不平行和纠缠,一般只作展平处理。分束或分劈加工则必须满足展丝条件。
展平有挤压法、振动与挤压组合法。挤压法是在罗拉上顶挤压力和纤维自重作用下倒塌,继而实现逐渐展平;振动与挤压组合法是将罗拉的振动和挤压作用结合,加速展平。丝束展开的目的,一是使丝束变扁、变宽,直至单丝层;二是使展开后纤维间距增大,形成网结构,覆盖面积增大。用于展平的机械结构简单,可通过一到多辊,在张力或低张力和振动作用下,使纤维束横向上分散变薄。由集聚排列成圆或椭圆的密堆的丝束展平成扁平带状,进而依次排列成单纤维层[7],最终展开成平行排列的纤维网,丝束展平及展丝前后外观形态变化如图1所示。

图1 丝束展平及展丝前后外观形态变化
1.2 展丝的基本方式与研究进展
目前展丝的主要方法有:机械、超声波、声波、静电、气吹及组合展丝法。最早的展丝方法是机械展丝法,且多与其他方法结合展丝,超声波法应用相对较晚。
1.2.1 机械展丝法
20世纪40年代就已出现机械展丝法[8],主要分为摩擦(碰撞或滑移)展丝法和沟槽(螺旋线)引导法。摩擦碰撞法即粗糙表面法:是利用摩擦中的黏滑现象,采用一系列固定杆将丝束展宽,通过多辊[9]及速度[10]产生碰撞作用打开、分散丝束。主要机构有振动辊、升降辊[11]配合展丝,摆动杆、固定辊配合展丝和与多杆件接触展丝。摩擦碰撞展丝法辊筒上下振动展丝装置如图2所示。摩擦滑移法即斜面法:是利用光滑的曲面辊筒,使纤维下滑而展开。沟槽引导法是利用表面带有螺旋或斜线沟槽的辊筒转动使丝束展开成网[12]。

图2 摩擦碰撞展丝法辊筒上下振动展丝装置
摩擦展丝法要求辊筒表面有合适的粗糙度,以避免纤维损伤;或极为光滑,但有展丝的曲面,以控制纤维滑动分离速度和均匀化。沟槽引导法,须表面极为光滑且沟槽宽度与纤维的宽度相匹配,以防止纤维损伤。
1.2.2 超声波展丝法
超声波展丝法[13]是相对较新的展丝技术,超声波在传播介质中的振荡作用能使丝束分开,并均匀分散。为提高展丝效率,Tsukabayashi等[14]用水溶液展开碳纤维,超声波展丝法展丝装置[15]如图3所示。Oishibashi[16]采用机械与超声波展丝法结合的方式进行展丝。孟秀青等[17]发明超声波胶槽的碳纤维长丝制造复合芯线的设备及方法,尤其是对大丝束碳纤维体展平有效,但因其基于机械作用、机构庞大且需引入液体介质,故不适于精细的纺纱展丝。

图3 超声波展丝法展丝装置
1.2.3 声波展丝法
声波展丝法[18]是利用声频振动丝束,使其平铺展开。Hall[18]使用约15 000 Hz的频率振动表面,使振动表面上方空气产生与丝束振动频率和强度耦合的脉动;Iyer等[19]将声能转化为机械能作用于集束纤维中完成展丝,声波频率为32~39 Hz。目前已可以使用任何频率段,优选频率段为1~20 kHz。声波展丝法展丝装置[19]如图4所示。声波展丝的优点是声波振动能使丝束均匀分散、对丝束损伤小,且无需超声波法的液体介质。由于声波是力学波,故与机械振动相同,但设备庞大、成本高,不适于纺纱展丝。

11—送给辊;13—导环;14、18—握持辊;16a—扩音器;16b—频率发生器;16c—电动机;16d—抛光轴;16f—轴承;19—卷取辊;20—导辊。图4 声波展丝法展丝装置
1.2.4 静电展丝法
静电展丝法是由静电场作用使单丝带电相互排斥展成单纤维层的方法。静电法须靠罗拉握持和摩擦作用实现展丝的稳定。Hicks[20]利用静电法生产了优异包覆隔热型的粗节纱线。Gentaro等[21]公布了一种典型的电极展丝装置,长丝先经润湿再经高电压(≥5 000 V)后,令单丝间产生排斥完成展丝。该方法不仅可以展丝,且展丝间距较为均等,并将最初丝束须润湿后展丝改进为使用加电压辊筒,使纤维被辊筒吸引后而分开的技术。静电展丝法展丝装置[22]如图5所示。UCHIYAMA等[23]为解决高压电安全问题提出一种可降低展丝成本及安全隐患的展丝装置。相关研究提出了在前罗拉后采用电气开纤装置纺制涤/棉复合纱的方法[24-25]。这些装置的成本、罗拉道数和安全隐患均高于机械法,且受纤维导电性和纺纱飞花的影响,故不适用于复合纺纱。
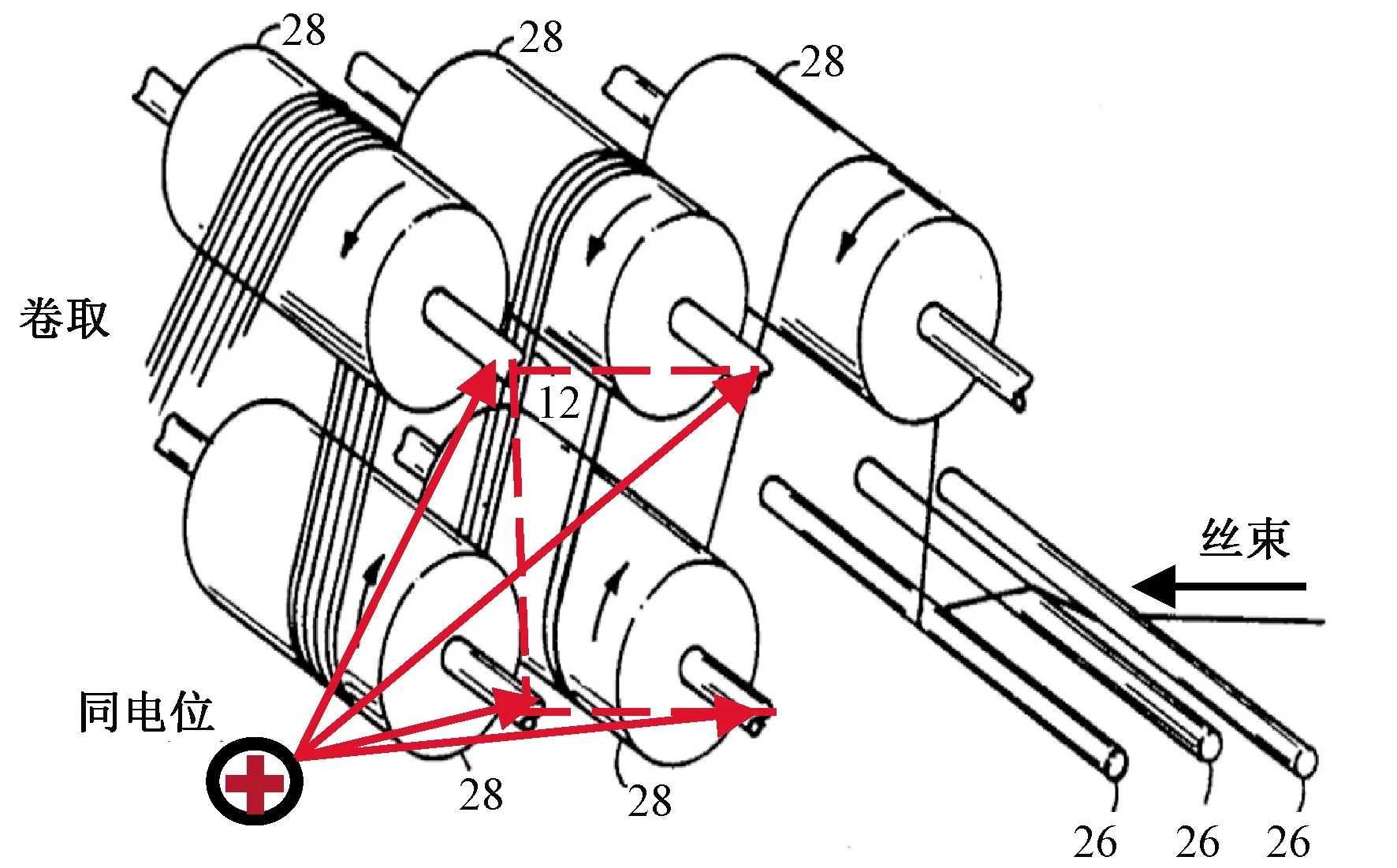
12—丝束;26—预加张力杆;28—传动辊。图5 静电展丝法展丝装置
1.2.5 气吹展丝法
气吹展丝法是一种相对损伤小且展开速度快的展丝方法。Jack[26]提出用压缩空气定向吹丝束使其分离散开。Watson[27]和Daniels[28]均提出将空气吸入丝束带中,而铺展成扁平带状的方法。SIHN等[7]开发了气流控制丝束压辊,并经2道气吹展丝,使纤维更为分散,宽度达原来的3~5倍。但气吹法存在很大缺陷,会带来大量飞花,而不适于复合纺纱。压缩空气气吹展丝法展丝装置[29]如图6所示。

图6 压缩空气气吹展丝法展丝装置
1.2.6 组合展丝法
组合展丝法是将静电展丝法和气吹展丝法或多种展丝技术结合运用,有静电和气吹结合的展丝法[30];超声波、机械和气吹法结合展丝法等[31],但都未克服各自展丝法的不足,故不适于复合结构纺纱。超声波展丝法和气流喷射丝束展丝法相结合的装置[32]如图7所示。

2—丝束;4—预展丝装置;6—主展丝装置;8—驱动罗拉机构;9—给纱检测调整;11—从动罗拉机构;17—展丝区;18—超声波发生器;19—展丝罗拉;20—导纱机构;30—共振板。图7 超声波展丝法和气流喷射丝束展丝法相结合展丝装置
2 展丝及与分劈组合的复合结构纺纱
长丝展丝的主要目的是为了形成裹网,以实现对短纤维须条的包裹。1973年Smith[33]发明一种纺纱装置,该装置使用与长丝方向相反转动的驱动展丝辊与短纤维纺制复合纱,1988年Su[34]采用静电展丝方式展丝而后与短纤维复合纺纱。东华大学TMT-FSM团队提出运用展丝、分劈装置纺制结构复合纺纱技术,可以形成单网裹的二轴系[12,35-39]和双网裹的三轴系[3,40-45]复合结构纺纱,其中结构主要指展丝[4,46-47],复合代表多轴系。而长丝束分劈的目的是为了在线形成更细的长丝束,以实现对不可纺的短纤维的高支、超高支的复合纺纱。分劈可分为对称和非对称分劈,分劈后的丝网可再展开,进而变得更稀疏,达到增强包覆面积的效果;分劈后的丝束可集束,变为芯纱去增强复合纱。
2.1 二轴系复合结构纺纱
二轴系展丝与分劈分为下托式和上盖式2种,长丝螺旋展开的下托式复合纺纱机构与工艺[35]如图8所示,其采用螺纹导向使喂入长丝随螺纹线的转动而均匀展开形成下托丝网,并与上方通过的短纤维须条同轴喂入前罗拉,在加捻作用下丝网裹缠短纤维须条形成复合纱。该机构轻巧实用、安装调节方便。
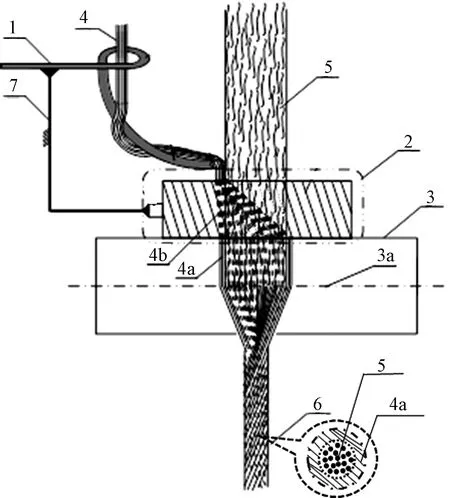
1—导纱器;2—螺纹展纱器;3—前下罗拉;3a—前罗拉钳口;4—长丝;4a—丝网;4b—展纱区;5—短纤维须条;6—柔软光洁复合纱;7—固定架。图8 长丝螺旋展开的下托式复合纺纱机构与工艺
上盖式则是长丝束在分展喇叭口完成初级展开,再在人字形螺纹辊上完成对称展开,并在短纤维须条的上方同步喂入[12],形成丝网包裹短纤须条的复合纱。上盖式的分劈展丝器[40]较为复杂,但对盖住或隔挡飞花效果较显著。
2.2 展丝分劈的三轴系复合结构纺纱
三轴系的复合结构纺纱有上盖下托式的网/网裹型、下托上芯式的网裹芯型、上盖下衬式的网包衬芯型3种。网/网裹型复合结构纺纱包覆效果最完整,是最为呵护式的纺纱;网裹芯型复合结构纺纱是外有包覆呵护,内有增强增弹的纺纱;网包衬芯型复合结构纺纱是偏心非对称的纺纱,虽在功能上与网裹芯型相近,但其网的包覆完整性稍有欠缺,且衬芯存在偏心而形成螺旋线,这反而形成刚性纤维衬芯的弹性化[48]。本文仅以网包衬芯型纺纱机构为例进行说明。同轴束/网复合纺纱机构[44]如图9所示。
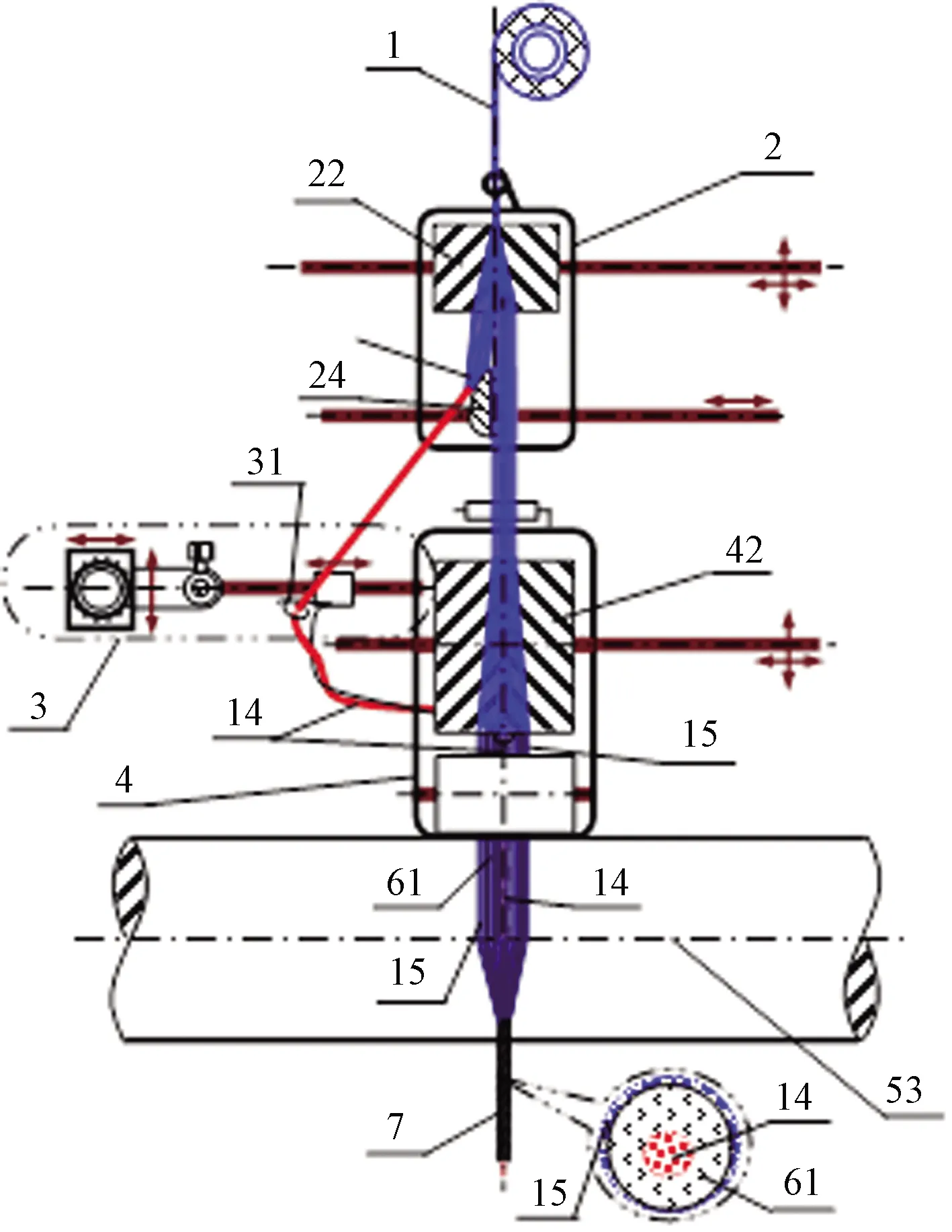
1—长丝;2—分劈器;3—集束导纱钩;4—展丝器;7—复合纱;14—丝束;15—丝网;22—初展丝辊;24—分劈杆;31—下行导纱钩;42—展丝辊;53—前罗拉钳口;61—短纤维须条。图9 同轴束/网复合纺纱机构
如果采用高强高模的对位芳纶长丝作为网包衬芯型的盖网和芯衬,而以高效阻燃粘胶短纤维作为须条,那么作为芯衬的高强高模对位芳纶就会在拉伸中首先断裂,其增强作用会过早地失效,但是由于其偏心,即形成了螺旋线,其弹性可与粘胶短纤维配伍,保持原来的增强作用。作为包覆网的对位芳纶,因螺旋结构而具有优秀的弹性,正好外层的粘胶纤维形成模量配伍,即具有了优秀的柔软性。而粘胶纤维又因其高回潮率,能很好地抗静电,是消防服面料首选的复合结构纱,这种复合结构纱的成形可由图9所示的机构完成。图9机构采用展丝(22)→分劈(24)→再展(42)或集束(31)装置,长丝束经过初展丝后,可被精准定位分劈;其中一组再次展丝,从而获得展开均匀度良好的上盖丝网,另一组经集束器(31)形成下衬长丝束增强且增弹。
2.3 六轴系轴对称复合结构纺纱
形成对称式的复合方式结构纺纱可以有2+2的四轴系模式[4]和3+3的六轴系模式[5]。此处仅以六轴系对称复合结构纺纱为例进行说明。采用右路与图9 同轴束/网复合纺纱机构一致的网包衬芯型(上盖下衬式)与左路网裹芯型(下托上芯式)左右手复合(轴对称)的纺纱。这一复合结构纺纱系统不仅弥补了包覆不完整的缺陷,还改善了衬芯丝偏刚性的缺陷,刚性衬芯丝互绞产生的螺旋线增加了纱体的弹性,使得同一台复合纺纱机构纺出结构稳定、柔软且有弹性的双股纱。丝束与丝网上下换位喂入复合纺纱方法[5]见图10,图10(a)为该机构工艺原理图,图10(b)为股纱截面图。这是国家科技部重点研发计划中新一代消防面料升级换代所用的复合结构纱的更新设计方案和纺纱关键加工组件,其成型原理和成纱功能见2.2所述。

1—长丝;2—展平分劈器;3L—左导丝钩;4L—左展丝器;7—双束网复合纱;12L—左丝束;14L—左丝网;22—展平辊;44L—左驱动辊;53—前罗拉钳口;61L—短纤维须条;71L—左三轴系复合纱。图10 丝束与丝网上下换位喂入复合纺纱方法
3 结 论
长丝展丝分劈技术是复合结构纺纱中的一项创新技术,也是此类结构纺纱中的关键技术。
①采用机械法的展丝分劈方法,可以实现高效、均匀、快速、丝间距可控的复合结构纺纱,且与现有的展丝技术相比,存在显著的功效和综合优势。
②采用预展丝→分劈→展丝或集束的工艺流程和机构设置顺序,可获得皮芯结构和3层环芯结构的复合结构纱。采取双须条平行同步的“预展丝→分劈→展丝或集束”工艺流程和机构设置顺序,可获得网裹须条的四(2+2)轴系、网裹须条再裹芯丝或双网裹须条的六(3+3)轴系的纱表更光洁、条干更均匀的复合结构股纱。
③长丝展丝和展丝分劈纺纱法,可在传统环锭纺纱机上加装专门的展丝机构或展丝分劈机构,可适于此类复合结构纺纱。其适用于:刚性和高强高模的高性能纤维,如碳纤维、玻璃纤维、对位芳纶纤维的刚柔性互换、低损伤、呵护式的纺纱;长径比L/d≈(1~3)×102的粗短纤维,如落棉、落毛和木棉、羽绒、牛角瓜纤维等偏短、偏弱纤维的高支和超高支的纺纱;纱体表层柔软化和光洁化的纺纱加工。
猜你喜欢
棉纺织技术(2022年12期)2022-12-13
中国棉花(2022年2期)2022-11-23
纺织标准与质量(2022年2期)2022-07-12
山东陶瓷(2021年5期)2022-01-17
当代水产(2021年8期)2021-11-04
林产工业(2021年10期)2021-11-03
纺织科学研究(2021年7期)2021-08-14
塑料包装(2020年6期)2021-01-21
星星·诗歌原创(2020年9期)2020-11-06
纺织科学研究(2020年1期)2020-05-21