
均匀设计优化生香酵母产酯发酵工艺
2021-01-10 04:07曹武龙张秋寒唐一山王万能
中国酿造 2020年12期
成 福,肖 洋,王 婷,曹武龙,张秋寒,唐一山,王万能
(重庆理工大学药学与生物工程学院,重庆 400054)
生香酵母又名产酯酵母,主要是假丝酵母属(Candida)和汉逊酵母属(Hansenula),在白酒生产中汉逊酵母应用最多[1]。生香酵母在白酒酿造中主要产生乙酸乙酯以增酯提香[2-3],其代谢产物中的醇类、酸类、羰基化合物等物质对于协调酒体味道也有重要作用[4-5]。生香酵母发酵过程中水解和酯化反应有助于协调酒液中的酸、醇和酯水平[6],有利于维持酒体中物质的平衡。
清香型白酒以乙酸乙酯为主体香,其口味清香、醇厚,但我国清香型白酒的生产是以酿酒酵母(Saccharomyces cerevisiae)、根霉(Rhizopus)等为主体进行发酵,酒液中酯类含量较低,需要提高酒体口味和品质[7]。液态发酵法生产白酒是我国生产白酒的组成部分,杨强等[8]从酒曲中通过液态发酵法分离出一株高产乙酸乙酯的酵母菌种Y29,较对照的乙酸乙酯产量显著提高,且出酒率等未受影响。液态发酵酿酒技术具有工艺简单、出酒率高、成本低等优点,但酒的品质差[9],因此,探究生香酵母发酵产酯代谢特点,将其应用于高品质的清香型白酒的生产有重要意义。
目前,针对生香酵母的产酯工艺优化大多是从发酵糖度、溶液酸碱度、温度等方面进行优化[10-12],对于生香酵母菌株的生长情况以及产酯发酵过程中的调控考虑较少,对于生香酵母产酯工艺的过程仍需调整优化。因此,本研究通过均匀试验设计优化生香酵母产酯工艺,针对生香酵母产酯的过程进行分阶段调控,确定生香酵母产酯代谢各阶段的时间,优化出最佳的生香酵母产酯工艺,为生产高质量的清香型白酒提供思路,为提高液态发酵白酒的品质提供参考。
1 材料与方法
1.1 材料与试剂
1.1.1 菌种汉逊酵母属(Hansenula)生香酵母H1:分离自安琪生香酵母酒曲,实验室保藏。
1.1.2 试剂
盐酸羟胺、氢氧化钠、乙酸乙酯(均为分析纯):成都市科隆化学品有限公司;无水乙醇(分析纯):重庆川东化工有限公司;酚酞指示剂:成都市科龙化工试剂厂。
1.1.3 培养基
酵母膏胨葡萄糖(yeast extract peptone dextrose,YEPD)琼脂培养基:蛋白胨20.0 g、酵母膏10.0 g、葡萄糖20.0 g、琼脂20.0 g、蒸馏水1 L,pH为6.0,115 ℃高压湿热灭菌15 min。YEPD液体培养基中不添加琼脂。
产酯发酵培养基[13]:葡萄糖161 g、酵母膏0.10 g、磷酸二氢钾0.10 g、磷酸氢二铵0.25 g,氯化镁0.10 g,5.0%豆芽汁1 L,pH为5.0,115 ℃高压湿热灭菌15 min。
1.2 仪器与设备
L-550台式离心机、TGL-16M高速台式冷冻离心机:长沙湘仪离心机有限公司;ZHWY-2102C振荡培养箱:上海智城分析仪器制造有限公司;BSP-100生化培养箱:上海博迅实业有限公司医疗设备厂;FE20实验室pH计:梅特勒-托利多仪器有限公司;UV-2450分光光度仪:岛津国际贸易有限公司。
1.3 试验方法
1.3.1 生香酵母H1产酯发酵工艺
根据生香酵母产酯代谢特点[13-14],其产酯过程可概括为酵母生长阶段、乙醇发酵阶段、产酯阶段,本研究通过此三阶段对生香酵母产酯工艺进行优化。取适量菌液划线于YEPD琼脂培养基,28 ℃条件下培养48 h。挑取单菌落接种于200 mL YEPD液体培养基中,28 ℃条件下培养36 h,制备种子液。按10%(V/V)的接种量将种子液接种于产酯发酵培养基,装液量为100 mL/250 mL,28 ℃、180 r/min条件下培养,设置三组平行试验。按照均匀试验设计表进行试验。如第1组,接种培养4 h后取出锥形瓶,进行密封,于28 ℃生化培养箱中静置培养,进入乙醇发酵阶段。发酵72 h之后,解除密封状态,进入产酯发酵阶段。发酵88 h后取出发酵瓶,测定总酯和乙酸乙酯含量。
1.3.2 生香酵母H1产酯发酵工艺优化均匀试验设计
以总酯含量(Y1)和乙酸乙酯含量(Y2)为评价指标,选取菌株生长时间(A)、乙醇发酵时间(B)、产酯发酵时间(C)为考察因素,进行3因素13水平的均匀设计优化试验,因素与水平见表1[15]。
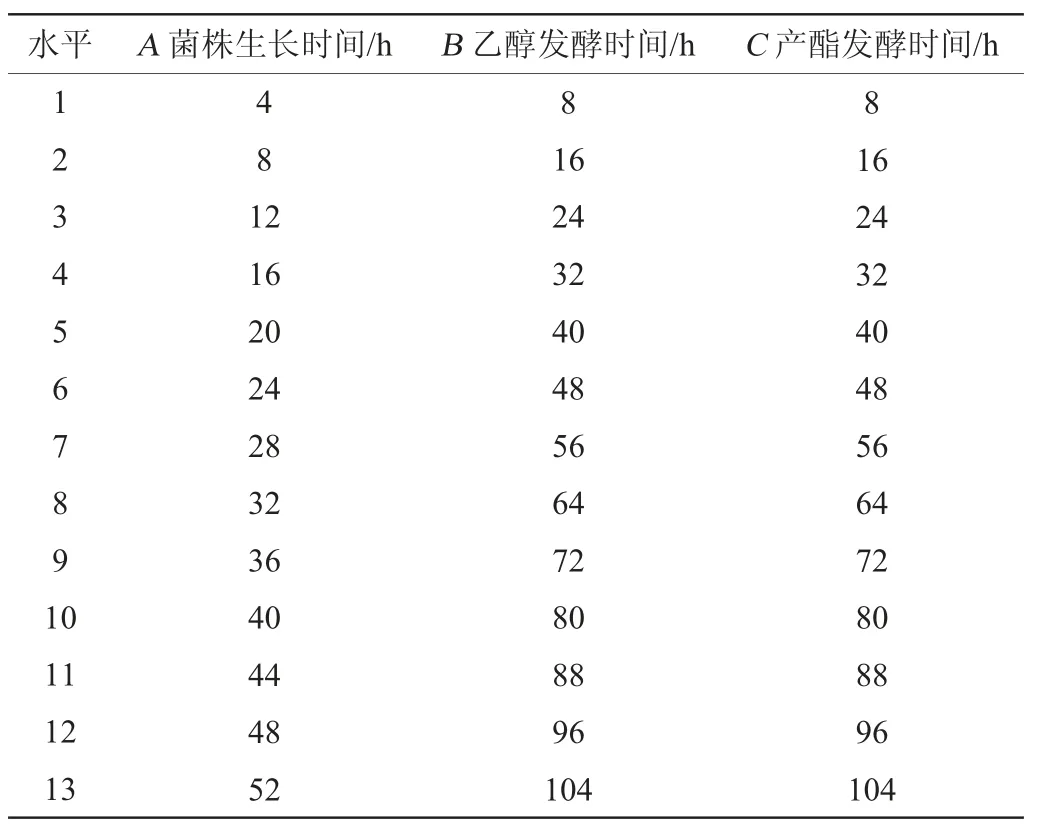
表1 生香酵母H1产酯发酵工艺优化均匀试验设计因素与水平Table 1 Factors and levels of uniform test design for ester production process optimization of aroma-producing yeast H1
1.3.3 测定方法
总酸、总酯含量的测定:参照国标GB/T 10345—2007《白酒分析方法》[16]。
乙酸乙酯含量的测定[17]:乙酸乙酯可以与盐酸羟胺乙醇溶液及三氯化铁反应,生成一种洋红色的络合物,这种洋红色的络合物在波长530 nm处有特征吸收峰,采用紫外-可见光分光光度计对其含量进行测定。
1.3.4 均匀试验设计数学建模
对试验数据进行分析处理,采用逐步递进回归分析法[18]建立发酵液中总酯含量、乙酸乙酯含量与酵母生长时间、乙醇发酵时间、产酯发酵时间的数学模型,采用网格法[19]对生香酵母H1发酵液中的总酯含量、乙酸乙酯含量的回归方程拟定出最优组合。
1.3.5 验证试验
对回归分析优化后的结果进行验证,并与模拟结果进行比对分析,确定生香酵母产酯发酵的最优生产工艺。
2 结果与分析
2.1 生香酵母H1产酯发酵工艺优化均匀试验设计与结果
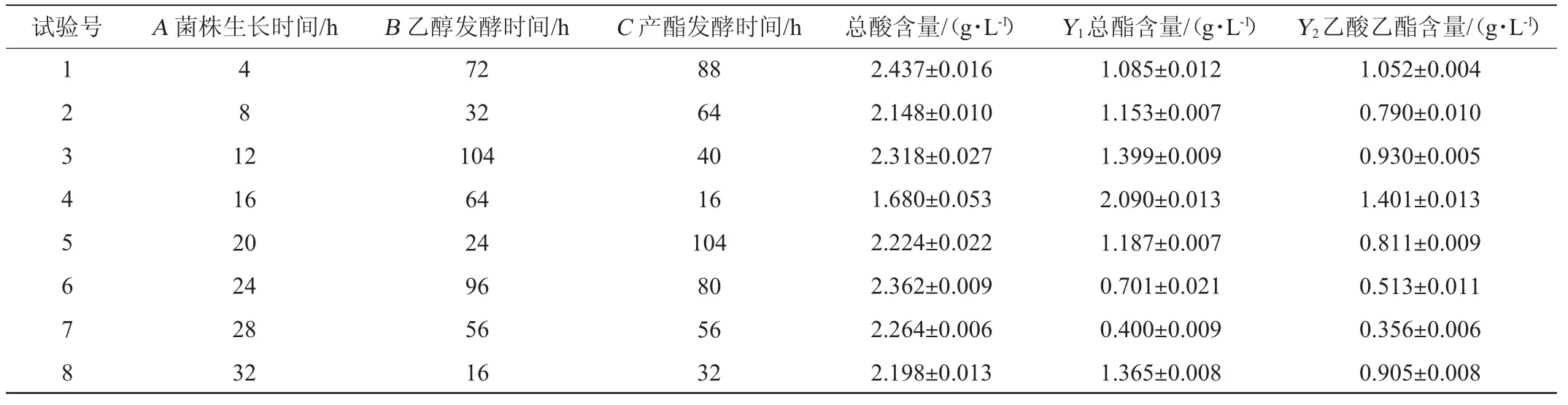
表2 生香酵母H1产酯发酵工艺优化均匀试验设计与结果Table 2 Design and results of uniform test for ester production process optimization of aroma-producing yeast H1

续表
生香酵母代谢复杂,与发酵培养时间、温度、供氧情况等多种因素相关[20]。有研究发现,温度可以影响氧气和二氧化碳的溶解度,进而对酵母代谢产生影响[21],过高的温度会积累较多的乙醇,产生细胞毒性[22]。因此,本研究在28 ℃条件下研究生香酵母H1产酯发酵工艺条件[23],利用均匀试验设计对生香酵母H1发酵产酯工艺进行优化,结果见表2。
由表2可知,乙酸乙酯含量和总酯含量变化趋势相同,且每组试验中乙酸乙酯含量均高于总酯含量的60%,说明生香酵母H1主要产生乙酸乙酯,为其在生产清香型白酒中的应用奠定基础。当总酯含量达到最大值(2.090 g/L)时,发酵液中的总酸含量达到最低值(1.680 g/L),总酸含量与酯类物质的含量呈现相反的变化趋势,表明发酵液中酸参与了生香酵母的产酯代谢过程,并作为合成酯的前体物质被发酵利用。
酵母生长时间不足会影响酵母代谢产物的积累,影响白酒的质量。由表2可知,当酵母生长时间仅为4 h 时,总酯含量为1.085 g/L,总酸的含量较高为2.437 g/L。由于酵母在发酵初期需要生长积累数量,为后续发酵保证有足够数量的“发酵工厂”,因此,当酵母的生长时间过短时,对于酸的利用较少,总酯的积累受到限制。发酵过程中的酯类物质含量受乙醇发酵时间的影响较大,乙醇发酵阶段过长,乙醇过多产生可能导致细胞毒性,影响酯的积累,如乙醇发酵时间为104 h时,总酯含量(1.399 g/L)比乙醇发酵时间为64 h的总酯含量(2.090 g/L)低,表明需要合理控制乙醇发酵时间,并对该阶段工艺进行优化。此外,产酯时间也是影响酯积累的重要因素。当产酯发酵时间为8 h时,总酯含量仅为0.554 g/L。但如果菌体数量积累过大,发酵时间过长,也会导致营养物质匮乏,产酯量降低[24],如当发酵产酯时间为104 h时,其总酯含量仅为1.187 g/L,提示在生产工艺的控制中,需要选择合适产酯发酵时间,以保证白酒的生产质量。此外,结果显示,总酯及乙酸乙酯含量最高的一组(4号),其产酯发酵时间仅为16 h,表明酵母产酯发酵时间是影响酵母产酯的重要因素,需要进行优化。在酒液中,酸、醇、酯等物质对于白酒口味的协调非常重要,因此,本研究针对酵母生长时间、乙醇发酵时间、产酯发酵时间三个阶段进行优化合理,利于提高白酒的质量,有助于白酒酿造工艺的发展。
2.2 均匀试验设计数学建模回归分析
2.2.1 总酯含量模型回归分析
通过均匀试验设计软件对表2总酯含量的试验数据进行分析,采用逐步递进法回归分析后得到了发酵液中总酯含量(Y1)与生香酵母的生长时间(A)、乙醇发酵时间(B)、产酯发酵时间(C)的数学模型:

采用网格法对发酵过程中总酯的回归方程搜索最优化组合,结果表明,当生香酵母H1的生长时间为18 h,乙醇发酵时间为74 h,产酯发酵时间为20 h时,预期最优总酯含量可达到2.260 g/L,显著性水平α=0.100 0;剩余标准差s=0.084 7;复相关系数R2=0.996 7;决定系数R2=0.993 3。
2.2.2 乙酸乙酯含量模型回归分析
发酵液中乙酸乙酯含量变化趋势和总酯含量变化趋势相同,因此,对于总酯和乙酸乙酯的数学模型的优化结果较一致,通过均匀试验设计软件对表2中乙酸乙酯含量的试验数据进行分析,采用逐步递进法回归分析后得到了发酵液中乙酸乙酯含量(Y2)与生香酵母生长时间(A)、乙醇发酵时间(B)、产酯发酵时间(C)的数学模型:
采用网格法对发酵产生乙酸乙酯的回归方程搜索最优化组合,结果表明,当酵母菌体生长时间为16 h,乙醇发酵时间为69 h,产酯发酵时间为18 h时,预期最优乙酸乙酯含量可达到1.933 g/L,显著性水平α=0.100 0;剩余标准差s=0.078 8;复相关系数R2=0.996 6;决定系数R2=0.993 1。
2.2.3 验证试验
总酯中含量最多的为乙酸乙酯,因此,在进行验证试验时根据总酯含量的数学模型优化结果进行验证试验,对发酵液中总酯、乙酸乙酯含量进行分析。结果表明,当生香酵母H1生长时间为18 h、乙醇发酵时间为74 h、产酯发酵时间为20 h时,发酵液中最终的总酯含量可达2.463 g/L,比预期试验结果(2.260 g/L)提高8.980%;乙酸乙酯含量为2.164 g/L,比预期试验结果(1.933 g/L)提高11.95%。在此最优发酵工艺下,发酵液中总酯及乙酸乙酯含量均高于表2中4号试验组。因此,确定生香酵母H1产酯的最优发酵工艺为菌株生长时间18 h、乙醇发酵时间74 h、产酯发酵时间20 h。优化后的生香酵母H1的生长时间为18 h,此时的酵母细胞新陈代谢旺盛,对环境变化适应能力强,酵母细胞积累适量,培养基营养物质充裕,此时进入乙醇发酵阶段,充裕的营养物质可以为乙醇的积累提供保障。总酯模型中含有乙醇发酵时间(B)的优化项较多,表明乙醇发酵时间是影响生香酵母产酯发酵的重要因素。生香酵母乙醇发酵能力大多较酿造型酵母低,可能需要花费较长的时间进行乙醇的积累,而乙醇作为酯类物质合成的重要物质,乙醇的积累对于总酯、乙酸乙酯的积累量有重要的作用。优化后的乙醇发酵时间为74 h,符合实际,优化合理。产酯发酵阶段是利用前期积累的前提物质进行酯类物质的合成,但如果产酯时间过长,产酯的前体物质消耗殆尽,总酯不再积累,甚至伴随着氧气供给酯酶活力恢复,导致发酵液总酯含量下降,符合优化目的。验证试验结果表明优化后的工艺符合并优于预期试验结果,表明数学模型建立成功,优化后的工艺组合可靠,达到实验目的。
3 结论
以生香酵母菌种H1进行产酯发酵研究,通过均匀试验设计优化、数学建模回归分析后确定其产酯最优发酵工艺为菌株生长时间18 h,乙醇发酵时间74 h,产酯发酵时间20 h。在此最优发酵工艺下,发酵液中总酯含量为2.463 g/L,乙酸乙酯含量为2.164 g/L,与预期结果相符,表明数学模型建立可靠、数据可信度高。优化生香酵母产酯发酵条件,对于提高白酒品质有重要意义,也为液态发酵酿酒技术提供了参考,具有较高的应用价值。
猜你喜欢
昆明医科大学学报(2021年8期)2021-08-13
中国畜牧业(2019年22期)2019-12-30
陶瓷科学与艺术(2019年10期)2019-12-18
收藏界(2019年2期)2019-10-12
陶瓷科学与艺术(2019年6期)2019-06-02
中成药(2017年8期)2017-11-22
科学与财富(2017年17期)2017-06-16
中成药(2017年3期)2017-05-17
中国调味品(2017年2期)2017-03-20
中国调味品(2017年2期)2017-03-20
