陶瓷色差分析及预防解决措施
2021-03-02 01:08査武华杨涛江健黄焱墉方晓凯李清莲
佛山陶瓷 2021年1期
査武华 杨涛 江健 黄焱墉 方晓凯 李清莲


摘 要:随着社会经济和人文文化的快速发展,人类欣赏水平的提升,陶瓷行业从“一片黄”发展到如今的“一片灰”,从玉石到大理石,从一石一面到一石多面,现代的装修讲究多元化铺贴的整体效果,而不是四四方方一模一样的呆板老气。色彩的喜爱和铺贴风格的变化,对于陶瓷行业生产来说,却带来了一个技术难题:色差/阴阳色。
关键词:色差/阴阳色;一石多面;铺贴效果;大理石
1 引 言
陶瓷色差是指一片砖与另一片砖的颜色差异,或同一片砖的不同部分之间的颜色差异。在光线均匀空间的空地上铺贴9—12件砖,目测整体效果颜色均匀,则可视为无色差,反之则视为色差降级。其中也有些一石多面的大理石产品,设计纹理落差大,深受一些消费者喜欢,也可视为无色差。造成陶瓷产品出现色差的主要原因有设计色差、淋釉色差、喷墨机色差、窑炉色差、抛光色差和其它色差等等。本文结合作者自身陶瓷生产经验以及向同行业了解到相关的信息与大家探讨如何判断色差原因以及采取对应的解决措施。
2 色差分析和预防解决措施
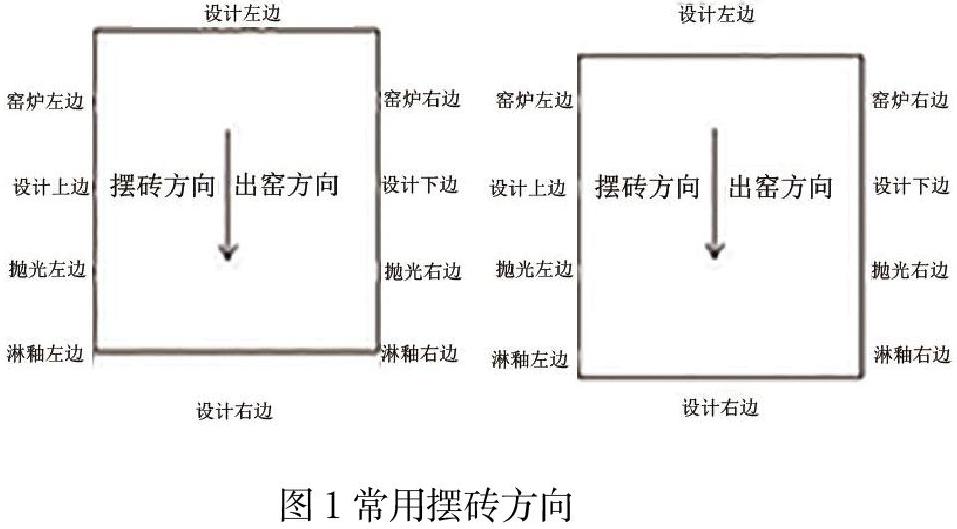
解决问题的首要条件是找到问题,要想解决陶瓷色差带来的降级损失就必须先清楚造成色差的因素。造成色差的原因主要为设计色差、淋釉色差、喷墨机色差、窑炉色差、抛光色差和其它色差等等。正确的铺贴摆砖方向有助于分析和判定导致色差的因素。最常用的摆砖方向,如图1,可以清晰的对比出几个因素有没有问题。
2.1 设计色差
当摆砖对板发现色差,第一步就要确定设计有没有色差,因为设计图是诸多导致色差唯一固定不变的因素,首先取窑尾同花色中间代号两件砖按图2摆好。当靠在一起的两个B边和A边无色差,才能证明设计正常;反之则需要修改设计。修改设计的技巧很多,拉深各颜色通道图层检查差异,圈选调整。推荐一个修图片上下边色差的方法:选择【滤镜】—【其它】—【位移】。
2.2 淋釉色差
在生产白色产品或玉石类产品的时候,都会忽视釉量不均导致的色差降级风险,因为这两种产品几乎不会出现窑炉色差、抛光色差、设计色差、喷墨机色差等等。当淋面釉左右两边釉量相差大时,就会出现收水快慢不一致,从而导致釉量大的一边偏白,釉量少的一边偏暗,形成色差降级,这种产品铺贴后,会统一固定在同一边。这种色差解决很简单,主要是做好提前预防工作,例如加强淋釉工检测釉量偏差频次(建议使用盘中盘)、培训员工观察左右收水快慢、定期烧面釉坯或白砖铺在一起对比色差等。
2.3 喷墨机色差
喷墨机色差即喷墨机各喷头下墨量不均匀,均匀度是体现喷墨机运行状态的好坏。当这种喷墨机导致的色差降级有个显著的特点,就是色差是一段很直的区域颜色不一致,如图3。解决这种色差首先要检查是否更换墨水批次、加墨水前是否摇匀、检查搅拌缸是否正常,最后才是调整相应位置的喷头电压。最终烧色差对比确认,建议烧色卡进窑前调90℃,保证喷墨机色卡两边是窑炉前后方向如图4,避免窑炉温差干扰影响。
2.4 窑炉色差
常规成熟生产工艺的产品导致色差最常见的一般就是窑炉温差,因为设计已常态化生产,当然也可以按上诉方法排除或修改好设计色差,确保设计无色差。首先取窑尾同花色主中被动各两件按出窑方向摆好,如图5所示,第一排以中间代号为基准,可以判断主动边B边和被动边A边是否存在色差,如果颜色不一致存在窑炉色差,则有可能窑炉前段温度不够,温度不够饱和,升温或加大助燃;第二排同样以中间代号为基准,可以判断主动边A边和被动边B边是否存在窑炉色差,即窑墙边是否存在偏青偏红现象,如果颜色不一致,则有可能窑炉喷枪燃气和风压开度导致,或长短枪搭配不合理导致。现在都是大产能生产灰色系列产品,各种各样的窑炉色差都会出现,例如有次窑炉色差怎么调整都反反复复出现,最后更换使用低温透亮的抛釉生产才最终稳定下来,窑炉色差是所有色差最难调整的一个因素,以后有机会可以跟大家再交流窑炉色差的调节措施。
2.5 抛光色差
当设计、淋釉、喷墨、窑炉都正常状态下生产出窑的半成品,经过抛光机各种模块配合抛光后产生的色差就称之为抛光色差,大多数出现在灰色产品。陶瓷都存在一定的变形度,不可能做到完全平直,所以当抛光机磨盘下压时,砖凸起来的位置切削量就大,反正,就切削量就小,总之就是抛深位置偏黄,抛浅位置偏青蓝,针对这个规律解决问题就简单多了。基本措施:尽可能调直待抛砖平整度,调整磨头压力、减少粗模块、排细模块生产,难抛产品适当增加抛釉量等等。
2.6 其它
除了上诉几大产生色差的因素,还有较多地方值得注意的,如分色识别系统漏检造成混色色差;白天晚上光线不同造成不同颜色开同一色号批次造成色差投诉;空窑砖没有跟踪区分造成色差客诉等等。一流的生产厂家一定是注重细节管理,细节的失控将会使得所有工序的努力化为泡影。
3 综合分析
当一石六面六件成品如图7,没有发现有固定边的规律,可以排除淋釉色差和喷墨机色差;只有1、2、5是上下边有颜色不一样,上下边是出窑方向的前后边,就可以排除窑炉色差,所以基本锁定在设计色差,将1、2、5花有色差的邊靠近6花(唯一无色差砖)铺贴,对比差异幅度从而调整设计;2、3、4花是左右边存在色差,可以将范围缩小在窑炉色差、设计色差、抛光色差,抛光色差大多数都是固定在左边或者右边,也可以排除;目前6件砖无法判定是设计色差还是窑炉色差,就需要再取几件2、3、4花铺贴摆放对比,当另外一件2花是右边偏红,就可以锁定是窑炉色差,反之就是设计色差。
4 结 语
通过以上所述,陶瓷色差是个多因素叠加造成的问题,设计、釉线、喷墨机、窑炉、抛光机都是重中之重需要调节好并维护好的工序环节。跟踪好中试实验的效果是发现色差和避免色差降级最直观的途径。
猜你喜欢
宝钢技术(2022年2期)2022-07-09
辽河(2021年12期)2021-12-24
考试与评价·高二版(2020年4期)2020-09-10
石材(2020年6期)2020-08-24
纺织学报(2020年2期)2020-03-10
上海涂料(2019年3期)2019-06-19
少儿美术(快乐历史地理)(2018年9期)2018-12-29
时代汽车(2018年2期)2018-05-31
宝藏(2017年11期)2018-01-03
摄影之友(影像视觉)(2017年1期)2017-07-18