
火电厂600MW汽轮发电机碳刷打火的原因及处理方法
2021-03-01 06:26崔小雷
内蒙古科技与经济 2021年1期
崔小雷
(大唐国际托克托发电有限责任公司,内蒙古 托克托 010206)
目前,电力系统中的各类同步发电机均采用直流励磁,向同步发电机转子励磁绕组提供直流励磁电流的装置称为励磁系统。励磁系统对同步发电机的运行性能和运行安全有重要影响,大型汽轮发电机组均采用励磁变与励磁控制系统和滑环-碳刷励磁的方式。在正常情况下,碳刷在刷握中被弹簧压紧与滑环紧密接触,其压力在拉伸20mm~80mm时,一般为1.4kg~1.9kg之间,且当各弹簧拉伸到80mm时,其相互间的拉力差不超过0.15kg;刷握为四组合盒式刷握,碳刷为摩根碳刷,截面尺寸为25.4×38.1mm2,每台汽轮发电机为128只;刷握与刷座导电面配研导,要求接触面积大于80%,接触面镀银;配研后,刷座与刷握打上配对标记,在运行中严格配对使用;电环及刷座采用黄铜板H68;导电环及刷座组装前整体镀银,因此,在处理集电环通风沟时一定要注意不能用砂纸或坚硬物摩擦、刮削集电环。就集电环本身来说,因其与发电机同轴,所以,同发电机一起被汽轮机拖动,励磁变变压后的电能通过励磁整流系统将交流电变换为直流电,直流电又通过刷架、刷辫和碳刷将电能通过集电环输送给励磁绕组,即供给发电机转子绕组励磁。但是励磁变直流电的送出是通过刷架上的碳刷送出的,因此,实际的运行中就存在着碳刷打火的现象。下面就汽轮发电机励侧碳刷运行中遇到的实际问题,结合笔者10余年的工作经验,就汽轮发电机励侧碳刷打火的原因及处理方法进行了探讨。
某厂目前共12台汽轮发电机组,各汽轮发电机的励磁系统均采用励磁变-整流系统励磁,就励侧刷架上的碳刷打火而言,虽然碳刷下小部分微弱火花对集电环运行并无危害,但如果火花范围扩大或程度强烈,则将烧灼集电环和碳刷,使其表面粗糙并留有灼痕,而不光滑的集电环表面与粗糙的碳刷接触,又会使火花程度加强,因此,实际运行中应避免碳刷打火,使火花不超过一定的等级。一般情况下,正常工作情况下其火花等级不超过1级,强行励磁时不超过2级火花。这几台机组均有过碳刷打火现象只是轻重程度不同。
通过表1可以看出,同步汽轮发电机碳刷打火的危害,那么碳刷打火的原因是什么呢?从以下几个方面加以分析考虑。
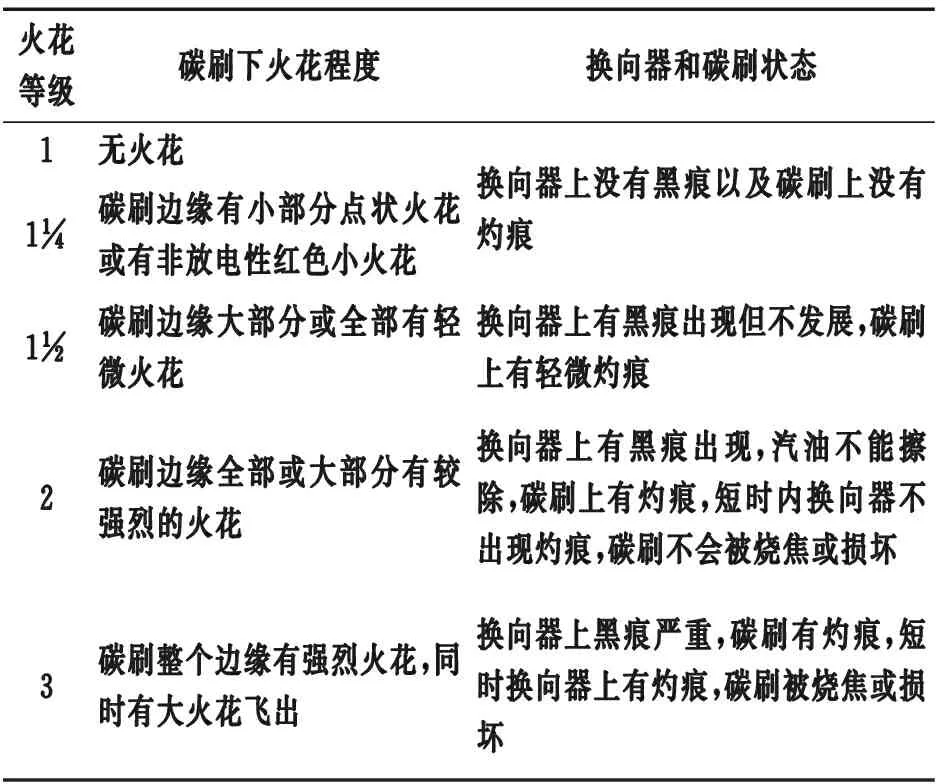
表1 直流电机火花等级
1 电磁方面的原因
1.1 接触问题
由于励侧集电环被汽轮机拖动同步转动,电枢绕组切割定子磁场感应出交变电势,而只有通过集电环和碳刷的共同作用,才能将励磁系统整流后的直流电送入转子绕组,因此,实际运行中虽然不存在电枢绕组的换向问题,但是存在着由于碳刷和集电环接触不良导致碳刷运行中存在打火现象。这里的接触不良原因有很多,常见的有正集电环和负集电环磨损后高低不平,导致碳刷与集电环的接触面积不能达到厂家设计要求值;碳刷由于振动有部分脱落,脱落后的碳刷与集电环成多点接触导致点状火花产生;碳刷牌号不对或质量不好,导致碳刷在刷握中卡涩,碳刷磨损后不能保证与集电环紧密接触,间隙过大而打火;刷握品牌不对或刷握与刷架的接触面积不满足要求而打火。
1.2 电枢绕组短路
根据实践经验分析判断有两种情况,一种是绕组存在短路匝在同一支路,另一种是短路匝不在同一支路,由于匝间短路发生后产生环流,使匝间短路部位产生局部过热,在这种情况下,碳刷打火较为明显,如长时间过流满负荷电流运行,则会把集电环表面烧坏,严重时出现麻坑,同时,由于有阻尼绕组的存在,使阻尼绕组也会有局部过热的情况,会对机组出力和调峰造成一定影响,可能会造成发电机增减负荷时产生振动,造成机组振动超标进而产生事故。
1.3 电枢绕组断路
当电枢绕组线圈局部发生短路时,随着时间的推移,过热部位如果在焊接部位且焊接部位受电动力冲击后有部分扁铜片断裂,这时候在迅速调峰时就有可能造成电枢绕组过热烧断,当电枢绕组断路后励磁电流消失,严重时会造成汽轮发电机转子“飞车”。
1.4 电枢线圈匝间短路或集电环短路
其情况同电枢绕组短路,线圈局部过热,这种情况会造成碳刷打火严重、甚至产生环火烧坏集电环的碳刷。
2 机械方面的原因
①大修后,发电机或汽轮机转子不到位或中心找不正,引起轴向窜动或径向振动。②大修后或运行中刷架位置有偏移,使碳刷偏离零位。③发电机或汽轮机底脚或螺丝松动,造成径向振动或机组其他方面原因造成的振动。④换向片磨损使片间云母突出。⑤碳刷在刷握内松动或压力不均及压力太小。⑥碳刷型号不一,调换不当,对于全部碳刷50块以下每次只许更换~,50块及以上只许更换~。某厂的600MW汽轮发电机的正集电环64块碳刷,负集电环64块碳刷。⑦碳刷使用前磨得弧度不好或碳刷太硬引起跳振。⑧正、负集电环长期运行磨损严重,失圆。⑨刷握离换向器距离太大。
3 化学方面的原因
集电环在正常运行时,集电环表面与碳刷间将形成一层薄膜,由于这层薄膜电阻较大能够有效地阻碍附加电流产生。这层薄膜有4层构成,第一层是整流子铜表面上生成的氧化亚铜。在铜表面,由于整流子与碳刷间有水汽(空气中携带)电流流过时,就会产生电解作用,整流子铜表面生成一层氧化亚铜,它可以减少碳刷与整流子表面的损蚀。第二层是附着在氧化亚铜上的石墨薄膜,这是从碳刷上磨下来的炭粉,起着减少摩擦作用。第三层是石墨薄膜上吸附着的氧气和潮气,起润滑作用。第四层是炭粉和整流子表面间的所有剩余空间充满着尘埃微粒和空气,这些微粒使表面间相对滑动摩擦减小,而且当空气电离时还可能成为导电途径。
从以上分析可见,集电环与碳刷打火的原因很多,也很复杂,那么针对这一情况我们应采取怎样的措施呢?主要从以下几个方面考虑。
3.1 加强平时的保养维护工作,保护氧化膜不被破坏
检查刷架紧固情况、碳刷的磨损情况及碳刷压力是否得当,随时加以调整,整流子表面有无灰尘油垢,云母沟内有无炭粉、铜沫、油垢,如有及时清理,可用皮老虎吹净。
3.2 停机检修时,应认真做好检修工作
主要检查以下几方面:①静子绕组各线包间的接头,有无松动断裂;②静子主极及换向极绕组有无油浸过热和漆皮变色脱落现象,线圈紧固在铁芯上应无磨损;③静子磁铁无变色过热,螺丝应无松动;④刷架无裂纹,拆装位置严格对应;⑤转子表面应无过热生锈,通风孔无堵塞;⑥电枢绕组端部垫块应无松弛、断裂、开焊等现象,观察层间绝缘是否过热变色。
4 碳刷的选用
碳刷的作用是引导电枢电流,从这一作用看碳刷接触电阻应小,以免引起过大的接触压降,现今生产的碳刷中,碳-石墨碳刷接触电阻大,石墨碳刷和电化石墨碳刷次之,青铜-石墨和紫铜-石墨电阻最小。碳刷接触面处的温度将影响接触电阻,温度升高电阻下降,碳刷具有负温度系数。
碳刷的型号和牌号选用是一个非常复杂的问题,除了温度外,环境介质对碳刷接触电阻也有影响,如:碳刷、换向器的材料、接触面上的电流密度、施于碳刷的单位压力都会影响接触电阻。因此,碳刷的选用对于碳刷是否打火是十分关键的部分,在平常的维护和大小修中认真检查碳刷磨损情况、弹簧压力大小并及时加以调整,以使集电环与碳刷良好运行,这时非常重要的。
5 结束语
实际运行火电厂600MW汽轮发电机碳刷打火原因很多,而且碳刷打火现象较为普遍,因此,需要我们具体问题具体分析,多方面考虑,找出原因所在加以消除,解决实际问题,同时要加强日常维护工作,随时观察碳刷换向器的运行情况,发现问题及时解决,只要我们认真抓好各方面工作,600MW汽轮发电机碳刷打火的现象是可以解决的。
猜你喜欢
弹道学报(2022年3期)2022-10-08
大电机技术(2022年3期)2022-08-06
火力与指挥控制(2022年5期)2022-07-25
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
宝钢技术(2020年5期)2020-11-16
电动工具(2020年5期)2020-10-27
弹箭与制导学报(2020年1期)2020-07-09
弹箭与制导学报(2019年6期)2019-06-24
集装箱化(2018年1期)2018-08-23
