
松散回潮工序筒体温湿度及物料水分系统控制
2021-03-01 22:52钟军杨强义杨遵伟
科学与财富 2021年28期
关键词:自动控制
钟军 杨强义 杨遵伟

摘 要: 松散回潮作为烟厂制丝线影响烟叶感官特性的首道加工工序,出口水分是影响后续工序产品质量的关键质量指标。由于不同等级片烟吸水能力不同、来料流量有波动、测量滞后性、环境温湿度等因素的影响,出口水分过程能力(CPK值 )相对其他工艺指标偏低,严重影响了工序加工质量。因此提高松散回潮出口水分稳定性有重要意义。
关键词: 松散回潮; 自动控制; 出口水分
一、概述;
目前我厂松散回潮工序设备采用的是豪尼进口设备切片机+TBL松散回潮机,松散出口水分控制采用人工手动设定加水比例方式。由于用于回潮的水是冷水,蒸汽和冷水混合后,采用双介质喷嘴形成的水雾,水雾中的小水珠比表面积非常大,所以能使水雾区域温度明显降低.导致回潮水分子不能完全渗透到烟片组织内部,实际烟片吸收水分的均匀性极不稳定;由于采用进口端加水,物料在筒体后半区缺乏均衡物料水分的手段,从而造成物料出口水分波动很大,出口水分过程能力偏低。
二、原有系统存在的缺陷:
1、循环热风温度控制存在的缺陷:
松散回潮机原有循环热风温度控制采用PID方式进行控制,由于生产中,进入物料的变化、生产工况的波动,为了稳定循环热风温度,系统频繁调节进入筒体内部蒸汽量,从而严重影响了筒体内部的湿度稳定,造成物料出口水分均匀性差。为确保松散回潮筒内有一个均衡的温湿度环境,就必须改变目前的循环热风温度控制模式,尽量消除蒸汽波动对松散回潮筒内温湿度场的影响。
2、物料水分控制存在的缺陷:
①原有出口水分控制对烟片所需加水量的调控是依靠程序对气动薄膜调节阀的控制来完成的,但在水压不稳定时,加水量波动较大。
②滚筒式片烟回潮机加水系统施加的水为加压水,水温受环境温度影响,温度较低的水温使得烟叶组织对水分的吸收率减小,回潮后烟叶对水分的吸收渗透性低,降低了烟叶对水分的保持能力。
③从切片机过来的烟块进入松散回潮机后,前半程烟块在水、蒸汽的作用下,逐渐松散开来,由于原有松散回潮筒采用前端加水的方式,由喷咀形成的湿度较高雾化区只有全程的1/3,当物料进入筒体后半程时,烟块已逐渐松散开来,烟块包心与外部水分差异造成物料出口水分均匀性较低。
二、改进措施:
1、改循环热风温度PID控制方式为固定补偿蒸汽开度,加热器实时修整方式:TBL松散回潮热风控制方式采用的是预热状态采用加热器预热,生产状态采用自动调整补偿蒸汽进气量的方式来控制。为了杜绝因补偿蒸汽波动影响出口水分,就必须确保蒸汽流量恒定。
(1)根据薄膜调节阀的计算公式(Q/Qmax=R^(L/Lmax-1))可以得出薄膜调节阀在某一开度条件下蒸汽流量值。根据物料进口温度与出口温度差及烟叶和水的参数可以推算出所需蒸汽量,从而得到生产某一品牌所需的阀门开度。根据计算得到的具体数据如下:
(2)在薄膜调节阀开度固定的条件下,启用加热器进行热风温度控制。
加热器控制采用薄膜阀开/关的方式进行控制:在原有偏差控制上引入偏差变化率趋势的控制方式来开启或关闭加热器薄膜阀。
2、改筒体进口单端加水为筒体进出口双端加水:
(1)增设热水系统,采用齿轮水泵+电磁流量计方式在筒体前后端施加回潮水:
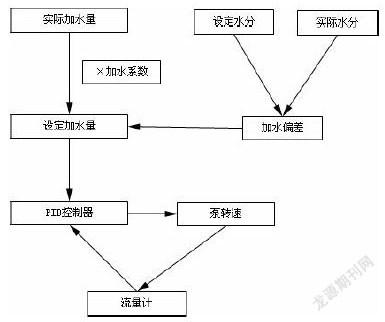
(2)TBL松散回潮工序总加水量原理
3、理论加水量、实际加水量、加水偏差计算方法:
(1)理论加水量的计算方法:
根据物料进口流量及含水率可以计算出其中干物质的流量,具體为:
干物质瞬时流量=物料进口流量×(100—进口水分)÷100
物料出口流量=干物质瞬时流量÷(100—设定出口水分)
理论加水量=(物料进口流量×(100—进口水分)/100—物料进口流量
(2)实际加水量的计算方法:
由于筒体内增加的水采用蒸汽引射,通过前面热风温度控制计算出来的蒸汽质量流量。可以得出因蒸汽施加造成物料水分增加量。由于施加的蒸汽不可能全部被烟叶吸收,根据实际经验我们取蒸汽效率值∩=0.85(施加的蒸汽有85%转化为物料水分)。实际控制采用料汽比的方式进行控制,即蒸汽质量流量与物料流量之比进行计算。通过计算其值约为0.043。
实际加水量的公式:
实际加水量=理论加水量—物料流量*0.043
(3)加水偏差的计算方法:
加水偏差计算的目的是用于修正和控制出口水分波动,将物料出口水分控制在标准范围内,避免出现出口水分超标。
根据物料出口水分及进口水分计算出实际物料中含水量,然后与实际加水量进行比较,即为加水偏差。
加水偏差=(出口实际水分-进口水分)/(100-出口实际水分) *物料流量-实际加水量
①出口端控制:
出口端设定加水量=实际加水量*0.3±加水偏差
②进口端控制:
进口端设定加水量=实际加水量*0.7±加水偏差
三、结语:
采用上述方法后,改进取得明显成效,改造后松散回潮出口水分合格率提高显著,合格率从原来的平均84.5%提高到100%,循环热风温度合格率100%,出口物料温度合格率99%,出口水分过程能力(CPK值 )从原来0.67提升带3.59。圆满实现之前定下目标。
参考文献:
[1]刘穗君,王玉芳,李超,等.基于统计回归分析的松散回潮出口含水率精准控制系统[J].烟草科技.2017,(3).88-93
[2]范勇,郑利锋,庞天航,廖强.烟叶松散回潮含水率控制方法的优化[J].轻工科技,2019,0(4):123-125
猜你喜欢
装备制造技术(2021年4期)2021-08-05
电子制作(2019年22期)2020-01-14
经济技术协作信息(2018年33期)2018-12-06
通信电源技术(2018年3期)2018-06-26
电子测试(2018年11期)2018-06-26
电子测试(2018年6期)2018-05-09
电子制作(2017年13期)2017-12-15
铁道通信信号(2016年12期)2016-06-01
海峡科技与产业(2016年3期)2016-05-17
中国教育技术装备(2015年4期)2015-03-01
