
FANUC 0i-MF数控系统参考点建立与调整
2021-01-18 09:30马兴飞
湖北农机化 2020年22期
马兴飞
(商丘工学院,河南 商丘 476000)
1 参考点的概念
建立参考点是为了确定机床原点,从而建立机床的加工基准。参考点的建立首先要明白一个概念,就是栅格。伺服电机旋转一圈,其后端的编码器会发出一个Z相信号,即建立一个栅格信号。参考点的建立有2种:一种是任意位置建立;一种是以栅格为基准建立。
2 返回参考点的方法
参考点回零的方法主要有3种:有挡块式、标记点式、无挡块式。其中,有挡块式必须有减速挡块,使用增量式和绝对式编码器都可以;标记点式必须使用绝对式编码器,而无挡块式通常也是使用绝对位置编码器。无挡块式及有挡块式都是以栅格为基准建立参考点的。
3 参考点回零及参考点设置方式
3.1 挡块式回零方式参考点的建立
使用减速挡块回参考点,使用CNC内部设计的栅格(每个一定距离的信号)进行停止,也称为栅格方式。
首先把参数1005#1设为0,有挡块式。

#7#6#5#4#3#2#1#01005RMBxMCCxEDMxEDPxHJZxDLZxZRNx
1005参数,第一位DLZ,这个参数代表现在是有挡块还是无挡块,如果为0,则为有挡块,为1是无挡块或者标记点式。
1815#5参数设为0,编码器的方式是增量式。

#7#6#5#4#3#2#1#01815RONxAPCxAPZxDCRxDLCxOPTxRVSx
1815参数,第5位APC设置为0,则代表编码器的方式是增量式,回零方式为有挡块回零,如果为1,则是绝对式,是无挡块回零或者标记点式。
参数1424设置为5000。

1424每个轴的手动快速移动速度
1424参数是指有挡块方式下,碰压减速开关前的返回参考点速度。
按照参考点方向的反向移动,离开参考点,再选择REF回零方式,选择返回参考点的轴,按照参数设定回零方向,轴以快读进给的速度移动,当接触到挡块后,挡块动作作为参考点减速信号(*DEC)变为0,轴开始以参数1425的FL速度减速运动。

1425每个轴的手动返回参考点的FL速度
1425参数是指有挡块方式下,碰压减速开关,减速开关弹起后减速的速度,最后返回参考点减速信号(*DEC)变为1后,X9信号(*DEC)这个信号是有挡块回零方式,减速开关的信号。如果没有挡块压到减速开关,信号显示为1,如果压到减速开关,信号显示为0,弹起后,信号又变为1,轴继续一定,停在脱开减速挡块后的第一个栅格点,这里涉及到一个参数1006#5参数ZMI。

#7#6#5#4#3#2#1#01006ZMIxDIAxROSxROTx
1006第五号参数ZMI,是工作台压到减速开关后,会参考点的方向,如果设置为0,则为压到减速开关后,向正方向移动建立参考点,如果设置为1,为反方向移动建立参考点,再查看一下F94(ZP)信号,F94(ZP)信号为参考点返回完成信号,第0、1、2位分别代表X轴、Y轴、Z轴,如果参考点返回完成时,该信号则变为1。
当需要调整参考点位置时,使用参数1850将栅格进行偏移。

1850每个轴的栅格位移量/参考点位移量
1850参数是指各轴的栅格偏移量也是参考点偏移量,如果回零找到栅格点后还需要偏移一些距离,则可以在这里进行设置,偏移的量为参考计数器容量(或一个螺距范围),然后重新执行以上操作即可完成参考点的调整,一个栅格的距离,等于检测单位*参考计数器容量(参数1821)。
3.2 标记点式回零方式参考点的建立
对准标记点设置参考点是一种使机床移动到标记点的位置,从而简单设定参考点的方法。
首先把参数1005#1号参数设为1,无挡块式,1815#5设置为1,编码器的方式是绝对式,向远离参考点的方向电机旋转一圈以上,关机,开机后,手动移动工作台(按照设定的回零方向移动机床),通过手轮微调,使之与机床的参考点标记重合,手动设定参数1815#4=1,当前位置将记录为参考点位置,再次关机,(1815参数第4位APZ,如果为1,说明参考点已经建立,如果为0,则会发生回参考点报警)开机后,参考点建立。接着查看F94(ZP)信号,如果建立成功则变为1,这种就是建立的参考点不在栅格上,可以是机床的任意位置。
3.3 无挡块式回零方式参考点的建立
无挡块式回零是首先把参数1005#1设为1,无挡块式,1815#5设为1,编码器方式为绝对式,向参考点方向的反方向移动,离开参考点,随后按照参数1006#5设定的回零方向手动移动机床,把轴移动到预设定为参考点位置之前大概1/2栅格的距离,最后切换到REF回零方式,并选择对应的回零轴,选择回零+按钮,机床以参数1425速度向零点方向移动,当达到栅格位置时,轴停止移动,返回参考点完成信号F94(ZP)变为1。参考点建立后,参数1815#4 APZ自动变为1。
当实际参考点位置不是要求的位置时,同样设定参数1851栅格偏移量,并再次执行参考点的建立操作。
4 参考点的调整
有时挡块式回零总会有偏差,而且偏差量都是一个螺距。关于挡块式参考点的调整,可以通过机械上的某一固定点安装减速开关,通过工作台上的挡块进行碰压来确定参考点的位置,但是机械上不能保证每次对减速挡块的碰压和弹起时间一致,所以如何调整脱开挡块距离原点的位置(脱开挡块的第一个栅格)就变得非常关键,该调整不当时,会发生参考点偏差一个螺距的现象,这时我们就要进行参考点的调整。
首先假设参考计数器容量就是栅格间距,为10000,将参数PRM1850栅格偏移量设为0,随后返回参考点,最后观察诊断DGN302参数数值,调整为5000左右为佳,至此就完成了参考点的调整。
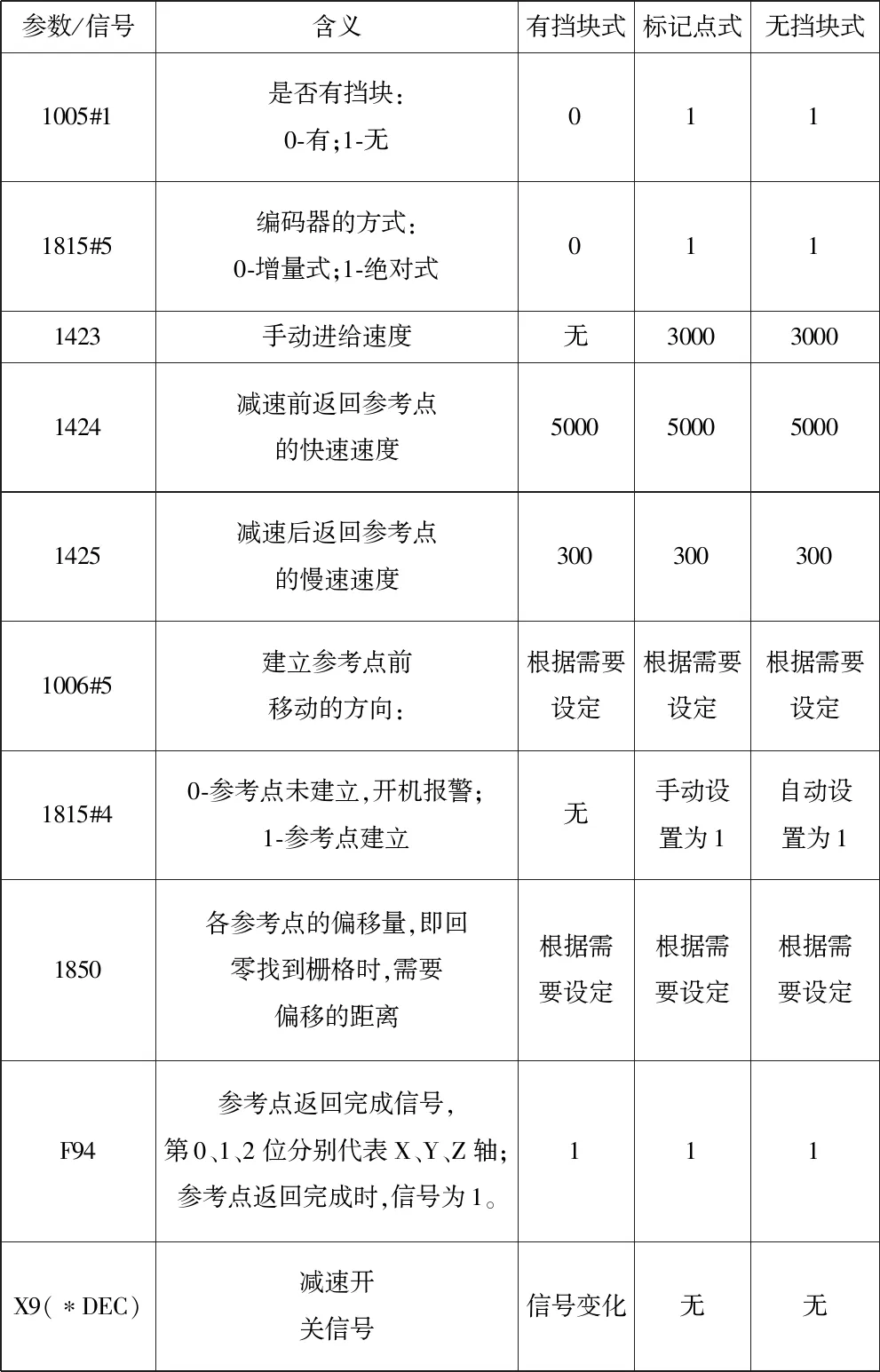
3种回零方式涉及的参数/信号
5 结语
现在一般机床都采用的是标记点式回零方式,简单、便捷。标记点式回零方式在设置参考点时,一定要注意每改一个参数,都是将机床断电关机重启,并注意参数变化。只有正确建立参考点,才能保证机床能够进行回参考点操作。机床能否回参考点,将影响机床的正常工作及产品的加工质量。
机床参考点丢失的原因很多,在无机械及电气故障,因系统供电电池更换不及时造成参考点丢失的情况下,机床维修人员乃至操机人员掌握建立参考点的方法是非常重要的,可以及时恢复生产,保证加工效率。
猜你喜欢
重庆理工大学学报(自然科学)(2022年1期)2022-02-18
科技创新与应用(2021年31期)2021-11-09
好日子(下旬)(2020年6期)2020-08-04
铁道通信信号(2020年7期)2020-02-06
消费导刊(2019年3期)2019-01-28
装饰装修天地(2018年20期)2018-10-21
计算机与数字工程(2018年4期)2018-04-26
导弹与航天运载技术(2017年6期)2018-01-29
房地产导刊(2015年4期)2015-10-21
中国新技术新产品(2010年6期)2010-01-01
