新疆克深2气田处理装置结蜡问题研究及对策
2021-03-08 00:22许爱华谭建华张保书刘文伟
天然气与石油 2021年1期
许爱华 谭建华 张保书 张 靖 刘文伟
中国石油塔里木油田公司, 新疆 库尔勒 841000
0 前言
新疆克深2气田是西气东输主力气源地之一[1],设计产能120×108m3/a。该气田天然气中CH4含量高,非烃类气体含量低,几乎不含凝析油,属于典型的干气气藏[2],CO2体积分数为0.59%~1.18%,平均0.766%,CO2分压为0.123 MPa,不含H2S,地层水氯离子含量为125 333.3 mg/L,总矿化度为216 733.3 mg/L,原料气进站温度为61 ℃。投产初期出现J-T阀卡阻、低温分离器工作异常等问题,技术人员通过三阶段生产试运、现场拆检、分析化验,并参考迪那[3-5]、大北[6]、克拉[7-8]等气田运行情况,判定卡阻是由于天然气处理厂原料气中含蜡组分,导致脱水脱烃装置低温分离器蜡堵[9],影响装置的正常运行。
查阅国内外相关文献,天然气含蜡现在还没有成熟的处理工艺技术[10],无相应的天然气除蜡经验可供参考,工程投产领导组召集设计院、运行人员、质量检测单位、施工单位以及分离器内构件供货商等技术人员,并邀请石油大学相关专家,从设计情况、全组分分析研究问题原因,并采用UniSim Design和HYSYS软件模拟,通过实验室溶蜡试验,发明了一种天然气脱蜡工艺,解决了低温分离结蜡问题。
1 投产运行情况
克深处理厂于2015年7月29日进行试投产,单套处理量为480×104m3/d,J-T阀开度32%、低温分离器温度-15 ℃,进站压力为10.97 MPa,温度为61 ℃,外输压力为6.5 MPa,外输温度20 ℃。4~5 d后,第Ⅰ、Ⅱ脱水脱烃装置J-T阀开度逐渐增大,而处理量不变,判断出现冻堵现象,采取更换乙二醇注入头、核查容器分离器内件,并在J-T阀前连续加注甲醇20 h(25 L/h),均无效果。采取升温措施,低温分离器内运行温度提升至10 ℃,低温分离器压差和分离效果恢复正常,本阶段试运乙二醇消耗70 t左右。
清洗后继续第二阶段试运,低温分离器压差仍然会持续上涨,随着处理量的增大和低温分离器运行温度的降低,差压的增大速率会进一步加快,5 d后,待上涨到43.7 kPa后,分离器不降液,乙二醇消耗非常大,相当于注入量,现场拆解J-T阀和低温分离器,分析结晶物,基本排除水合物影响,判断卡阻原因是由于天然气处理厂原料气中蜡组分降温时析出,从而堵塞J-T阀和低温分离器内构件,导致差压变大,严重影响装置运行。低温分离器清洗出的结晶物照片见图1。
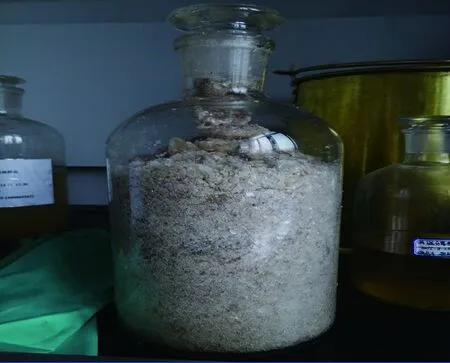
图1 低温分离器清洗出的结晶物照片Fig.1 Crystal from the cleaning of the low temperature separator
2 原因分析
2.1 设计复核
克深2气田一期工程包括天然气处理厂1座、单井站20座、集气站1座,处理厂包括1 000×104m3/d脱水脱烃装置2套,凝析油处理装置1套,天然气脱水脱烃[11]采用“注乙二醇”+“J-T阀节流制冷”低温分离工艺,醇烃液三相分离,乙二醇再生循环使用,脱水脱烃装置流程见图2。凝析油处理采用三相分离,并定期通过槽车运送至大北天然气处理厂稳定处理。对集气装置的生产分离器、脱水脱烃装置的前冷器、后冷器、原料气分离器以及低温分离器进行了处理能力核算,均能满足1 000×104m3/d的处理能力。其中低温分离器直径为1 600 mm,高度为 8 898 mm,在操作压力6.5 MPa、操作温度分别为-15 ℃和-29.7 ℃下运行,低温分离器内件均能够满足分离液滴≥5 μm,脱除效率≥99%的生产要求。
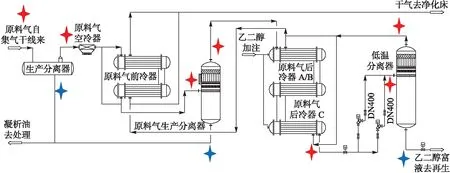
图2 脱水脱烃装置流程图Fig.2 Flowchart of dehydration and hydrocarbon dew-point control device注:为气相取样点,为液相取样点。
2.2 天然气组分分析
2.2.1 原设计原料气组成
克深2气田选用两口勘探井录取的参数作为方案设计依据的开发方案指标,见表1。
从表1中可以看出,地质参数只包含C1~C9,未有效录取C10以后相关参数,这对常规气田工艺的选择影响不大,普通气体色谱仪只能检测至C9,对气体中含量较少的重质组分无法检测,重质组分通常采用油色谱进行检测。由于设备精度限制,而低温分离器实际清洗出的结晶物具有蜡质特性[12],经化验结晶物中C14含量94.672%,因清洗时部分组分可能挥发,为进一步落实蜡在天然气中的分布状态,检测人员立即开展实际生产情况下的天然气中蜡组分全组分分析。

表1 克深2气田开发方案指标表Tab.1 Indexes of Keshen-2 gasfield development program
2.2.2 取样全组分分析
检测人员根据《天然气取样导则》,针对实际生产情况下的装置选取集气干线原料气、生产分离器液相、原料气生产分离器(入口气相、出口气相、出口液相)、原料气后冷器出口气相、低温分离器(出口气相、出口液相,结蜡固相)及产品气进行取样分析,取样点见图2中标识,采用专用气瓶取样后,立即送至实验室进行化验分析。由于该气田气体中含有少量重质组分,通过调整气相色谱参数,将色谱仪运行温度调整至约300 ℃,更换色谱柱为50 m色谱柱,以提高检测精度,并与质谱仪联用,利用质谱仪确定组分,色谱仪确定含量,从而测得气体全组分组成,并应用软件模拟固相沉积点,利用模拟结果指导现场工艺操作参数的调整,范围拓宽到C1~C30+各有机组分,CO2、H2S、N2等气体及汞、氦等微量元素的摩尔含量分析。落实蜡组分、含量、析蜡点、凝固点等基础数据,分析天然气中的蜡组分状态分布规律和蜡组分的析出温度,全组分结果见表2~4。
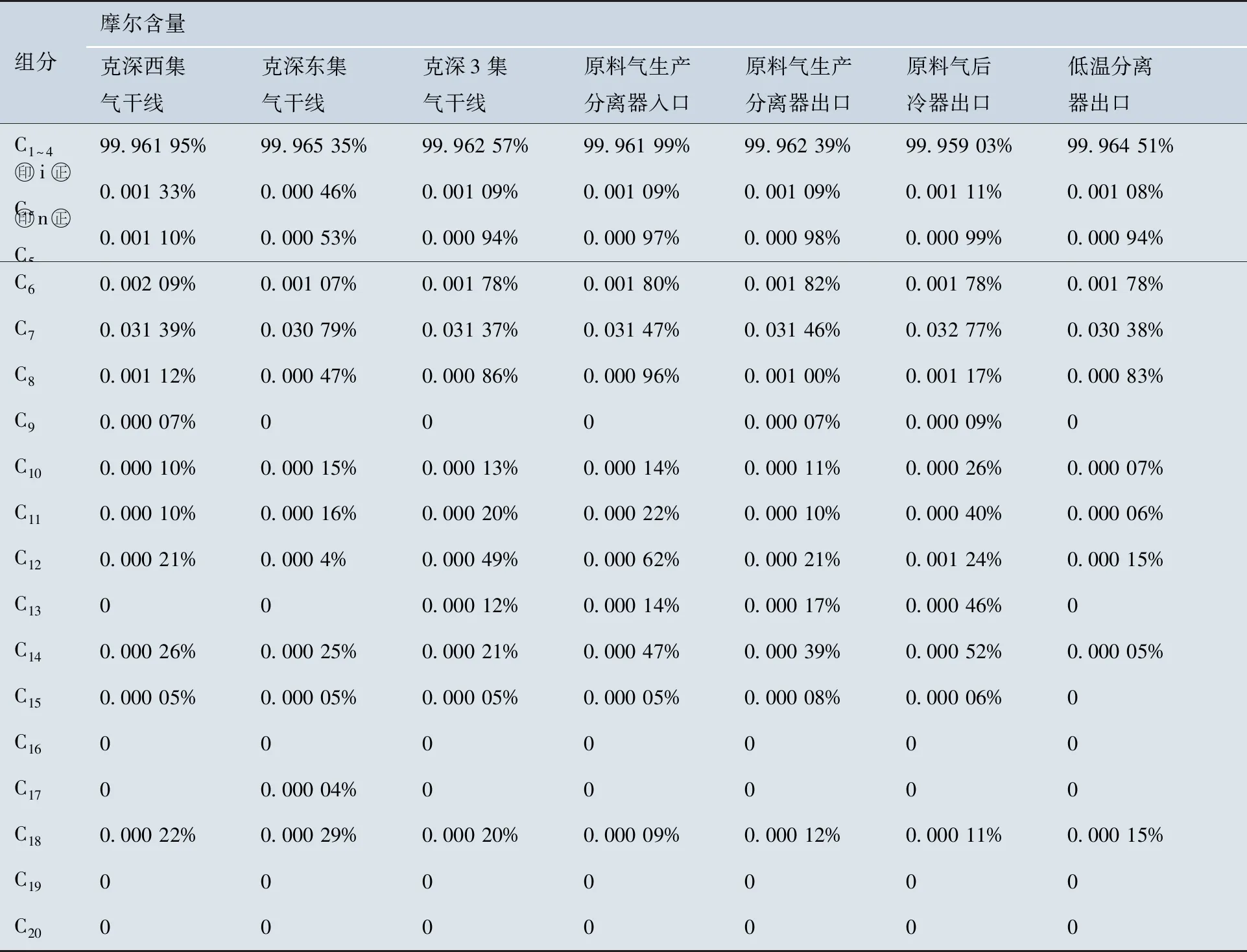
表2 取样点气相组分表Tab.2 Components of sample gas phase
2.2.3 蜡组分分布规律
根据原料气气象色谱和质谱分析结果可以看出,蜡组分在天然气中的状态分布规律为:C1~C6组分占比遵循常规逐渐降低,但C7组分占比显著增加;C7之后基本没有C8、C9组分,随即又出现数量可观的C10~C14组分,其中C12、C14组分含量高,C14之后组分含量降低,但C18组分又显著增加,异构烷烃含量远大于正构烷烃含量。
由表3可以看出,低温分离器液相中含有C714.92%,C1214.513%,C139.249%,C1420.194%,C1812.388%。其组分与天然气中重烃组分分布趋势吻合。生产分离器、原料气分离器由于工作温度较高(约25 ℃),蜡组分析出较少,出口液相油含量很低。
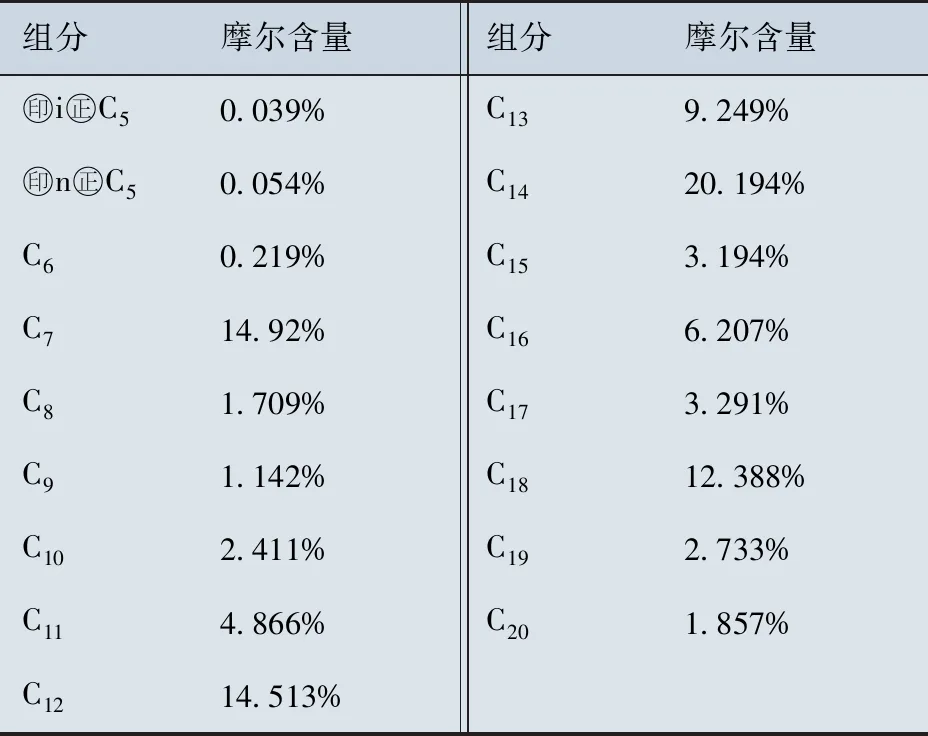
表3 低温分离器液相组分表Tab.3 Liquid phase components of the low temperature separator
由表4可以看出,低温分离器内固相结晶堵塞物中含量最高的为C14,摩尔含量高达94.549%,为低温分离器清洗结晶主要烃类,从正构烷熔点图中可查得其正构烷烃熔点为5.5 ℃。固相主要组分与天然气中重烃组分分布趋势吻合。其中C14为低温分离器清洗结晶主要烃类,通过查找正构烷熔点图,其正构烷烃熔点为5.5 ℃,因此当分离器运行温度为-15 ℃时,导致以C14为主的重烃在J-T阀和低温分离器内构件处凝结形成蜡堵,造成压差增大,装置运行异常。
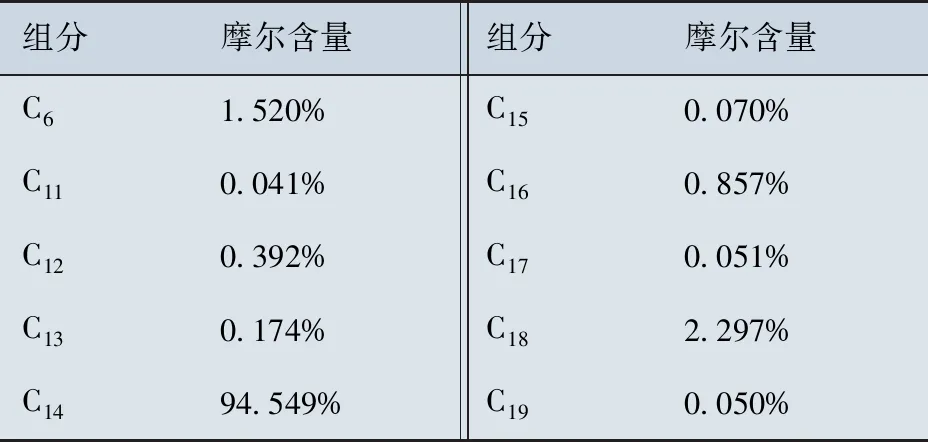
表4 低温分离器清洗结晶组分表Tab.4 Components of crystal from the cleaning of the low temperature separator
综上,克深天然气中重烃呈跳跃式分布,分离装置液相组分呈隔段分布,结合固相中主要组分情况可以说明天然气中微量的重烃导致克深处理厂蜡堵问题。
2.3 结蜡模拟分析
根据原料气全组分分析最新数据,采用HYSYS软件[13]和UniSim Design对工艺装置进行模拟计算,计算出装置的结蜡条件,在原料气分离器之前蜡形成温度为8.2 ℃,在J-T阀之前蜡形成温度为2 ℃,J-T阀之后蜡形成温度为-7.9 ℃,而实际运行过程中,J-T阀之前工作温度为0~5 ℃,J-T阀之后工作温度为-15 ℃,J-T阀前后天然气工作温度均低于天然气蜡形成温度,必然会造成蜡堵,与实际运行情况一致。HYSYS软件计算结果见表5。

表5 设备工作温度和结蜡温度对比表Tab.5 Comparison of equipment operating temperature and wax deposition temperature ℃
3 结蜡解决对策
3.1 除蜡对策
根据克深处理厂实际生产情况,提出洗蜡工艺[14]和溶蜡工艺两种除蜡对策。传统洗蜡工艺需要停产操作,即在注乙二醇防水合物[15-16]生成的情况下,当J-T阀开度效果不灵、低温分离器内构件压差持续增大时,判断为蜡堵,需要停产进行洗蜡操作,一般的脱水脱烃装置运行5~7 d则需要进行停产清蜡一次,频繁清蜡,同时低温分离器长期承受温度交变冲击的影响,易造成复合板材料09 MnDiR应力疲劳腐蚀,威胁安全生产,这种方法缺点较多。
根据天然气中蜡组分状态分布规律,技术人员发现天然气中重烃组分呈跳跃式分布,天然气中基本没有C8、C9组分,且分离装置液相组分呈隔段分布,容易想到“相似相溶”原理,即极性相似的两者互溶度大,因此尝试研发一种溶蜡剂[8],在不停产的情况下去除天然气中的蜡组分。
3.2 实验室溶蜡试验
由于天然气中微量C14为主的重烃组分导致克深处理厂蜡堵问题,天然气中基本没有C8、C9组分,取含C7、C8、C9组分较多的溶剂与克深低温分离器中洗出的蜡按比例混合,然后放置于冰箱中开展溶蜡试验,见表6。试验结果显示,在一定的温度条件下,足够量的该溶剂能够溶解天然气中的重烃组分,阻碍其形成固态的蜡堵塞装置。
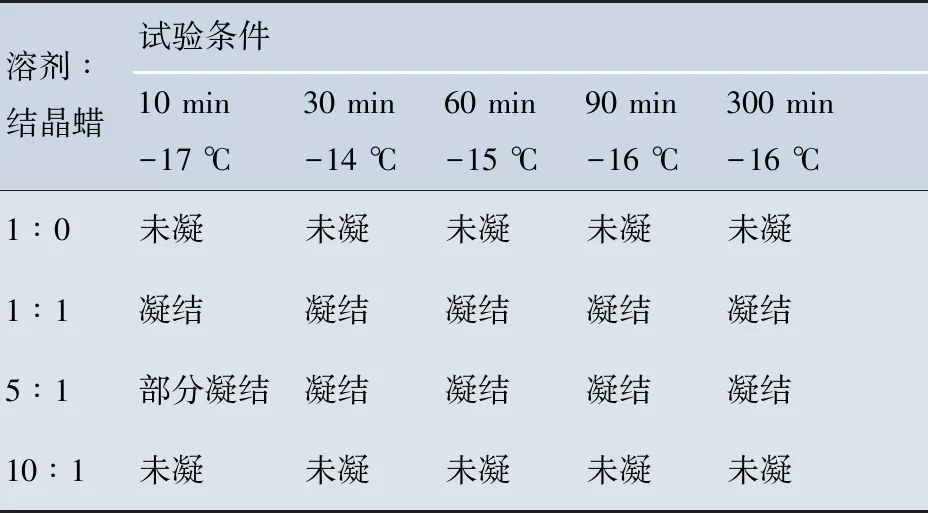
表6 试验情况表Tab.6 Test situation
3.3 溶蜡工艺
在目前脱水脱烃处理装置[17]主体工艺不进行重大改变的基础上寻求解决蜡堵问题的途径,节省投资、方便生产管理,同时尽快使生产装置运行正常,不留安全隐患,采用溶蜡剂是解决结蜡的最佳方案。根据“相似相溶”原理,选择与该气田含蜡组分相似的量多、易配、运输方便的轻烃与凝析油按一定比例混合作为溶蜡剂,组分见表7。并设计了溶蜡流程,通过软件模拟优选在原料气分离器之前的空冷器位置加注溶蜡剂,当处理量为360×104m3/d时,溶蜡剂加注量310 kg/h,模拟出装置结蜡点为-30.15 ℃,从而解决了析蜡问题。
3.4 溶蜡工艺分析
以处理650×104m3/d天然气为例,乙二醇加注量均为1 000 kg/h,溶蜡剂加注量为400 kg/h时与不加注的工艺模拟计算结果对比见表8。
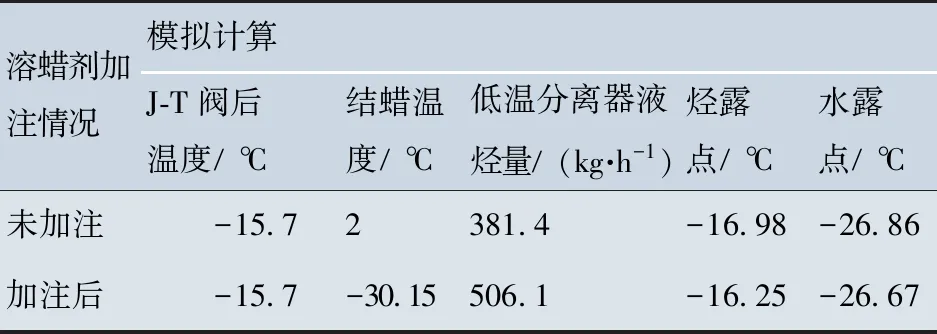
表8 模拟计算结果对比表Tab.8 Comparison of simulation calculation results
从表8模拟计算结果可知从低温分离器分出的溶蜡剂+液烃为:506.1 kg/h-381.4 kg/h=124.7 kg/h,加注量为400 kg/h,可以得出液烃损失量为275.3 kg/h,从模拟结果看该液烃损失是由于克深天然气组分太贫溶蜡剂被携带到天然气中,占到加注量的69%,这与实际生产数据相吻合;外输天然气的水露点为-26.67 ℃,烃露点为-16.25 ℃,均满足天然气外输气质要求,丙烷以上组分在进入下游轮南轻烃深度回收装置时被进一步回收。
3.5 溶蜡剂回收
以处理650×104m3/d天然气为例,乙二醇加注量均为1 000 kg/h,溶蜡剂加注量为400 kg/h时,溶蜡剂回收与不回收的工艺模拟计算结果对比见表9。
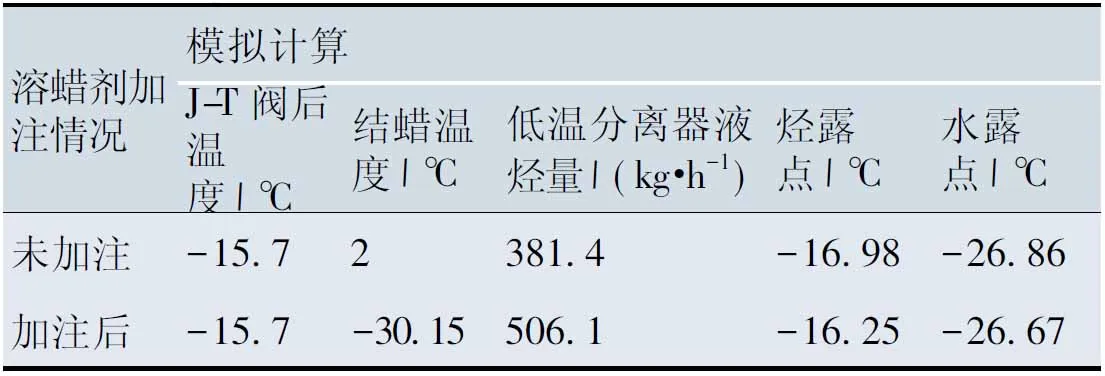
表9 模拟计算结果对比表Tab.9 Comparison of simulation calculation results
4 现场改造及运行情况
对现有工艺流程进行改造,增加溶蜡剂回收缓冲罐1台,实现溶蜡剂回收,从模拟计算结果看,低温分离器分出的轻烃可作为溶蜡剂循环使用[18-19],循环量为554 kg/h,J-T阀后结蜡温度-22.25 ℃,同不回收方案相比结蜡温度上升了7.9 ℃,但仍满足工艺需要[20],溶解的蜡223 kg/h可从生产分离器分离出来进入油系统。溶蜡剂循环过程中会有少量损失,可根据生产实际运行情况适当时机补充,初步测算每年可节省溶蜡剂费用3 000万元。
5 结论
1)天然气中蜡组分状态分布复杂,对于高温、高压、高产“三高”天然气田,若有条件,应尽可能进行全组分分析,且范围拓宽到C1~C30+各有机组分,以及CO2、H2S、N2等气体及汞、氦等微量元素,确保设计基础数据全面准确,工艺设计更加科学合理。
2)新疆克深2气田天然气中微量的重烃在低温时析出是导致克深处理厂蜡堵问题的原因。克深天然气中重烃呈跳跃式的分布,分离装置液相组分呈隔段分布,利用相似相溶原理研发的脱蜡剂可显著降低析蜡温度。
3)通过对不同的溶蜡剂工艺模拟计算结蜡温度并对比得出,加注C7、C8、C9组分越高的溶蜡剂,结蜡点降低越明显。而且可以实现循环加注,在进站空冷器之前加注溶蜡剂,同样可以降低结蜡点温度。通过近一年的生产运行,验证了加注溶蜡剂防止结蜡效果显著,脱水脱烃装置运行正常。
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
粘接(2022年4期)2022-04-29
辽宁化工(2022年4期)2022-04-28
当代水产(2022年2期)2022-04-26
煤气与热力(2021年12期)2022-01-19
军事文摘(2021年16期)2021-11-05
建材发展导向(2021年11期)2021-07-28
工业加热(2021年5期)2021-06-22
当代化工(2019年3期)2019-12-12
劳动保护(2018年8期)2018-09-12